Как сделать уплотнительную прокладку или кольцо из монтажного (строительного) силикона
В качестве эксперимента, решил попробовать сделать уплотнительные колечки для этого излива смесителя, так как покупные сальники в последнее время всё больше разочаровывают. Думал вообще заменить заводские сальники на обычные кольца подходящего диаметра, но что-то не получилось найти их в ближайшем магазине автозапчастей. Можно конечно в теле смесителя увеличить диаметр посадочного места под сальник, чтобы заводской сальник плотнее садился на своё место и прилегал к изливу. Но для начала решил испробовать кольца собственного производства, уж если не прокатит, то тогда уже заняться самим смесителем или изливом.
Саму идею позаимствовал в инэте, где человек протачивал форму для колечек в куске оргстекла. Я же решил использовать для этого обычный парафин, чтобы в случае ошибки, перезалить его и начать точить заново. Так как кольца мне нужны не особо толстые, то заливать парафин решил в обычную крышку для консервирования. Отмечаем на ней центр, для этого я просто прилепил её с помощью магнита на губки шуруповёрта. После чего, периодически включая шуруповёрт, отцентрировал положение крышки на губках, чтобы избавиться от сильных биений. Затем на вращающейся крышке, маркером поставил кольцевую метку посерёдке.
Накерниваем шилом центр в крышке, после чего сверлим отверстие под подходящий винт. Так как жестянка крышки тонковата, то лучше подложить шайбы под гайку и болт. Затягиваем всё это покрепче.
Зажимаем резьбу винта или болта в шуруповёрт и проверяем на возможные биения. Особая точность нам не требуется так как точить будем на малых оборотах. Главное чтобы плоскость крышки была строго перпендикулярна оси вращения шуруповёрта. По этой причине лучше использовать что-то толстостенное или подкладывать шайбы под гайку и болт.
Если всё в пределах нормы, то ставим крышку на огонь и растапливаем в ней парафин. Следует учитывать что парафин при остывании значительно осаживается. Поэтому толщину заливки парафина надо делать чуть ли не в два раза толще нужного нам силиконового кольца.
После того как наполнили крышку парафином, оставляем его остывать.
Зажимаем крышку в дрель и делаем пробное включение. Большие обороты не ставим, так как парафин легко и быстро обрабатывается на малых оборотах, к тому же меньше шансов допустить ошибку. При необходимости, ножом или каким либо скребком выравниваем плоскость для будущей разметки. Если есть биения плоскости, то при выравнивании вы их почувствуете, так как нож в начале выравнивания будет снимать только одну сторону плоскости.
Мне нужно получить практически такое же колечко как и заводское, разве что чуть толще. Поэтому я решил проточить канавку такого размера, чтобы заводское кольцо просто погрузилось в неё заподлицо. Кладём старое колечко на парафин, центрируем его, периодически включая шуруповёрт.
Сдвинув его чуть в сторону, ставим под ним метку на парафине.
Затем, включив шуруповёрт, отбиваем круг по этой метке.
После чего переносим размеры нужного нам кольца на парафин, отталкиваясь в размерах от той окружности, которую мы отбили ранее.
После того как сделали всю разметку, переходим к токарным работам.
Отвёрткой или каким либо скребком, протачиваем канавку на нужную глубину, периодически проверяя её размеры.
Пять-десять минут работы и канавка готова. Что хорошо в парафине, так это то, что он легко обрабатывается, чуть ли не ногтем можно точить. Но это и его минус, нужно делать всё очень аккуратно, так как можно легко всё запороть одним неловким движением.
Вынимаем форму из дрели, после чего аккуратно наполняем канавку силиконом, стараясь сгладить силикон заподлицо с парафином. Всё это лучше проделывать кусочком ровного пластика или картона, но относительно мягким, чтобы не повредить парафиновую форму. При наполнение силиконом, стараемся избегать образования воздушных пузырей.
Сушим неделю, после чего извлекаем колечко.
От кислотного силикона, на форме остаётся какая то скользкая субстанция. Которая легко смывается в чуть тёплой проточной воде с мылом. Даже прикасаться к форме не нужно, просто льём мыльную воду с руки на форму до тех пор пока этот жир не перестанет блестеть на парафине.
После чего снова заполняем форму силиконом и сушим.
Срезаем лишнюю плёнку и прокладки готовы.
В общем сейчас эти кольца ждут своей очереди на установку в смеситель, так как заводские (которые недавно установил) ещё не износились. К тому же, есть время посмотреть что с ними будет через пару месяцев, так как некоторые силиконы имеют свойство усыхать в размерах. Думал что парафин мало с чем растворяется, но всё же заметил что он слегка белеет от контакта с силиконом, возможно происходит какая то реакция. Но это вроде никак не сказалось на форме колечек, второе кольцо было таким же как и первое, ничего не разъело и не растворилось. Вроде как бывают нейтральные силиконы, с ними парафину скорее всего вообще ничего не будет. Но если вам нужно много прокладок, то наверное лучше проточить форму в каком нибудь пластике (оргстекло и тд), тогда такая форма будет более долговечной и крепкой.
Написать сообщение автору
Автор: Nikolay Golovin — — — — — — — —
11.08.2014
Прокладки из герметика?
Сабж.
В пихле наличествует энное число всяко-разных уплотнительных резиночек, в том числе сложной формы. Заказывать бывает долго, дорого, неудобно.
В то же время, имеется несколько герметиков силиконовых, кои после выдавливания и застывания становятся весьма прочными и резиноподобными. Пробовал по приколу колечки из него делать — очень мило выходит.
Можно ли подобный колхоз пользовать, хотя бы в качестве временной меры, или ничего хорошего от этой идеи ждать не следует?
Применение герметика рождает подобные мысли:
Всем любителям герметика. Пост родился в то время, пока я 4 часа пытался снять головку с двигателя.
Итак, всем служителям тайного культа герметика посвящается. Тайного — потому что если бы он был общедоступным, то тут же умер бы от монтировки. Когда ваши ручки в очередной раз решат, что неплохо было бы намазать герметиком очередную прокладку, очень советую этими ручками надавить герметика туда, откуда они растут — а именно в жопу. Всяко пользы от такого действа будет больше. Я конечно понимаю, что живительная сила герметика не оставит вас в покое до конца ваших дней, и что выдавливание из тюбика вязкой и липкой массы рождает сексуальный экстаз, но поверьте, поверьте на слово: не во все места в автомобиле можно напихать герметика. Иногда, сжимая в потной ручонке тюбик, нужно подумать о том, как потом это будет разбираться. О том. что герметик может попасть на шпильку. О том, что прилипнет это намертво. О том, что кто нибудь когда нибудь не пожалеет времени и сил чтобы найти вас и проломить голову разводным ключом.
Так что лучше не надо :))))
Мде, использую герметик, везде, где это не противоречит здравому смыслу. ЧЯДНТ? М.б. у меня руки кривые. А может и у Вас 😉
=)
Это понятно — я и сам предпочитаю все таки прокладки.
И все же я говорил не о прямом использовании герметика.
Моя мысль состоит в том чтобы заранее изготовить из герметика нужной формы и размера уплотнительный элемент, дать ему застыть, и уже готовую, не клеящуюся деталь втыкать куда надо. В этом случае материться при разборке не придется
В бытность свою, когда мне было 15 лет, я делал из герметика прокладку поддона на днепр. Решение пришло по той причине, что доблестные комплектовщики видимо забыли, что болтики иногда надо закаливать, и головы трем из них я свернул при усилии в 1 кг.
Действовал я тогда по схеме: все обезжирить, нанести ровненько герметик, прикрутить крышку, слегка притянуть, через сутки затянуть окончательно. Не ссало, не потело, и вело себя просто замечательно. Только вот поддон мне пришлось по окончании сезона срезать ножом, и два дня заниматься отскребанием герметика.
Ну а что касается изготовления, то герметик, имея липкую и вязкую консистенцию (по известным причинам) для изготовления прокладок на коленке не подходит. По причине — поверхность прокладки должна быть ровной и геометрически выверенной. Перекосы, неровности — лучшие друзья запотеваний и течи. И как на коленке, без движка, сделать прокладку для той же утятницы, я себе как то слабо представляю 🙂
Так что лучше использовать герметик именно так, как и было задумано изначально производителем: Тонкий слой на прокладку, подсохло, поставить и затянуть.
Вот японцы-то дураки, без прокладок моторы собирают, на одном герметике.
И ездят потом по 10 лет, и не течет ничего.
Дикие люди!
Так епонцы-то не в гараже мажут детальки из тюбика как попало. Тут, понимашь, технология.
Конечно! Ток вот наверное качество сопрягаемых поверхностей в япошках, а именно шероховатость, имеют совершенно другие показатели чем у нас в мотоциклах. Известно же, что чем больше неровностей на поверхности тем лучше адгезия. А сопрягаемые поверхности на наших мотоциклах и без зашкуривания — образчик первичной подготовки 🙂 потому и прилипает намертво )
Таки не гоните дезу) в японских моторах прокладки есть, а в относительно старых моторах герметика вообще минимум, если конечно до него всякие мастера не добрались которым новую прокладку лень ждать.
пусть это будет колхоз,но я тоже использую герметик «там,где это не противоречит здравому смыслу».и все хорошо,и ни где не бежит и все классно,в отличии от прокладок.я его даже с собой вожу,на всякий случай.
Messer присоединяюсь на счет японцев ! по ищи тут было на сайте , статья сборка двигателя ,на герметике могу сказать ,что некоторые герметики, как селиконовые так и обычные обладяют способностью склеиваать поверхности ,нанеси герметик подсуши минут 5-7 и закрепи потом .
Когда пытались снять переднюю крышку ,на моем урале долго матерились так как не протекает и держит герметик рулит
абсолютно согласен с вами на прокладку тонкий слой подсохло и всё ништяк.
герметик главное красный;)
и самое главное толстым слоем))))
Тоже весь мотор на герметике без прокладок.Красота, не потеет даже. Ни капли масла не упало. И поддон снимал в стык вставлял нож и молотком по нему и он отклеивался. Мин за 20 снимал герметик с поверхности. Может какой герметик используешь супер приклеивающий, с моментом мог попутать.
Вообще есть принцип:есть давление или разряжение-прокладка(картон,паронит,металл,резина);высокая температура-прокладка(металл или специальные композиты-клингерит и т.д.);есть опасность отрыва и закупорки питающего канала частичкой герметика-прокладка( резиновое кольцо,картон,паронит,металл);прокладка-часть размерной цепи узла или агрегата;часто разбираемый(обслуживаемый) узел-прокладка(обычно резиновая(металл) почти всегда одноразовая);агрессивные углеводороды(бензин и т.д.)- прокладка(резина,металл). Это догма,в этих случаях допустимо локальное использование герметика при незначительном повреждении прокладки или привальных плоскостей соединяемых деталей(при невозможности или не целесообразности обработки поверхностей),но это скорее исключение.Почти во всех
остальных случаях использование герметиков только приветствуется(кругом где это оправдано).Главное использовать качественный,проверенный продукт(их немало и уксусом они не пахнут) по назначению,есть на все случаи жизни.Стоят как правило недешево,но время на устранение течи дороже.Так что прокладка прокладкой,а герметик герметиком ,всему свое место.
Сие явление есть показатель некачественности? Можно чуть подробнее?
Нет,просто для работы в среде агрессивных углеводородов(бензин, масло и т.п.) «силиконы» не годятся.На них можно (превосходно) приклеить стекло фары, загерметизировать фонарь и ,если серьёзно,все. И все равно что там на нем написано и нарисовано(это мной уже выстрадано годами работы).Акриловые герметики вообще строительная тема.На работе как прокладочный мы используем(относительно дорогой)нейтральный черный герметик Loctite5910 или 5900.Он не боится ни бензина,ни масла,ни температуры,механически прочнее силиконов(хотя после полимеризации тоже упругий как резина).Проверен 1000 раз не только мной,а многими,ЕСЛИ ЗАБОТИШЬСЯ О КАЧЕСТВЕ-ЭКОНОМИТЬ ГРЕШНО!Кстати у этого производителя в предлагаемой гамме продукции тоже есть «уксусные силиконы» и не только,есть герметики и клеи на все случаи жизни.Главный принцип выбора
: покупать продукт только известного, серьёзного, производителя, желательно у официального представителя(сертификат),оптимально отвечающий вашим требованиям(возможно узкоспециализированый).Очень осторожно прислушивайтесь советов продавцов,лучше спросите у профессионалов(свое мнение я высказал).
Запах это всего лишь неотъемлемый признак силиконового герметика(возможно растворитель или отвердитель,взаимодействующий с воздухом).
Спасибо за разъяснение. Мне раньше говорили про локтайты, при этом продавцы и механики были единодушны (по всей видимости, первые из-за прибыльности торговли=)).
Вообще не за что!Это даже не разъяснение,а просто предложение посмотреть в сторону качественных продуктов(Loctite,Permatex,Teroson,Victor Reinz и т.д.)
.Когда то,давным-давно я тоже считал Abro и Master если не хорошими,то по крайней мере,подходящими,но все познается в сравнении и лучшее враг хорошего.Большинство моих знакомых совкоциклистов используют именно «уксусные силиконы» и считают что все ОК,по моим наблюдениям,потому что приходится заниматься ремонтом так часто,что проще было сделать двигатель на молнии и именно по этой причине с этими герметиками мало что происходит.За сезон мало кто накатывает больше 3-5 тыс.км и минимум 1 раз ремонтируется (по двигателю),а большинство из ремонта не вылезает.И это не считая обслуживания.
А вообще прежде чем советовать ABRO(красный) парни собрали бы двухтактник,на нем покатались года 2-3,разобрали и увидели как коленвал трёт по безразмерным силиконовым соплям.И пока товар покупают,его привозят и предлагают.
Изготовление силиконовой прокладки
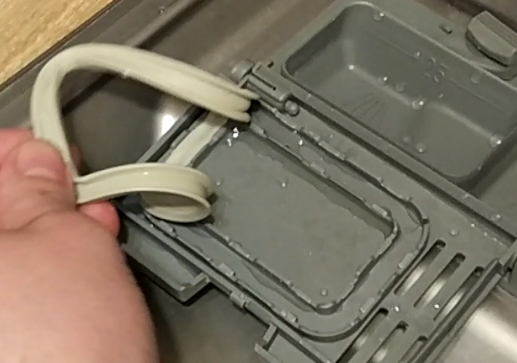
Обозначу проблему: Дано посудомойка. У которой есть отсек куда засыпается порошок или кладется капсула с ним же. По технологии, задуманной производителем, посуда сначала полоскается просто водой, потом моется с этим пороком и так далее. То есть это порошок должен как то пережить первое полоскание. Но в данном случае с прокладка, обеспечивающая герметичность увеличилась в размерах и порошок весь вымывался из контейнера при первом полоскании.

Видимо тут как у девушек.

Дальше долго думаем как это исправить периодически домывая посуду. В каждом втором магазине такая прокладка не продается. Вырезать из плоского материала тоже не получится, так как профиль у нее П-образный.
Если кто-то из моих трех подписчиков(привет ребята) помнит, то у меня есть 3D принтер, но покупать под это дело катушку — силиконообразного прутка как то дорого. Да и не понятно как им правильно печатать и справится ли с ним мой принтер. Но тут пришла в голову идея купить самый обычный силиконовый герметик для ванн.

. и напечатать для него форму для литья.
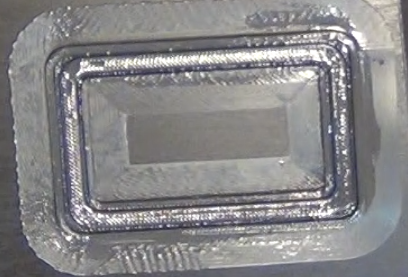
Форму я печатал ABS пластиком и обработал ацетоном для глянцевости.
Дальше берем папку начальника «Годовой отчет» и где то в конце в виде закладки должна быть такая штука:
Им с помощью кисточки промазываем нашу форму. Это нужно для того чтобы потом было проще выколупывать высохшую прокладку.
Выдавливаем и размазываем:

Теперь даем высохнуть. Как только силикон высыхает получившуюся прокладку можно без труда вытащить из формы и установить. И в результате получилась вот такая красота:

Для теста наливал воду в резервуар, закрывал крышку, поднимал дверцу на некоторое время и потом проверял сколько воды осталось. Тест показал что резервуар герметичен — вода на прежнем уровне.
Установил я эту прокладку два месяца назад. За это время она ни разу не выскочила и не изменилась в размерах. Так что буду считать опыт удачным. (Нужно попробовать еще антивибационные ножки сделать таким же способом, но это как нибудь в другом посте)

Спасибо всем, кто осилил! И простите за баяны, без них очень уж сухо получалось.
За фотографии сильно не пинайте, фоткал на старую прокладку.


7.1K поста 41.1K подписчика
Правила сообщества
ЕСЛИ НЕ ХОТИТЕ, ЧТОБЫ ВАС ЗАМИНУСИЛИ НЕ ПУБЛИКУЙТЕ В ЭТОМ СООБЩЕСТВЕ ПРОСЬБЫ О ПОМОЩИ В РЕМОНТЕ, ДЛЯ ЭТОГО ЕСТЬ ВТОРОЕ СООБЩЕСТВО:
Посты с просьбами о помощи в ремонте создаются в дочернем сообществе: https://pikabu.ru/community/HelpRemont
К публикации допускаются только тематические статьи с тегом «Ремонт техники».
В сообществе строго запрещено и карается баном всего две вещи:
В остальном действуют базовые правила Пикабу.
«Спасибо всем, кто осилил! И простите за баяны, без них очень уж сухо получалось»
Дорогая, ты чего сегодня такая сухая? Может баянов подкинуть?
У меня для таких случаев лежит старая камера от колеса авто. Нарезал тонких слоев, склеил и готово
Круто вышло, но я бы взял термостойкий пищевой силикон, т.к лично у меня пмм в конце моет очень горячей водой ( если открыть ее сразу после мойки то идет пар) и вполне возможно что обычный санитарный герметик может выделять не совсем полезные вещества из за горячей воды

Литьё пластика
Видео будет интересно для начинающих литейщиков и возможно для опытных мастеров
Для каждой формочки моделировал и печатал на 3д принтерах кожух. Такая технология понравилась больше обычной сборки кубиков из ПВХ.
В этом посте показали заливку силикона в опалубку Силиконовые формы
Этот пост о первых шагах в освоение литья пластика Освоили литьё пластика
Удачного литья, без пузырей)
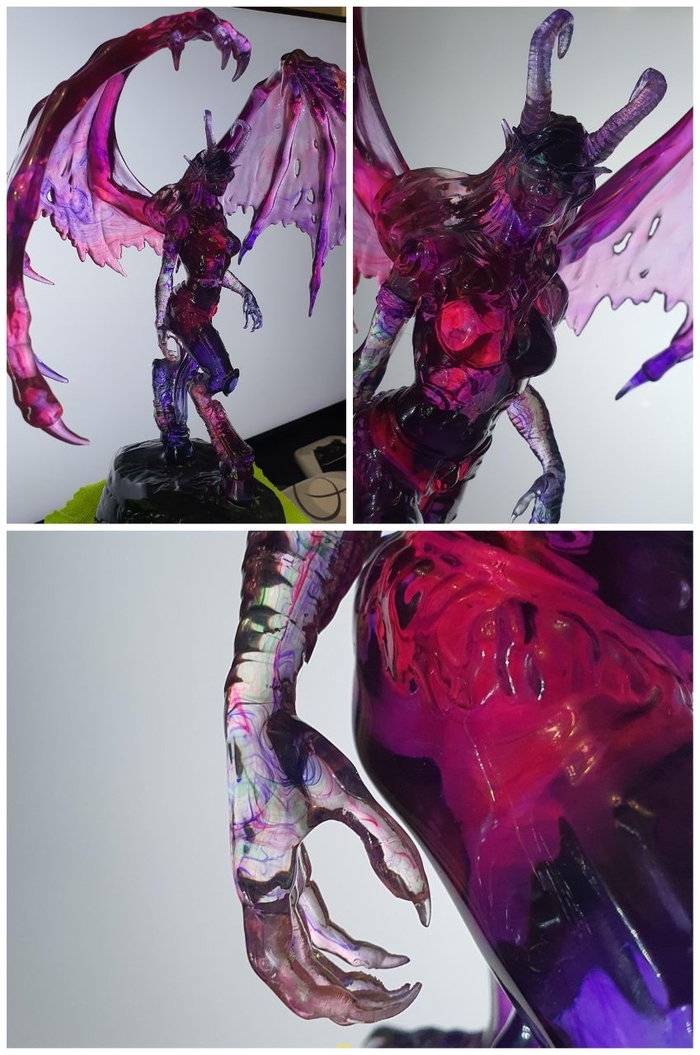
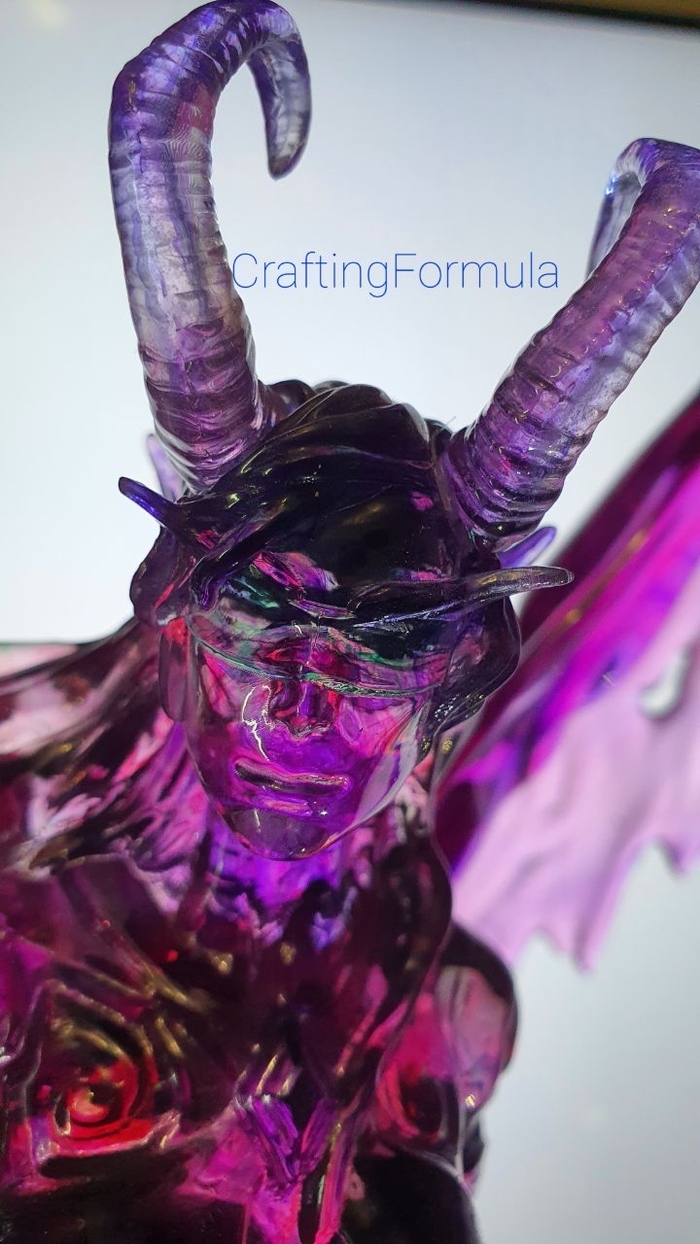
Силиконовая форма. Отливка
Залили пластик в силиконовую форму, процессы изготовления показывали в прошлом посте Силиконовые формы
В процессе такии статуэтки в двух масштабах 1\4 и 1\6

После отливки всех деталей, предстоит убрать и зачистить места литников, загрунтовать и покрасить. У нас будет первый опыт покраски именно отлитых статуэток, а не не напечатанных на 3д принтере. Как оказалась есть разница в покраске, об этом расскажу позже
Освоили литьё пластика
После того как выложил пост про 10 одинаковых статуэток напечатанных на 3д принтере, в комментариях начали настаивать, что нам нужно освоить литьё, чем мы и занялись.
Почитав в интернете про эту технологию поняли что нужно купить оборудование — вакуумную камеру и насос. На авито в нашем городе такое не продавалось в тот момент, нашли на озоне камера 9 литров + насос на 17.000 рублей

Опыт с литьевым пластиком у нас был ранее, но очень печальный, мы купили 10 литров, отлили один магнитик, у нас он получился мы обрадовались, убрали в ящик пластик, через пару месяцев решили продолжить литьё, а пластик уже испортился, оказывается после вскрытия его нужно как можно скорее израсходовать, иначе он наберёт влаги и кристаллизуется, тем более у нас в Сочи с нашим влажным климатом.
Наш выбор пал на пластик Caspol One со временем жизни 5 минут 16000 рублей за 10 кг, по комментариям поняли что этого будет достаточно, что бы успеть сделать всех операции — смешать, залить, вакуумировать и как уже позже мы узнали дать давление.
Силикон выбрали самый мягкий с твёрдостью 10 по шору 9000 рублей за 10 кг, так как нам нужно лить в закрытые формы и хотим что бы силикон выворачивался, что бы достать деталь.
И так, приступим к задаче, у нас заказали несколько статуэток Гарруса и Тали из игры Mass Effect. До этого мы уже их делали об этом можно подробнее прочесть в этом посту Статуэтки Mass Effect
В момент приёма заказа мы хотели делать уже по отработанной схеме — печать-обработка-покраска, но в момент печати решили переиграть, от чего прилично сдвинулся срок изготовления, заказчикам объяснили, что за ожидание они получать статуэтки лучшего качества, которые будут не такими хрупкими и + за ожидание от нас подарки, вроде все поняли и ждут, за что им отдельная благодарность!
Напечатали все детали статуэток, в общей сложности деталей больше 60-ти. Печатали на принтере Elegoo Saturn 2 8K, хоть печать получилась хорошей, всё равно каждую деталь отдельно мы дорабатывали в ручную, ниже на фото после обработки, до грунтовки



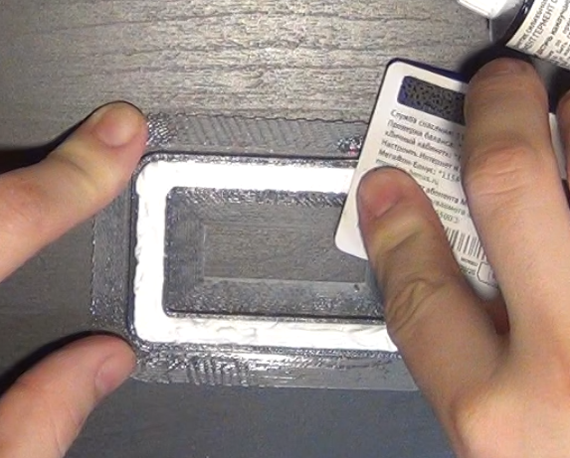
Так как у нас есть ФД 3д принтеры, почти все опалубки для заливки силикона решили делать на 3д принтере
Смоделировали опалубку для бедра Гарруса с зазором 4 мм, этот зазор заполнили силиконом. С одной из сторон сделали вертикальный бортик с выпуклым зигзагом, по которому далее будем делать разрез силиконовой формы.
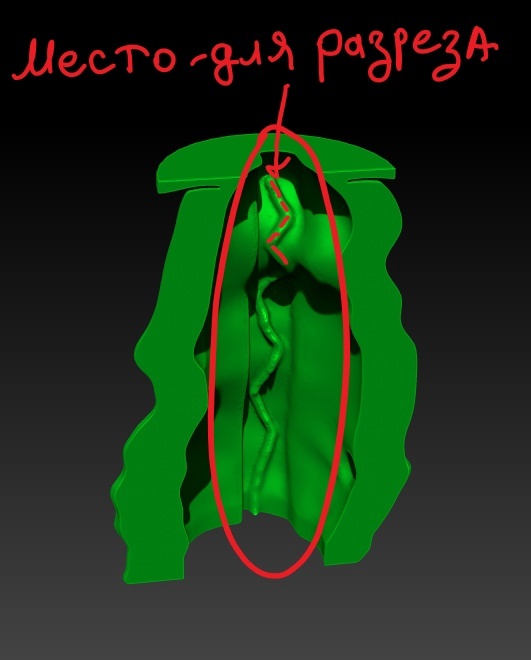
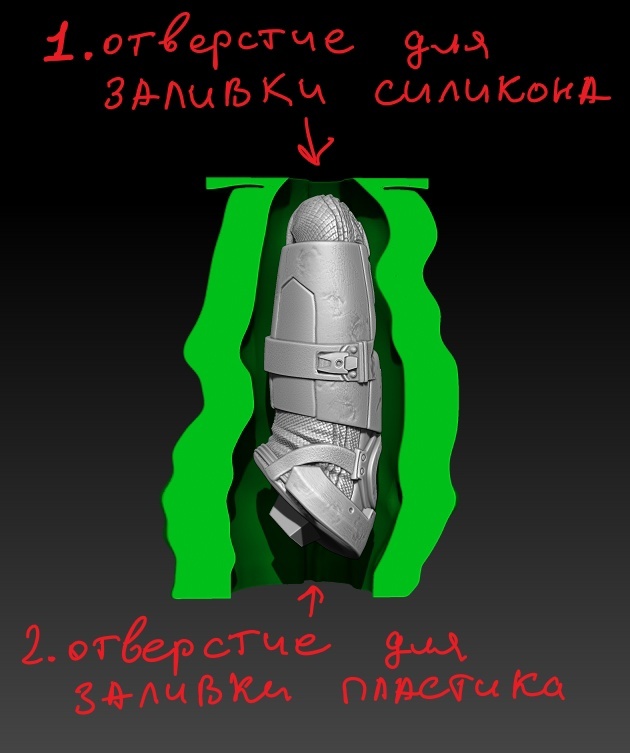
В опалубке два отверстия, в первое мы залили силикон, после того как силикон схватился, разобрали опалубку, сделали разрез по зигзагу, примерно на 1\4 от общей высоты, вывернули форму на изнанку, это легко получилось благодаря тонкой стенке и извлекли мастер модель.
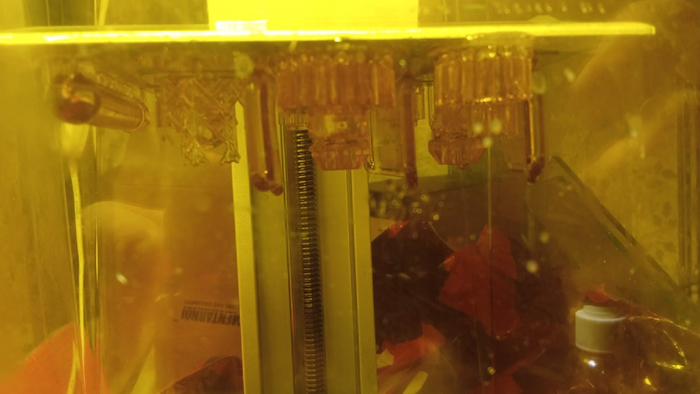
Далее вложили силикон обратно в опалубку, зажали с двух сторон металлическими прищепками и залили во второе отверстие пластик.

Перед заливкой силикона его дегозировали в вакуумной камере, то есть создали в камере вакуум, от чего все пузырьки воздуха вышли из массы и далее аккуратно залили по стеночки и получили идеальный формы без единого пузырька!
В первый раз когда увидели сколько воздуха в силиконе конечно были немного шокированы)
Приступили к заливки пластика и вот тут начинается самое веселье!(
Смешали два компонента А и Б в одинаковых пропорция 1к1, дегазировали, залили в формочку и ещё раз дегазировали, через 20 минут достали из формы, всё в пузырях. (
Попробовали дегазировать каждый компонент по очереди, после смешивания и в форме и тот же результат — пузыри. Выяснили что после смешивания, дегазирование не выгонит все пузыри, а наоборот, когда тревожим пластик внутри формы он выделяет пузырька газа.
Пошли в интернет, углубляясь выяснили, что при литье пластика нужен вакуум только что бы вышел воздух их самой формы и эту пустоту легко мог заполнить пластик, а что бы не было пузырьков нужно подать в камеру давление в 4-5 бар, от чего пузырьки уменьшаться до невидимых и так под давлением нужно держать в течение 30 минут, пока пластик полностью не отвердеет.
Назад дороги уже не было, сроки горят, пластик вскрытый. Покупная камера годится только для вакуумации, а для подачи давления она не годится, решили делать новую.
День с изготовлением камеры и первой тестовой отливки собрал в одно видео
Один интересный момент про изготовление камеры, до этого мы собрали вакуумный термоформовщик Начинаем новое дело с тремя пропановыми баллонами по 50 литров к качестве ресивера и подключив эти баллоны с вакуумом к нашей новой камере, мы выгнали пузырьки из формы за 3-5 секунд, это очень быстро!
Вот результат отливок

Хотел написать максимально компактно, пишите кому интересно можем разобрать подробнее каждый этап отдельно, Всем спасибо и Удачи)

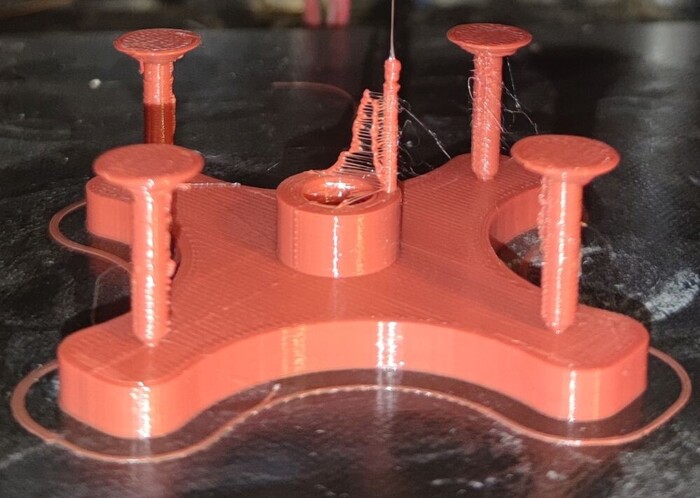
Создание патрубка карбюратора в домашних условиях — инструкция
Потребовалось опустить карбюратор как можно ниже. Такого патрубка в природе не существует. Создавать что то вроде такого совсем не хотелось:

Решил потратить свой отпуск на освоение навыка металлургии.
Почитав способы народного литья понял, что простого способа отливки деталей с внутренними каналами не существует.
Сложив температуры плавления/разрушения материалов вывел технологический процесс отливки. И так:
1. Создаю 3D модель патрубка. Делал во Fusion 360, это гораздо проще, чем кажется — спасибо разработчикам за интуитивно понятный интерфейс

(Да, тут с изображениями неувязочка вышла, других не сохранилось)
2. Печатаю модель филаментом PETG, заполнение — минимальное. По сути, нужны только жесткие стенки пластиковой детали.
3. Обмазываю деталь строительным алебастром. Делать это нужно долго и аккуратно — в чашечке создаю раствор на несколько капель воды, подушечкой пальца намазываю на деталь, чищу чашечку, создаю раствор вновь и продолжаю обмазку. Таких «замесов» на деталь делал около 8. Толщина обмазки — 1-3 мм.
4. Ставлю сохнуть деталь в кухонную печь минут на 50.
5. В это время жарю и остужаю просеянный песок. Подготовленный песок перемешиваю с алебастром.
6. Ответственный момент — заливаю алебастр с песком водой в пластиковой таре (половина ПЭТ-булытки), и сразу же опускаю с туда подсушенную деталь, обмазанную гипсом. Шайтан смесь очень непредсказуема, начинает греться и твердеть, поэтому 10 секунд достаточно, чтобы литр смеси превратился в кирпич, с которым уже ничего не сделаешь. Оставляю алебастр твердеть на ночь.
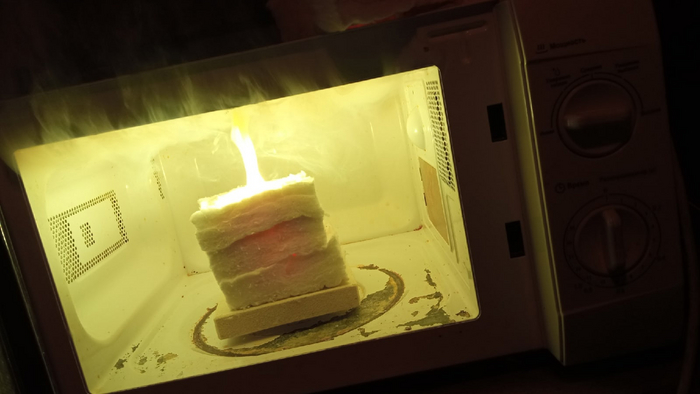
7. Разрезаю пластиковую тару, гипсовый кирпич переворачиваю отверстием для заливки вниз, ставлю на кухонную конфорку, накрываю перевернутой алюминиевой кастрюлькой с отверстием на дне, выгоняю всех из дома и включаю огонь. 2 часа особо ничего не происходит, т.к. алебастр теряет воду, из за чего особого нагрева не происходит. Зато потом кастрюлька пышет жаром, голубой огонь превращается в желтый — это горит вытекаемый PETG. Его не так много, на самом деле, он хорошо течет и выгорает как внутри, так и снаружи.
8. После того, как желтый огонь сменяется вновь на голубой, начинаю на соседней конфорке топить ЦАМ. Офигенный сплав по всем характеристикам, если не знакомы — погуглите.
9. Когда ЦАМ расплавлен, снимаю с огня алебастровую форму, переворачиваю и в горячую форму заливаю расплавленный метал. Тут два ньюанса, которые могут запороть все и придется начинать сначала:
— Микротрещины в алебастре есть, но они не страшны. Однако, если стенка алебастра между полостью детали и наружней поверхностью будет меньше мм, то металл начнет выливатся через даже очень маленькую трещинку — я прижимал щель ложками, тряпками, всем что было в зоне досягаемости чтобы остановить течь.
— Воздушные пробки и недоливка полостей. Тут уже исправляется опытным путем. У меня получилось с третьего раза. Для металлурга, до этого топившего только свинец в детстве, это хорошо.
10. Даю форме чуть остыть своим ходом, где то час, затем ускоряю охлаждение в морозилке.
11. Разбиваю форму:
12. Смотрю на результат. Тут либо начинаю все с начала, либо, если все хорошо, то просверливаю отверстия, ровняю сопрягаемые поверхности на точильном круге
Конечный результат в видео в начале статьи. Ключевое отличие процесса от традиционных — минуется технологический этап литья, в котором используется либо парафин, либо силикон — кто знает, тот поймет.
Делал это летом 2021 года. На тот момент в Интернете не было подобного техпроцесса. Описание подобного техпроцесса появилось позже на сайте 3dtoday.ru и youtube-канале Folk craft (автору канала, кстати, отдельная благодарность, его туториалы и навели меня на изобретение этого способа).
Первый блин не совсем комом
Примерно год назад я загорелся идеей литья металла в выжигаемые формы, напечатанные на 3D-принтере. FDM-печать позволяет получать довольно прочные детали, но довольно сложно напечатать что-то совсем мелкое. SLA — наоборот, отличный вариант для мелочи, но даже ABS-like и Nylon-like смолы не слишком подходят для изготовления деталей нагруженных механизмов.На тот момент я уже знал о существовании «воскового» филамента и выжигаемых смол, казалось, дело за малым — всего лишь расплавить металл. Как же я ошибался. =)
Я знал, что плавка алюминия особой проблемы не представляет, но поскольку в первую очередь меня интересовало изготовление зубчатых передач и других нагруженных элементов, мне нужно было лить бронзу или латунь. Бронза первоначально отпала, поскольку взять мне её особо негде, а вот латунь вокруг вроде как встречается. Однако, при этом для меня оказался закрыт путь плавки металла в горне — ведь в этом случае будет активно выгорать цинк, что ооочень полезно для здоровья и положительно влияет на качество металла. Поэтому был выбрано электричество.
Готовая печь для плавки стоила неприличных для меня денег (доходы не позволяют взять и выложить за раз более-менее серьёзную сумму на «попробовать, получится или нет»). Индукционная плавилка с алиэкспресса — дешевле, но всё ещё накладно. . Вот, нашёл! Технология плавки металла в микроволновке. Старая микроволновка уже в наличии, 3 тысячи рублей за комплект для СВЧ-плавки, чуть больше тысячи за формомассу для литья — и нет, оказалось, этого ещё недостаточно.
Да, есть у меня такой недостаток, как неусидчивость — я не изучил технологию до конца, а ведь оказалось, что даже воск, а тем более фотополимерную смолу просто так не выгнать из формы ни на паровой бане, ни на костре =) Надо прокаливать формы долго и при достаточно высокой температуре, желательно ещё и соблюдая правильный режим при этом.
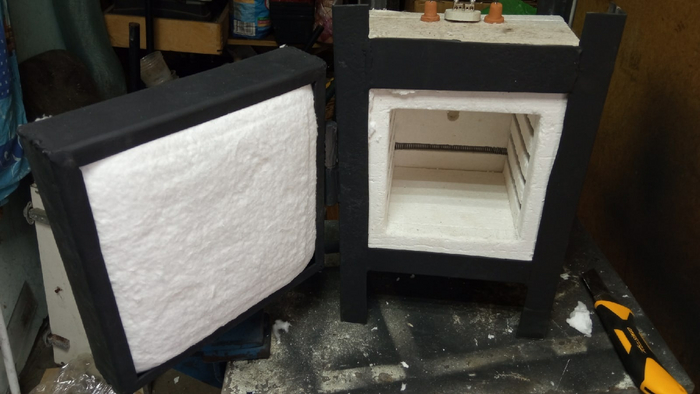
Что ж, я понял, что удовольствие откладывается и начал облизываться на муфельные печи. Параллельно я читал о самодельных вариантах, но понимал, что с моими не совсем прямыми руками у меня вряд ли что-то получится, и уж точно не выйдет сэкономить. И вот однажды я увидел расширение ассортимента в магазине печей: появились муфели на замену вышедшим из строя, при этом за вполне подъёмные для меня деньги. Спустя пару недель я стал обладателем новенького муфеля, которому дол превращения в печь не хватало сущих пустяков.

Как бы я ни надеялся, что мне нужно будет только лишь упаковать муфель в корпус, передо мной встал вопрос поиска огнеупорного материала как минимум для изготовления дверцы. Поиски были довольно долгими, удалённость от цивилизации успеху не очень способстовала, но в итоге меня выручил Озон, на котором я купил керамическое одеяло и плиты МКРП. По стоимости вышло примерно столько же, сколько и сам муфель, но не бросать же дело на полпути.
Довольно долго я размышлял об изготовлении каркаса для печи. Конечно, правильным вариантом была бы покупка уголка, но рабочий уазик некстати сломался, а платить за доставку +50% стоимости покупки меня душила жаба. Тем более, что дома имелась лишняя профильная труба 40*60, которая лёгким движением болгарки превращалась в в два раза большее число уголков. Сразу скажу — лучше бы я уговорил жабу и купил готовый уголок, сэкономил бы на отрезных и зачистных дисках для болгарки =) По итогам болгарочно-сварочных работ получилось вот такое чудище.

Естественно, для работы недостаточно прост овключить печь в розетку — нужно регулировать температуру. Тут очень выручил проект термоконтроллера от @Arimf. Немного возни с паяльником и можно приступать к пробному запуску.

Пробный запуск показал, что собрал я всё так себе и надо переделывать, желательно без соплей =) Распаял все элементы на макетке и приступил к следующему этапу.
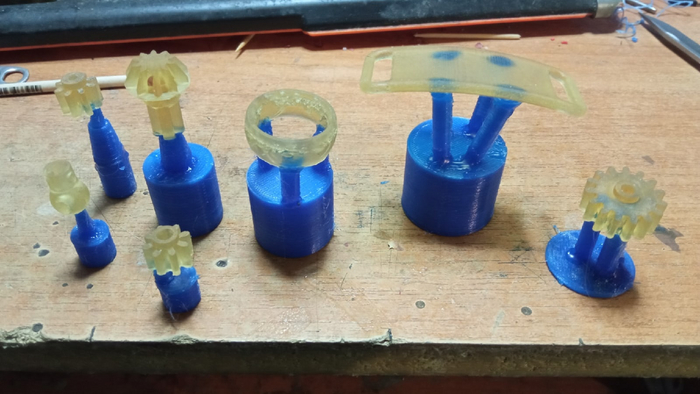
Я решил сразу проверить литьё достаточно мелких деталей с высокой детализацией и более-менее точными допусками. На фотополимернике напечатал всяких шестерёнок и приводов для своих модификаций радиоуправляемой машинки (привет, @Nashatirko!) а так же Кольцо Всевластья как образец с мелкой гравировкой =)

Печатал смолой Gorky Liquid Castable и это ни в коем случае не реклама — смола мне совершенно не понравилась. Ощущение было, что она одновременно и пересвечивается, и недосвечивается при печати, многие детали случайным образом не пропечатались даже с новенькой ванной. Там, где не надо — смола полимеризовалась чуть ли не от любого чиха, а там, где надо — не застыла и толком не смывалась.
Как один из примеров — застывшая поверхность оставшейся в ванне смолы при том, чт опринтер стоит в тёмной комнате.

Параллельно я напечатал литники из филамента Wax3D. Да, проще и быстрее было бы смотать немного прутка и слепить вручную, но материал не из самых дешёвых и я решил его экономить =)

Далее процесс знакомства моделей с литниками, обмазка формомассой и полная заливка опок. Для получения наилучшего результата решил для начала не экспериментировать с гипсом, песком и прочим, а воспользовался ювелирной формомассой.

Как видно, не слишком-то у меня вышло сэкономить, много воска оказалось вне форм. Ну что ж, учту на будущее.
В воскресенье утром я приступил к первому «рабочему» запуску печи. Естественно, каждые полчаса бегал и проверял, как идут дела. Как оказалось — бегал не зря.


В контроллер я прописал цикл прокаливания примерно на 11.5 часов, чуть сократив рекомендованный производителем формомассы режим. Но спустя примерно 5 часов я заметил, что фактическая температура начала отставать от расчётной и более того — она падает! Осмотр печи показал, что некоторые соединения элементов муфеля как будто разошлись и естественно, тепло через образовавшиеся зазоры уходит. Быстро отрезал кусок от остатков керамического одеяла, и клочками заткнул видимые швы, после чего откатил цикл прокалки к тому этапу, которому соответствовала фактическая температура. Температура начала расти, но меня смутило состояние провода термопары и я решил проверять процесс почаще. И да, очень скоро я увидел плачевную картину:

Тут, кончено, сам виноват в неправильном выборе провода) Но так или иначе, цикл прокалки опок прошёл лишь наполовину, но я не знал, когда у меня будет свободное время на работу над ошибками и ремонт. Было решено ковать железо, пока горячо (почти буквально).
Естественно, на это тмомент к плавке я ещё не было готов и прилось в темпе электровеника собирать по закромам всё необходимое. Приволок старую микроволновку, порезал болгаркой латунный пруток, который вообще-то для переплавки не предназначался, но это было быстрее, чем измельчать старые фитинги. От тигля из карбида кремния куда-то запропастилась крышка. Плевать, надо хотя бы попытаться!
Печь выключена, но остывать вроде не торопится.

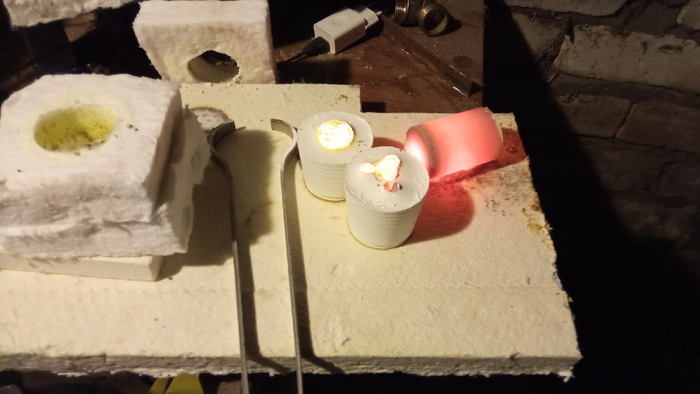
Пока в микроволновке плавится латунь, достаю формы
Из открытого тигля с латунью весело выгорает цинк =)
Залил, что смог. (И да, забыл и про картошку, и про туалетную бумагу. Вспомнил, когда уже вытащил тигель, но было уже поздно)
И как ни странно, получил какой-никакой результат.

Дефекты обнаружены только на кольце, причём нет уверенности, что это дефект именно литья, а не печати или опоки (кажется, после обмазки эта модель падала). Размеры отверстий в технических деталях — точно такие, какие заложены при моделировании. В итоге, несмотря на кучу ошибок и нарушений я получил позитивный опыт и собираюсь дальше сочетать 3D-печать и литьё. Надеюсь, мой опыт, каким бы сумбурным он ни был, поможет другим людям, которые тоже задумываются о плавке и литье металлов =)
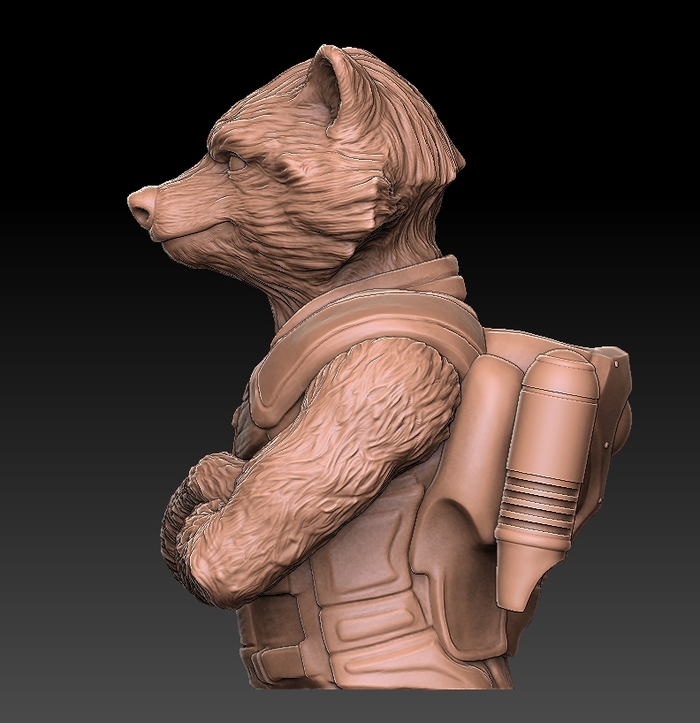
Силиконовая форма Енота из Стражей Галактики
Всем привет. Ранок декора из гипса заполнен давидами, губами давида, африканками, подносами и Грутами. Некоторые покупают трендовые силиконовые формы, а некоторые делают упор на уникальность продукции.
Летом сделали с нуля силиконовую форму Енота из стражей, которой нету ни у кого в мире)

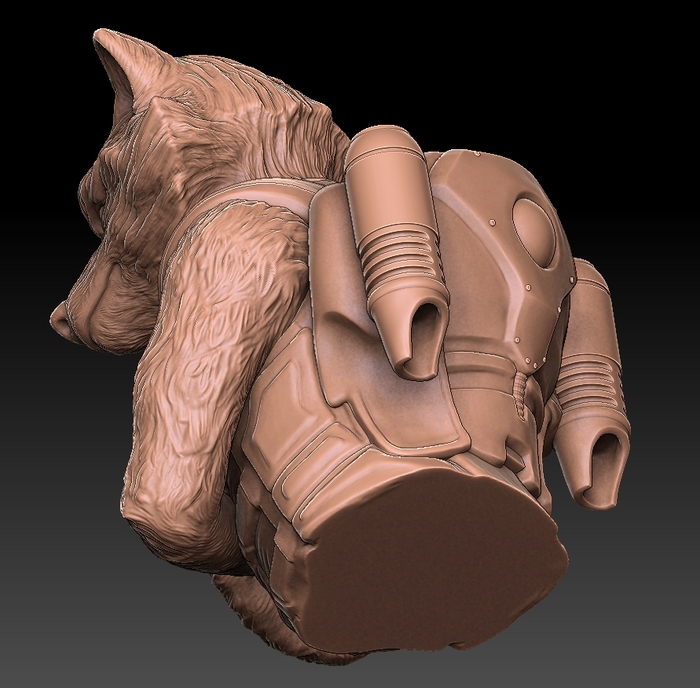
Все уникальные силиконовые формы проходят 3 этапа.
1. 3D модель
2. Мастер-модель
3. Форма
Начинаем с 3D модели. Получили примерное ТЗ от заказчицы. Написала какой нужен размер, глубина кашпо, диаметр кашпо и тд.
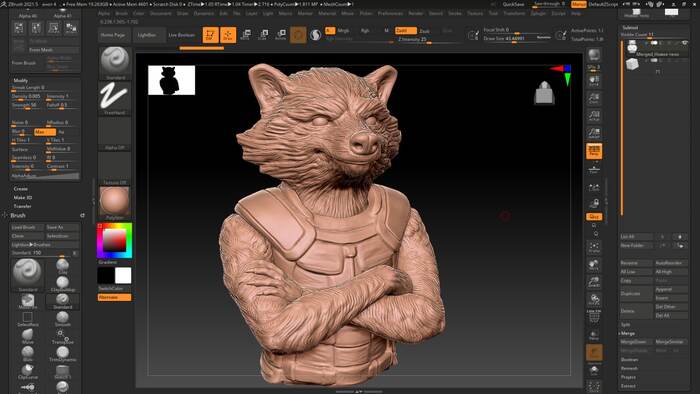
Взяли бесплатную 3D модель Енота в инете и начали кастомить ее в Zbrush.
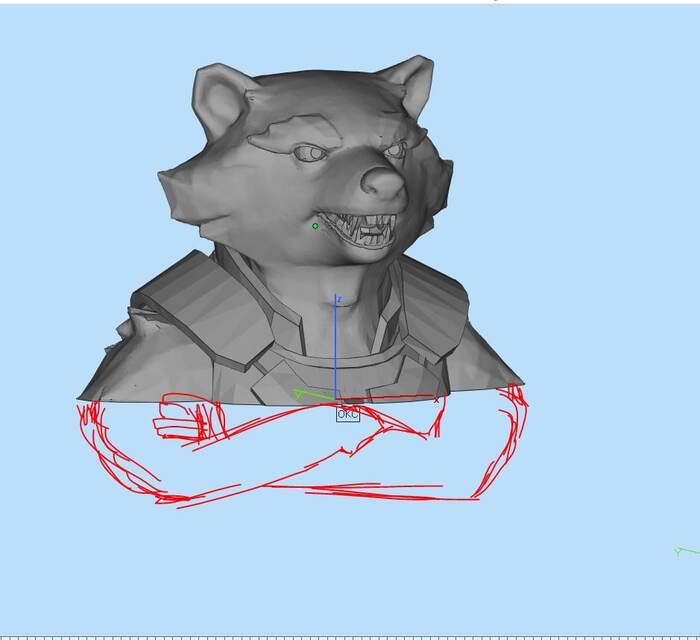
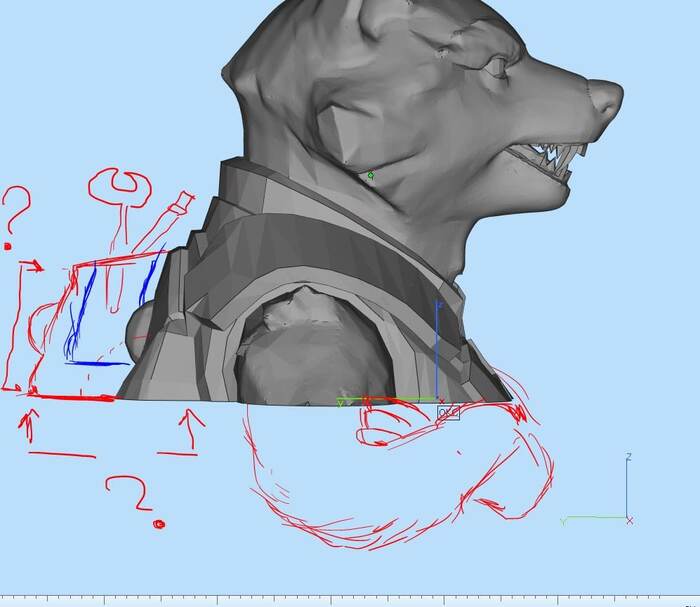
Ужасное качество 3D модели. Грубо говоря, это была просто болванка для дальнейшего скульптинга.
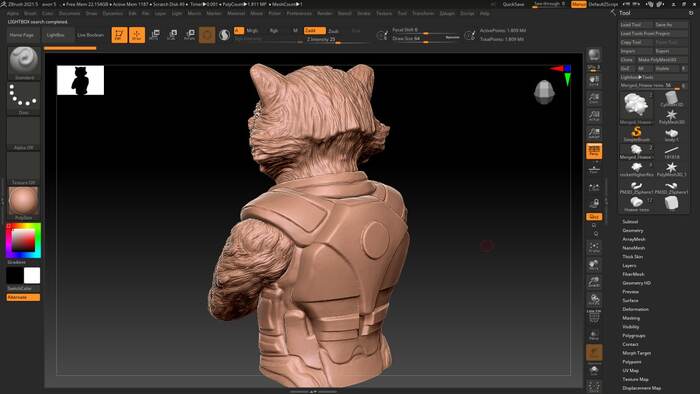
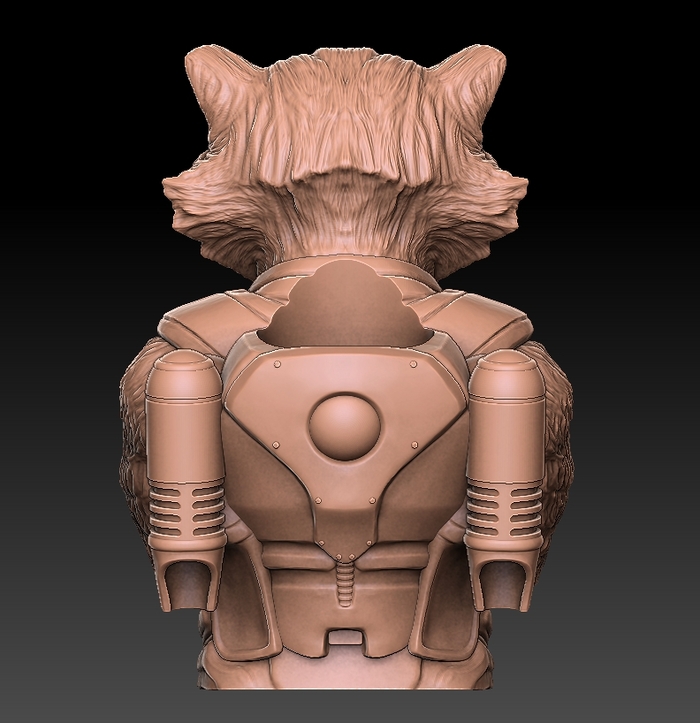
3D модель без кашпо-рюкзака.

Далее мы принялись за изготовление мастер-модели. Печатали из PLA.
Слой 0.15. Заполнение 10 %. 3 стенки.
Обработка шкурение, дихлорметан, грунт, лак. Жду экспертов в комментах, которые будут писать «ты чеее. дихлорметан вредный и его наносить нельзя для дальнейшей покраски». Можно.

Силиконовые формы на модели такой сложности делаем обязательно с замком.
Целую форму с разрезом тут делать не эффективно и будет дикий расход силикона.

Кожух из волокна и эпоксидки. Полиэфирку не используем, потому что нету хорошей вентиляции под нее.
Крепление на болтах и резинках.

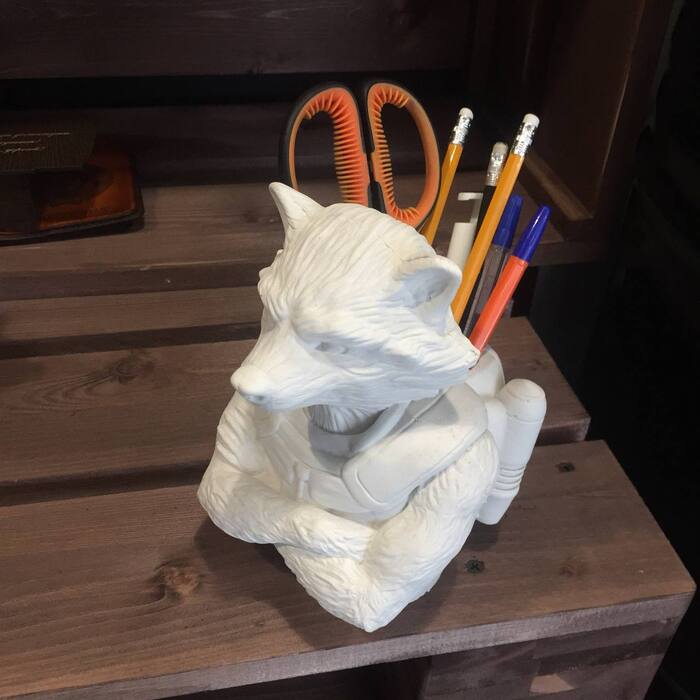
Диаметр кашпо 4.5. Губина 8. Отлично умещаются канцелярские штуки.
Сейчас заказчица организует МК по росписи декора из гипса в г. Находка. Таня определяется с ценами и будет их лить в наличие и на заказ.




Если кто хочет отливочки Енота, то можете написать мне. Думаю хозяйка формы сможем сделать скидку для пикабушников.

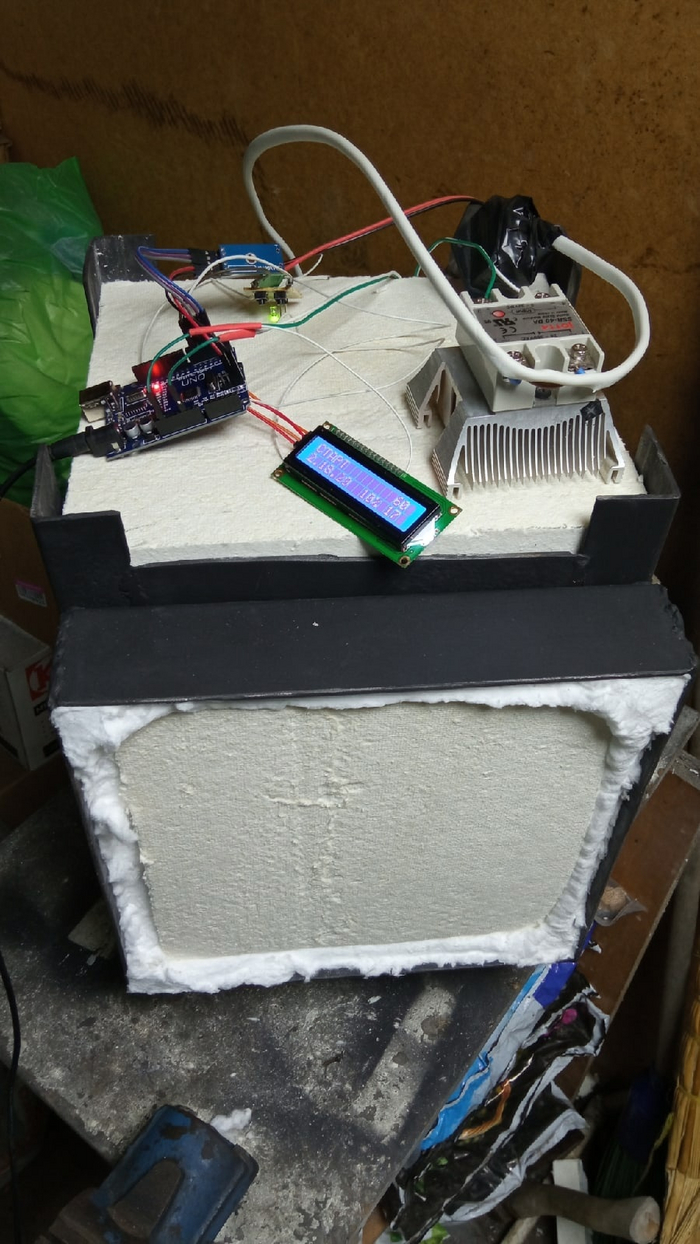
Hollow Knight. Фигурка с управляемой подсветкой
Привет всем. В этом посте познакомлю вас со своей миниатюркой по «Полому рыцарю». Изначально фигурка делалась на подарок и возникло желание сделать не обычную миниатюру, которая будет пылиться где нибудь на полке, а вещь, имеющую дополнительный функционал, которая сможет занять место на рабочем столе и напоминать иногда собой о дарителе 🙂 Решено было добавить динамическую rgb подсветку посредством ардуино и адресных светодиодов (ну или лгбт подсветку, кому как больше нравится).

Облазив интернет, особо не нашел фигурок с подсветками (да и все фигурки в продаже оказались однообразными, скачанными с одного и того же «сингеверс») , ну а тем более точечно по этой игре, кроме пары вариантов со статичным освещением на одноразовых диодных подсветках с «алиэкспресс», работающих от батареек. Хотелось, что бы вещь можно было использовать на постоянной основе, не беспокоясь о замене батареек и выбор пал на ардуино и адресные светодиоды. Первую версию я сделал довольно быстро, выведя ардуино с кнопкой и питанием наружу, присобачив к блоку питания и сделав под это дело отдельный корпус.
Сам корпус получился вдохновившись игровой локацией «Кристальный пик»)

Результат очень понравился (что не часто у меня бывает) и было решено избавиться от каких либо внешних излишков и следующие два долгие месяца свободные вечера выделялись на создание 3д модели компактного корпуса, с полостями под все детали внутри.

Никакой политики. Просто получился кадр с одним из режимов и в итоге он мне понравился =)
Доделав модель, раскидав кристаллы по площадке, появилось ощущение, что всё выглядит хоть и атмосферно, но как-то куцо и пришла идея добавить акриловую прозрачную проставку между двумя частями корпуса, что в итоге показалось отличным решением, с точки визуала, но оказалось большой болью в моей дырка задница, по части проектирования 3д модели, и дальнейшим ее созданием и сборкой.

В процессе создания, образовалось очень много неудавшихся моделей после печатей (и моделей, которыми просто подгонял детали друг к другу, печатая их в виде теста), которые, к сожалению, сфотографировать не успел, но зато удалось избавиться практически от всего, что мне не нравилось в сторонних фигурках как по этой игре, так и в целом. Во-первых исключил для себя fdm печать даже в изготовлении подставки, в виду неприглядного вида (на мой личный взгляд) и тактильных ощущений на предметах такого небольшого размера, что в итоге вылилось в «во-вторых» 🙂



Во-вторых в покупных средне-ценовых фигурках мне не хватало противоскользящих ножек, либо они там были выполнены в виде наклеек из какого — то вспененного материала. На сайтах, вроде алиэкспресс не получилось найти худо-бедно устраивающих по качеству ног, да и приклеивание их к корпусу не вызывало доверия. Пришло решение сделать полости под ножки в корпусе для большей надежности, а сами ножки отлить из силикона. Результат более чем устроил, а надежность этого решения уже будет испытываться в процессе эксплуатации 🙂 Т.к использование фотополимерного принтера развязало руки по операциям с дном подставки, решил добавить туда эмблемку из игры и ссылку на свою группу. Но тут возникла проблема номер два. Напечатанные подставки посредством фотополимерных технологий, не устроили по прочностным характеристикам. Но помимо прочности, оказалось, что такого рода плоские предметы не выйдет печатать «от стола», что бы на дне сохранились все надписи и пазы, да и к тому же детали начало нещадно изгибать. Это дало еще кучу неудавшихся моделей (коих к тому времени уже была целая коробка) и в конце концов я пришел к литью ударопрочным пластиком.

Эта ямочка на фото — полость под подушечку пальца, под которой находится сенсорная кнопка для управления подсветкой миниатюрки и переключениями между 40 (сорока) режимами свечения.
Литье показало себя отлично. Удалось добиться нужной геометрии и детализации. Текстура камня на поверхности меня более чем устроила, как визуально, так и тактильно.
Остальные детали фигурки я печатаю на фотополимерном принтере и уже тут он себя показывает великолепно. Т.к все до единой детали фигурки покрашены в массе, т.е покрашен сам материал, а не его поверхность, это избавило от многих проблем, в виде неравномерной покраски поверхности акрилом, облазению краски и ее отцарапыванием (думаю последние два слова вряд ли есть в Русском словаре). Эта износостойкость стала как нельзя кстати для верхней части подставки, которая будет регулярно контактировать с пальцами, при управлении подсветкой и в отличие от краски, ничего не облезет и не затрется. Но для надежности вся фигурка все равно покрывается матовым лаком.
Так же сделал и аналогичную фигурку без подсветки, с кристаллами розового цвета в стилистике игры.
Покраска в массе дала и возможность более легкой покраски, что использовал в подставках для миниатюр не имеющих подсветки.




На моем столе для меня фигурка уже превратилась в подобие ночника) Кол-во режимов позволяет подбирать себе что — то по настроению, будь то радужные переливы, или красно — желтое подобие тлеющих углей 🙂
Питание миниатюры происходит от юсб, все детали съемные. Т.е голова получилась вращающаяся, а меч съемный, что просто вынудило сделать два разных меча для фигурки, «чистый гвоздь» и «заточенный гвоздь».
После подарка, некоторые мои знакомые (преимущественно все ни разу не игравшие в эту игру) запросили экземпляр и для себя. Пришлось поработать и над коробкой 🙂


На мой рабочий стол все вписалось вроде гармонично)



К сожалению всей красоты ни фото, ни видео передать не смогли.
В процессе еще несколько подсвечиваемых фигурок по игре S.T.A.L.K.E.R, фильму «Оно», но когда они будут готовы, представить не могу)
Надеюсь кому — то пост покажется интересным. Больше фотографий в группе. Если пост вдруг чудом наберет 1500 плюсов, разыграем в комментариях фигурку (вариант с ргб подсветкой) с отправкой в любой конец рф (или снг, куда дотянется наша почта россии).
P.S: Пост постараюсь сделать без рейтинга, если найду где его тут отключать. Если не найду, Модераторы, сделайте это пожалуйста за меня 🙂
P.S.S: не нашел, подскажите, пожалуйста, где его тут выключать.
Литьё металла по выплавляемым моделям на кухне
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.

Изготовление мастер-модели
Модели я печатал на 3D принтере из PLA — самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
В качестве моделей взял стандартные «кораблик» и «кубик», к которым прилепил литники из воска от сыра.
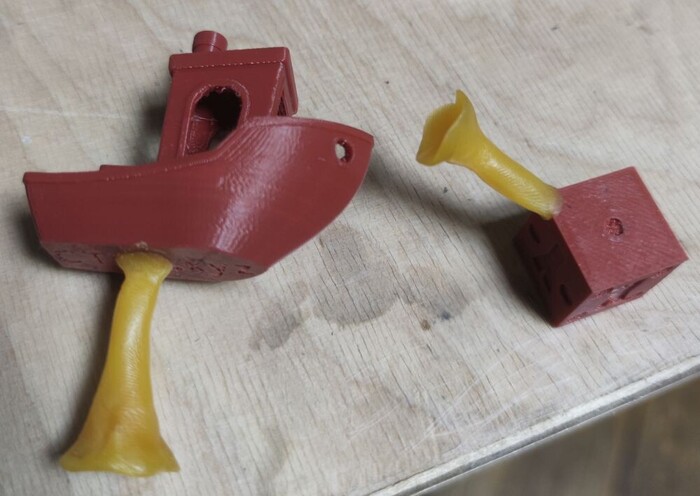
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании — правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй — проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования — но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав — смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
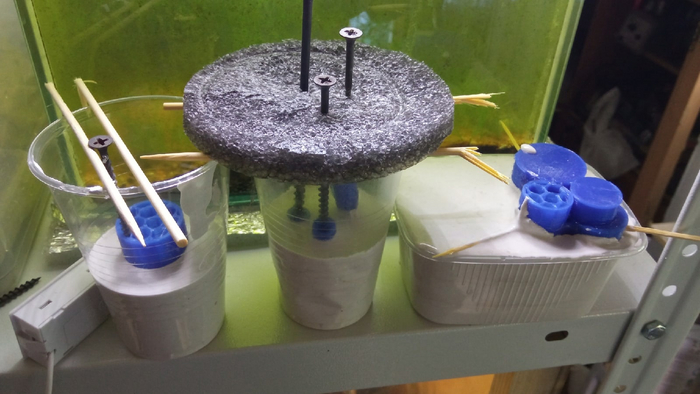
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию «менее 0.25 мм» (облепливал ею модель) и «0.25-0.5 мм» (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С — так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь — но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.

Вот так выглядят формы после выплавления:

Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия — около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.

Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля — примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия — даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:

Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса — после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял — но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.

Вот так выглядят формы, в которые уже залит металл:

Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:

В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:

Кораблик спереди. Видны непроливы:

Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):

0. Всё нижеперечисленное — мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция «менее 0.5 мм» достаточна, хотя для более тонкого литья можно попытаться взять фракцию «менее 0.25 мм».
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
Женский торс под литьё молда для свечей
На данный момент я замоделил уже порядка полсотни женских и мужских торсов. Конкретную распечатал не для продажи, а просто как демонстрацию возможностей, в оригинале она будет значительно крупнее.
3D печать из фотополимера Harzlabs, INDUSTRIAL ABS.



Вот такую штуку ребята запилили


Это будет мастер модель, ее доведут до идеала.
С советами , предложениями их можно найти в Вк

Как я делал железного человека
Всем привет. Сразу скажу, это моя первая статуэтка, делал я её ровно год назад, к сожалению не все этапы процесса будут показаны, фотографии шакальные, камера на телефоне не очень, освещение плохое, да и луна была в фазе скорпиона.
Оставлю отмазки, перейду к делу.
В одном из моих старых постов я выкладывал примеры своих работ, и показал восковку Железного человека. Увидев его, одна из Пикабушниц всерьёз возжелала его приобрести.
Нашёл в интернете модель, напечатал на 3d принтере Anycubic photon.

Залил 3d модель полиуретаном (так делать не надо) когда он застыл, разрезал форму, вынул модель, собрал форму обратно и залил в неё воск (у меня не было и нет Воскового инжектора, воск заливал шприцом)
Когда воск застыл, аккуратно высвобождаю восковку. (Так как полиуретан очень твёрдый, вынуть восковку было сложно, да и сделал я совершенно не правильно залив всю модель а не обмазав её и укрепив гипсом, так сказать бутерброд)

Есть косяки но в целом для первого раза сойдёт.

Процесс формовки и литья я не снимал.

Решил патину наложить (на фото выше патина уже наложена)


В грудь решил вставить камень, ака реактор. К сожалению, последние фотографии остались лишь с примерки камня.



За кадром осталось многое, это был мой первый опыт в литье такой сложной формы, за год я конечно поднаторел.
Пикабушница осталась довольной, подарила его человеку, позже прислала мне от него сообщение. Было очень приятно почитать.
Пост сумбурный, не очень информативный, пока писал думал — да ну его, позорище какое-то, но мне стало жалко потраченного времени, так что жму Далее.
Самодельный вакуум: счастье с силиконом без пузырей.
Давно обещала подписчикам этот пост 🙂
1220 рублей за универсальную вакуумную камеру для дегазации с переменным объёмом, прозрачной «камерой» и выводом сжатого воздуха на краскопульт — только своими руками. Раздел «Теория» можно промотать.
ТЕОРИЯ:
Большинство выпускаемых мировой промышленностью малых компрессорных установок являются обратимыми машинами. Они обладают способностью одновременно и создавать напор воздуха и разрежение в закрытых объёмах (всасывать).
Несмотря на это, в широкой продаже трудно найти универсальные устройства, позволяющие выполнять две функции: подавать сжатый воздух для окраски мелких предметов и вакуумировать небольшие изделия при литье.
1. Первой важной функцией вакуумной камеры является удобство наблюдения за вакуумируемым объектом. В продаже имеются полностью прозрачные ёмкости для вакуумировки. Их цена высока.
Распространённые ёмкости с непрозрачными стенками и окном для наблюдения неудобны, так как оператору приходится смотреть сверху, подача освещения при этом затруднена: при расположении лампы выше головы поверхность стекла бликует, внутреннее пространство камеры частично оказывается в тени. При расположении источника света ниже, он частично перекрывает обзор, создаёт неудобства при манипуляциях с камерой, загромождает место на рабочем столе. Встраиваемые малогабаритные источники света существенно увеличивают стоимость прибора.
Удобнее, когда для освещения внутренности камеры используется общий комнатный свет, свет из окна. Такое освещение можно полноценно использовать только для прозрачных камер.
2. Вторая функция — переменный объём камеры. Мелкие изделия вакуумируются быстрее. Чем больше размер камеры, тем дольше работает компрессор, чтобы выкачать воздух. Это имеет значение при работе с дегазацией материалов с малым сроком жизни в совсем небольших объёмах заливки: Стремительно густеющий силиконовый компаунд с трёхминутным сроком первичного схватывания нужно успеть хорошо промешать, залить в форму и немедленно дегазировать. Если производительность компрессора 2.5 литра в минуту, то в пятилитровой камере дегазация ста граммов силикона займёт две минуты, что неприемлемо. Если заменить пятилитровую камеру на поллиттровую, куда с успехом поместится стаканчик со свежеразмешанной сотней граммов силикона, компрессор справится всего за двенадцать секунд!
Установка ресивера (громоздкого баллона, в котором компрессор загодя создаёт разрежение) решает проблему темпа дегазации, но и увеличивает цену устройства вместе с его габаритами. Пузатый двадцатилитровый баллон — не только громоздкая помеха у рабочего места, но дополнительные шланги, соединения, а чтобы хорошо откачать из него воздух ради всего одного сеанса дегазации жалких ста граммов, компрессор будет трудиться восемь минут, расходуя не только электроэнергию и свой ограниченный моторесурс, но и время оператора. Хранить баллон ресивера в состоянии откачанного из него воздуха в целях экономии воспрещает техника безопасности: при случайном ударекувалдойбаллон может резко сплющиться и поранитькотакого-нибудь.
3. Долговечность камеры. Большинство вакуумных камер, имеющихся в широкой продаже, изготовлены из тонкостенной нержавеющей жести, легко сминающейся при откачке воздуха, особенно если при хранении их боковая поверхность хотя бы раз была погнута или получила удар. Сминание таких камер — плата за дешевизну (на ютубе где-то было забавное видео). Камеры из толстой стали уже существенно дороже, при этом остаются такие недостатки как неудобное окно и фиксированный объём.
4. Имеющиеся на рынке вакуумные компрессоры чаще всего не имеют штуцера для присоединения аэрографа, краскопульта или пистолетика для очистки от пыли и быстрой сушки мелких предметов методом продувки.
5. Большинство недорогих компрессоров создают раздражающий стрекочущий шум при работе.
6. Долговечность и мощность насоса. Распространённые насосы для вакуума из КНР имеют чаще всего пластиковый рабочий узел, слабые двигатели, удешевлённые подшипниковые опоры.
Последних недостатков лишены холодильные компрессоры, рассчитанные на сотни тысяч часов работы, выполненные в металле. Такие компрессоры лишь требовательны к смазке и не любят работать под наклоном при использовании старых пусковых реле. Холодильные компрессоры имеют невысокую, хотя достаточную производительность, зато снабжены выходом нагнетания воздуха и двумя входами всасывания. Они почти бесшумны и недороги. Их ресурс даёт возможность повторного использования после устаревания холодильника или его гибели по причинам не связанным с компрессором, так что несложно найти исправный компрессор на вторичном рынке или бесплатно, у подъезда. Цена при этом может заставить довольно икнуть даже опытного любителя распродаж.
ПРАКТИКА:
Как бы красиво ни смотрелись сухие растения в прозрачной эпоксидке, если там есть пузыри, меня это всегда печалит. Оправдание «это смотрится как в воде» не устраивает. За пару лет без вакуума накопилась целая коробка брака — силиконовые формы с дырками, смола с пузырями и т.д.
Пример брака. Силиконовая форма и эпоксидка без предварительной дегазации.

Понимая, что дальше так жить нельзя, мы взялись мастерить вакуумник. Сверху на холодильный компрессор, который мы купили на металлоломе, привернули кровельными саморезами лист толстой фанеры.
Как сделать прокладку из силиконового герметика для авто
Сегодня я хочу рассказать о том как я делаю прокладки.
В интернете я находил описание из чего народ делает прокладки. Раньше я делал их из паронита. Но сам материал мне не нравится. От масла паронит становится мягким как сопля. Соединения нужно постоянно протягивать, он мокнет и выглядит крайне неаккуратно.
Бумага лучший выбор. И т.к. работаю в полиграфии — я мог выбрать бумагу для прокладок более осознанно. Сразу говорю — мне не нравится мелованная бумага (с обложек журнала как советуют в интернете), хотя именно её у меня был огромный выбор. Основным минусом её считаю то, что она практически состоит из одного мела (а сейчас идёт просто вал некачественной бумаги из Китая). Как ни крути мел — абразив. Хоть и очень слабый. Никому не хочется иметь абразив в двигателе. Более менее подходящая бумага — хром эрзац (как на журналах у врачей, медицинских картах). Но все равно — на этой бумаге также присутствует мел.
Критерий у меня был — без мела. И кажется для печати такой бумаги просто не существует! Зато она есть в другом виде. Итак — я ее нашел. Записывайте название — калиброванный картон (у меня был PAVAN) 0.5 мм, цвет — серый. Относится к поддекельным материалам (подкладывается под офсетную резину). Найти можно в фирмах, торгующих расходниками для полиграфии. А также в типографиях с офсетными машинами. Картон этот меняется печатниками и просто утилизируется через какое то время. Если есть знакомые — идём и просим.
Основной плюс этого картона — он реально жесткий. В нем нет мела. И он очень точный (разность по толщине не более 0.01мм).
Мой способ не быстрый, зато максимально аккуратный для домашнего применения.
Берем герметик и тонким слоем наносим на поверхность. Я просто беру герметик на палец и слегка пристукиваю его (примерно также наношу термопасту на процессор). Далее кладу лист на ровную поверхность и прижимаю крышку к бумаге чем то тяжелым.
В моем случае я притянул крышку через отверстие в центре с помощью шпильки.
Далее я жду примерно сутки (поэтому то метод и не быстрый). Грубо обрезаю по периметру с запасом в пару сантиметров ножницами.
Картон с помощью герметика уже качественно приклеился к поверхности.
Берем канцелярский нож во таким хватом и обрезаем внешний контур.
Далее, чтобы найти внутренний контур, продавливаем пальцами контур. На фото видно не было, но после этого внутренний контур начинает четко просматриваться. Режем внутренний контур аналогично
Отверстия я аккуратно просверлил сделанным пробойником (хорошо всё таки иметь токарник в хозяйстве!)
И вот результат — вполне приличный. Далее продувка, промыв спиртом.
Нанесение герметика на ответную часть (постараться также герметика использовать самый минимум).
И еще одна «хитрость» — протяжка шуруповертом с ограничением момента. Постепенно добавляя момент протягиваем все болты. Оставляем на пару часом и дотягиваем ключом (без фанатизма).
Это не первый ремонт с помощью такой технологии. Уже несколько раз я пользовался такими прокладками и проблем с ними нет никаких. Они не мокнут, не потеют. Держат отлично. Зная эту технологию я не боюсь вскрывать двигатель даже для осмотра. Т.к. знаю что могу сам бесплатно сделать эту прокладку.