Поршневая группа: поршневые пальцы

Поршневой палец служит осью в шарнирном соединении поршня с шатуном и воспринимает поэтому все передающиеся между ними силовые нагрузки. В четырехтактных двигателях силовые нагрузки на поршневой палец резко изменяются как по величине, так и по направлению, а в двухтактных — только по величине. Однако в обоих случаях поршневые пальцы испытывают ударный характер нагрузки и работают в условиях ограниченной смазки.
В кривошипном механизме быстроходных автомобильных двигателей поршневые пальцы желательно иметь возможно меньшего веса, а по конструктивным соображениям их выполняют с ограниченным поперечным сечением и малыми опорными поверхностями. Это порождает большие напряжения и значительные удельные давления на опорных поверхностях рассматриваемого шарнирного соединения. Поэтому поршневой палец должен обладать высокой износостойкостью и одновременно хорошо противостоять воздействию ударных нагрузок при общем ограниченном весе.
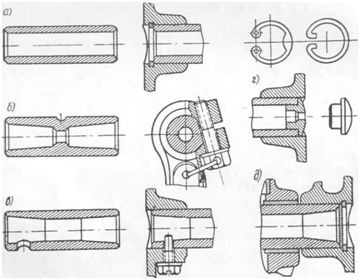
Чтобы удовлетворить эти жесткие требования, поршневые пальцы изготовляют в виде полого стального цилиндра с небольшой толщиной стенок (рис.) и подвергают их соответствующей термической и тщательной механической обработке.
Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют, например, хромистые—15Х, 40Х и другие легированные качественные стали. Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т. е науглероживают поверхностный их слой, и подвергают закаливанию; из среднеуглеродистых сталей пальцы закаливают, нагревая поверхностный слой их токами высокой частоты. Толщина закаленного слоя обычно составляет 1—1,5 мм, а твердость HRC 55—60 (шкала С по Роквеллу). После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость. Пальцы тщательно шлифуют и полируют с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений.
Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня. По способу фиксации пальцев они подразделяются на плавающие и закрепленные. Закрепленными считаются пальцы, неподвижно зафиксированные в головке шатуна или в бобышках поршня В головке шатуна палец закрепляют с помощью стяжного болта устанавливаемого в разрезную головку (см. рис. б). Палец сохраняет в этом случае угловое перемещение только в бобышках. Чугунные поршни при таком креплении пальцев снабжают бронзовыми втулками, уменьшающими потери на трение и предотвращающими возможные задиры трущихся поверхностей. Крепление пальца в бобышках поршня осуществляется с помощью стопорного болта, который на резьбе заворачивается в бобышку и проходит через сделанное для этой цели отверстие в стенке пальца (см. рис. в). Поэтому угловое перемещение пальца сохраняется только в головке шатуна с запрессованной в нее в качестве подшипника бронзовой втулкой.
При неподвижной фиксации поршневых пальцев в шатуне или бобышках поршня отдельные участки их нагружаются неравномерно, а следовательно, и неравномерно изнашиваются. Чтобы устранить этот недостаток, применяют так называемые плавающие пальцы. Плавающие пальцы фиксируются только от осевого смещения, как показано на рис. а и г. В процессе работы они могут свободно поворачиваться как в головке шатуна, так и в бобышках поршня, что способствует более равномерному их износу. В холодном состоянии палец должен плотно без качки входить в отверстие втулки верхней головки шатуна, а по отверстиям в бобышках поршня из алюминиевых сплавов он подбирается с тугой посадкой. Необходимость этого обусловливается разницей в коэффициентах линейного расширения у алюминиевых поршней и стальных пальцев. Опыт показывает, что в прогретом двигателе зазоры между поршневым пальцем и отверстиями в бобышках и головке шатуна выравниваются. Для облегчения сборки алюминиевые поршни рекомендуется подогревать до 60—80°С путем погружения в горячую жидкость, например в нейтральное масло.
Плавающие поршневые пальцы получили наибольшее распространение в автомобильных, тракторных и других быстроходных двигателях. Осевую фиксацию плавающих пальцев осуществляют с помощью стопорных пружинных колец круглого или прямоугольного сечения (см. рис. а) и реже для этой цели используют грибки из мягкого металла (см. рис. г). Стопорные кольца устанавливают в канавках, проточенных для них в отверстиях бобышек, несущих поршневой палец. Глубина проточек под стопорные кольца выбирается так, что последние примерно наполовину выступают из них и надежно фиксируют палец от осевых перемещений. Кольца вынимаются из канавок с помощью отогнутых внутрь концов или имеющихся у них отверстий (см. рис. а). Грибки, или заглушки, из мягкого металла (обычно из алюминия) запрессовывают с двух сторон в отверстия поршневого пальца и при осевом перемещении его соприкасаются с зеркалом цилиндра, но не разрушают стенок.
Поршневые пальцы двухтактных двигателей с торцов закрываются иногда заглушками, предотвращающими в этом случае возможное перетекание газов между впускными и выпускными окнами. На двухтактных дизелях ЯМЗ пальцы с торцов закрываются стальными заглушками. От осевого перемещения пальцы в этих двигателях фиксируются стопорными кольцами, показанными на рис. д.
Поршневой палец 30 мм где стоит

Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
В процессе работы двигателя как поршень, так и поршневой палец подвержены серьезным нагрузкам. На палец воздействует давление на такте сжатия топливно-воздушной смеси, сила расширяющихся газов после их воспламенения, инерция, изгибающее усилие и т.д. С учетом таких нагрузок материалом изготовления поршневых пальцев выступает закаленная сталь. Форсированные двигатели сравнительно со штатными вариантами получают поршневой палец с более твердой поверхностью из легированной стали.
Конструктивно поршневой палец имеет внутреннее отверстие для облегчения детали. Малый вес означает снижение инерционных потерь и рост КПД двигателя. При этом палец должен оставаться прочным и износостойким в условиях запредельных нагрузок. В массовом производстве отверстие поршневого пальца имеет простую цилиндрическую форму. Подобное решение позволяет снизить затраты в процессе изготовления.
Подобные решения позволяют эффективно снизить вес детали и сохранить необходимую прочность, но имеют высокую себестоимость для массового производства. По этой причине пальцы данного типа обычно ставятся на спортивные и форсированные двигатели, при изготовлении которых конечная стоимость изготовления имеет второстепенное значение.
Поршневые пальцы по способу установки бывают двух типов:
- фиксированный поршневой палец;
- плавающий поршневой палец;
Фиксированное соединение обычно реализуется в верхней головке шатуна. Поршневой палец при таком способе крепления вращается в отверстиях бобышек поршня, где предусмотрен определенный зазор. Установка фиксированного поршневого пальца во время ремонта ДВС становится возможной после значительного нагрева шатуна.

Плавающий палец означает установку детали с определенным зазором как в верхней головке шатуна, так и в бобышках поршня. Фиксация поршневого пальца в этом случае реализуется при помощи специальных стопорных колец.
Указанные стопорные кольца плавающего поршневого пальца устанавливаются в проточки, которые выполнены в бобышках поршня. Также в моторах с плавающим поршневым пальцем в верхней головке шатуна дополнительно установлена бронзовая втулка для минимизации трения.
Поршневые пальцы плавающего типа нуждаются в смазке, так как область шарнирного соединения с головкой шатуна сильно нагружена. Головка шатуна и втулка головки имеют специальное отверстие, через которое моторное масло проникает из внутренней полости поршня. Что касается указанной полости, смазка подается туда от маслосъемных поршневых колец через специальные отверстия в поршне или может впрыскиваться при помощи масляных форсунок системы смазки двигателя.

По каким причинам возникает стук поршневых пальцев во время разгона автомобиля и работы под нагрузкой: качество топлива, зажигание, состав смеси и другие.

Назначение шатуна в конструкции ДВС. Устройство шатуна, поршневой палец, верхняя и нижняя головка шатуна. Функциональные особенности детали.

Когда необходимо производить замену поршневых колец. Как устанавливать кольца на поршень при замене своими руками. Ресурс, колец, притирка и обкатка.

Назначение, детали и основные элементы кривошипно-шатунного механизма (КШМ)

Как правильно подбирать поршневые кольца. Правильный подбор колец по размерам и материалам изготовления, как выбрать оригинальные кольца. Полезные советы.

Почему топливно-воздушная смесь детонирует в камере сгорания. Причины, вызывающие детонацию. Последствия детонационного сгорания топлива в цилиндрах ДВС.
Поршневой палец: описание,виды,применение,установка,фото,видео.
Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
По способу осевой фиксации пальцы делятся на две группы:
1 – фиксированные
2 – плавающие
2 – Зазор между пальцем и бобышкой поршня
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой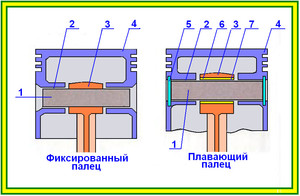
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающий
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится. 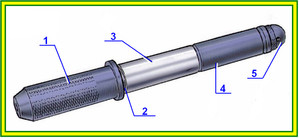
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Разборка и сборка шатунно-поршневой группы двигателя объёмом 1.6
Отверните болты крепления крышки шатуна, затем снимите крышку шатуна и нижний вкладыш шатунного подшипника.
Вытолкните поршень и шатун в сборе из блока цилиндров в направлении к поверхности под прокладку головки цилиндров.
Разборка и сборка узла поршня и шатуна (снятие и установка поршневого пальца)
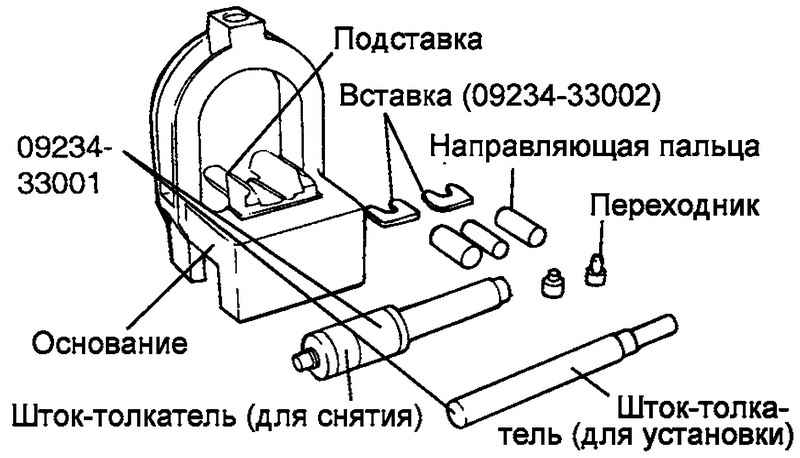
Рис. 2.72. Разборка узла поршень-шатун
С помощью специальных инструментов (09234-33001 и 09234-33002) выполните разборку и сборку узла поршня и шатуна (рис. 2.72).
Поршневой палец запрессован в верхнюю головку шатуна, и поршень скользит по нему.
Набор специальных инструментов состоит из основания с подставкой и вставками, направляющих, переходников, штока-толкателя для снятия и штока-толкателя для установки. При снятии или установке поршневого пальца поршень удерживается на основании приспособления. Направляющие приспособления облегчают позиционирование поршневого пальца при его снятии и установке, когда шатун опирается на вставки подставки.
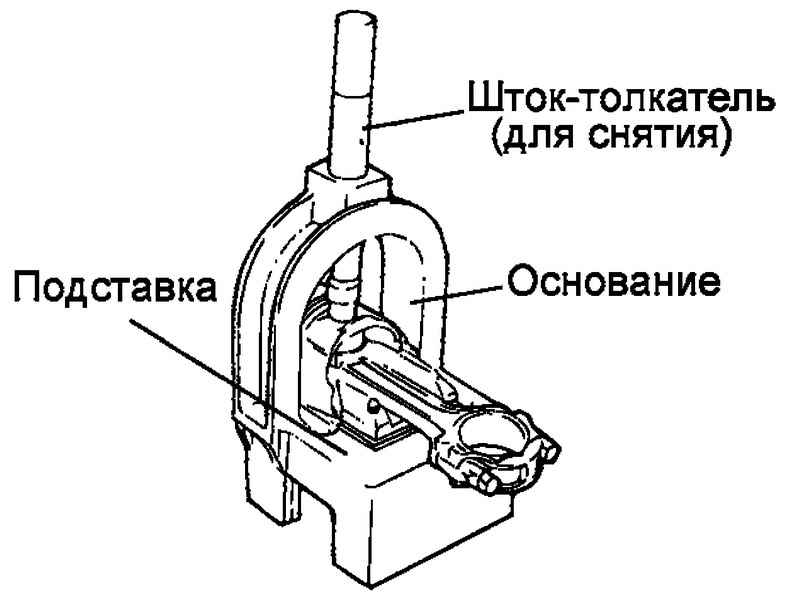
Рис. 2.73. Извлечение пальца с помощью пресса
Для снятия поршневого пальца уложите поршень на основание и расположите шатун на вставке подставки. Вставьте шток-толкатель (для снятия) через дугу верхней части основания в поршневой палец и извлеките палец с помощью пресса (рис. 2.73).
При установке нового пальца необходимо установить соответствующую вставку подставки для поддержки шатуна.
Расположите верхнюю головку шатуна внутри поршня. С одной стороны поршня вставьте соответствующую направляющую через поршень и шатун, затем слегка осадите направляющую от руки, чтобы она удерживалась поршнем. С другой стороны поршня вставьте поршневой палец и уложите вместе поршень и шатун на основание приспособления так, чтобы направляющая пальца была снизу.
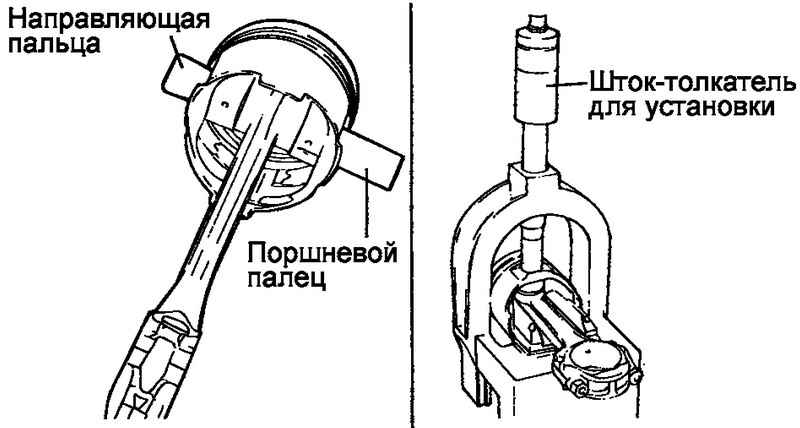
Рис. 2.74. Направляющая центрирования шатуна
ПРИМЕЧАНИЕ
Направляющая необходима для центрирования шатуна относительно бобышек поршня. Если сборка выполнена правильно, то направляющая пальца будет стоять точно по центру отверстия дуги верхней части основания и касаться вставки подставки. Если используется направляющая пальца неправильного размера, то поршень (и шатун) и поршневой палец не будут находиться на одной оси с отверстием основания (рис. 2.74).
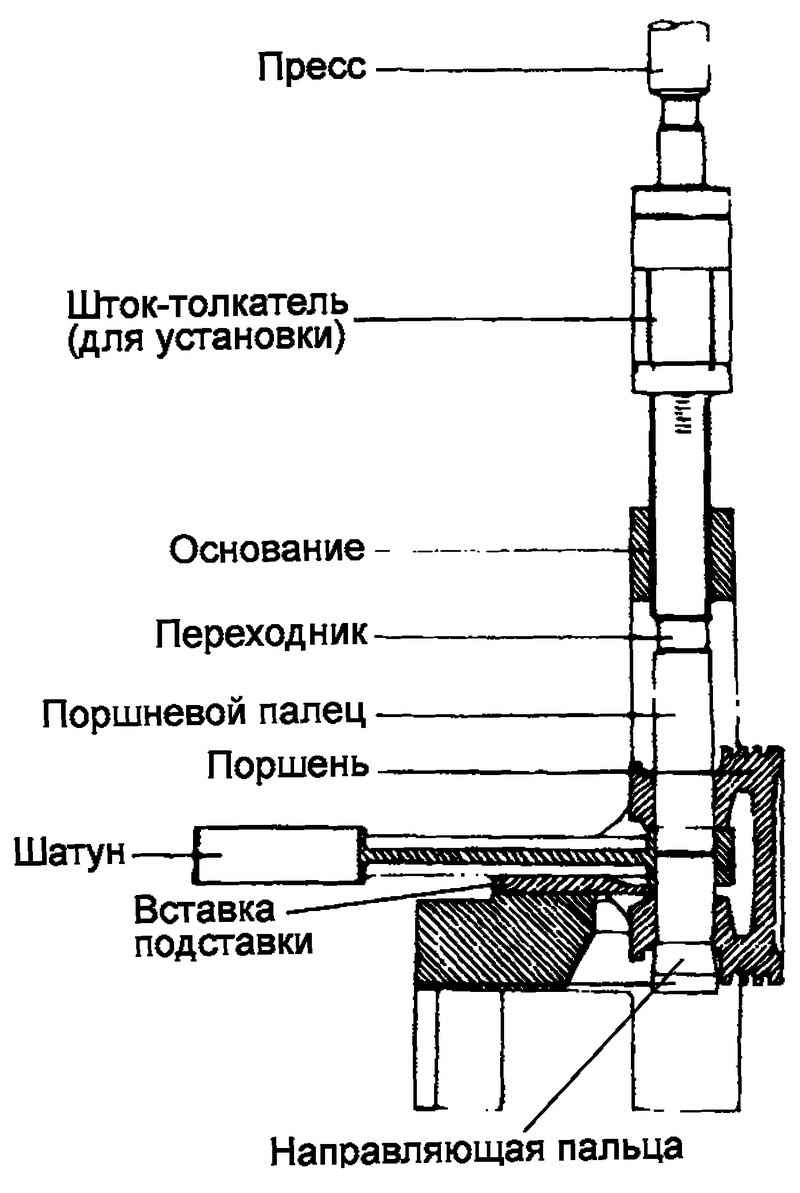
Рис. 2.75. Схема запрессовки пальца в поршень и верхнюю головку шатуна
Вставьте шток-толкатель (для установки) через отверстие дуги верхней части основания до упора в переходник на поршневом пальце и с помощью гидравлического пресса заведите палец в поршень и верхнюю головку шатуна. Продолжайте запрессовку до момента, когда направляющая пальца упадет снизу основания и шток-толкатель упрется в дугу верхней части основания (рис. 2.75).
Не превышайте усилия 12500±5000 Н при запрессовке поршневого пальца в момент, когда шток-толкатель упрется в дугу верхней части основания.
Проверка поршня и поршневого пальца
Проверьте каждый поршень на отсутствие царапин, задиров, износа и других дефектов. Замените поршень при наличии дефектов.
Проверьте каждое поршневое кольцо на отсутствие изломов, повреждений или значительного износа. Замените дефектные кольца. При необходимости замены поршня одновременно следует заменить его поршневые кольца.
Убедитесь, что поршневой палец входит в бобышки поршня. Замените поршень и поршневой палец комплектом при наличии дефектов. При комнатной температуре под нажимом руки поршневой палец должен легко входить в отверстие поршня.
Проверка поршневых колец
Измерьте зазор между компрессионным кольцом и канавкой поршня (рис. 2.76).
Если измеренный зазор превышает предельно допустимое значение, установите новое поршневое кольцо и повторно измерьте зазор. Если измеренный зазор снова превышает предельно допустимое значение, замените поршень и кольца в сборе. Если измеренный зазор меньше предельно допустимого значения, замените только поршневые кольца.
Значения зазора между поршневым кольцом и канавкой поршня приведены ниже.
компрессионное кольцо №1 – 0,04–0,085 мм;
компрессионное кольцо №2 – 0,04–0,085 мм.
Предельно допустимое значение:
компрессионное кольцо №1 – 0,1 мм;
компрессионное кольцо №2 – 0,1 мм.
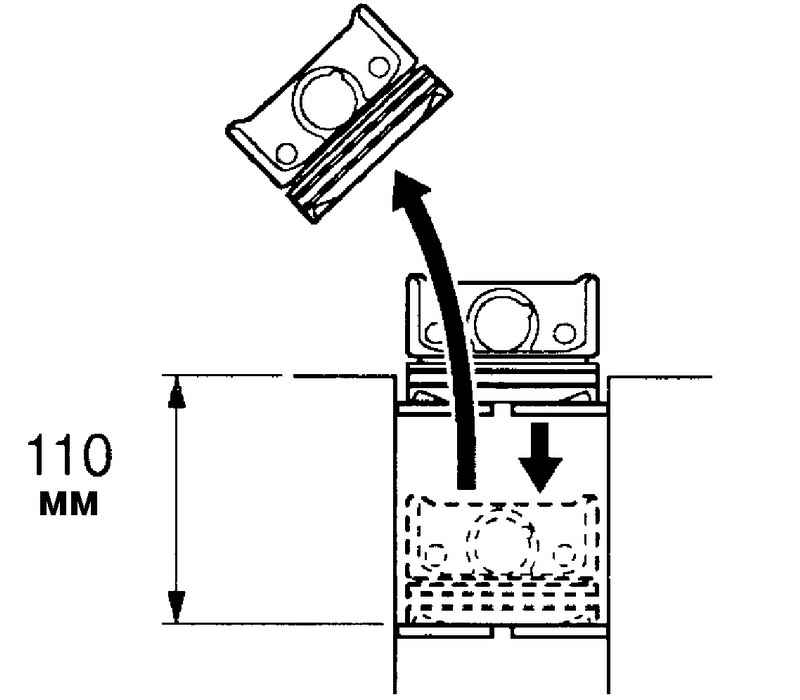
Рис. 2.77. Проверка зазора в замке поршневого кольца
Для измерения зазора в замке поршневого кольца установите поршневое кольцо в отверстие цилиндра (рис. 2.77).
Расположите кольцо под прямым углом к образующей стенки цилиндра, осторожно перемещая его вниз с помощью поршня.
Измерьте зазор в замке кольца плоским щупом (рис. 2. 78).
Если измеренный зазор превышает предельно допустимое значение, замените поршневое кольцо.
Значения зазора в замке поршневого кольца приведены ниже.
компрессионное кольцо №1 – 0,20–0,35 мм;
компрессионное кольцо №2 – 0,30–0,45 мм;
маслосъемное кольцо – 0,2–0,7 мм.
Предельно допустимое значение:
компрессионные кольца №1 и №2 – 1,0 мм;
маслосъемное кольцо – 1,0 мм.
При замене поршневых колец без расточки цилиндров в ремонтный размер проверяйте зазор в замке кольца в точке, расположенной в нижней части цилиндра (зона наименьшего износа).
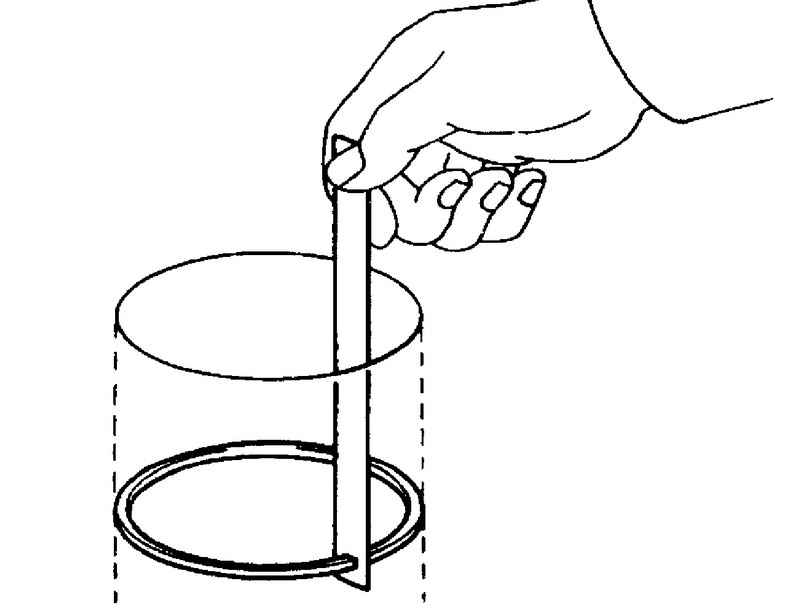
Рис. 2.78. Измерение зазора в замке поршневого кольца
ПРИМЕЧАНИЕ
Идентификационная метка ремонтного размера расположена на верхней части поршневого кольца около замка кольца.
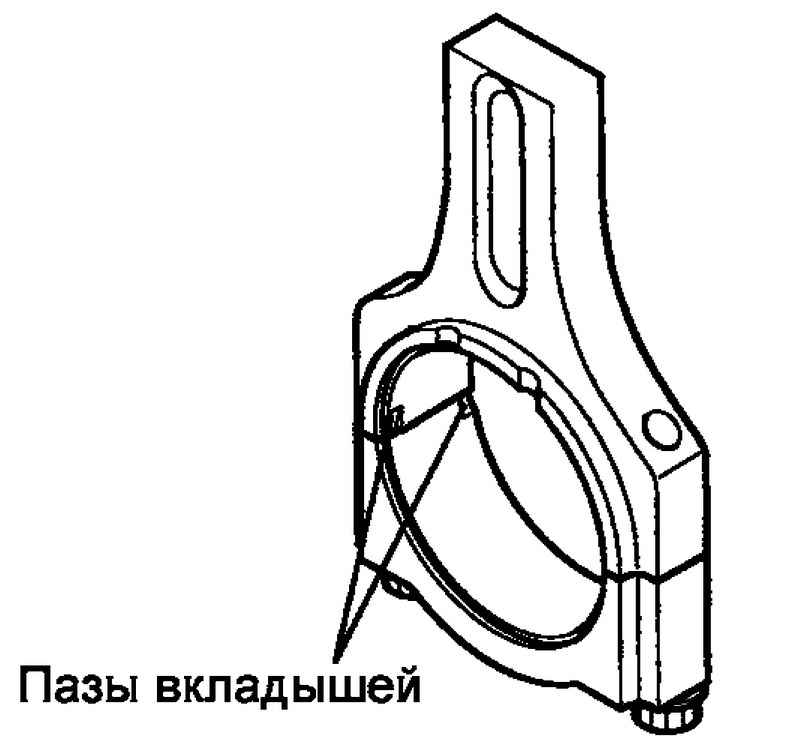
Рис. 2.79. Пазы вкладышей в крышке шатуна и шатуне
При установке крышки шатуна убедитесь, что метки номера цилиндра (сделанные при разборке) на шатуне и крышке шатуна совпали. При установке нового шатуна убедитесь, что фиксирующие пазы вкладышей в крышке шатуна и шатуне расположены с одной стороны (рис. 2.79).
Замените шатун при наличии повреждения торцевой поверхности верхней или нижней головок. Если присутствует изгиб или скручивание шатуна или поверхность отверстия под поршневой палец в верхней головке шатуна значительно изношена, замените шатун.
Сборка
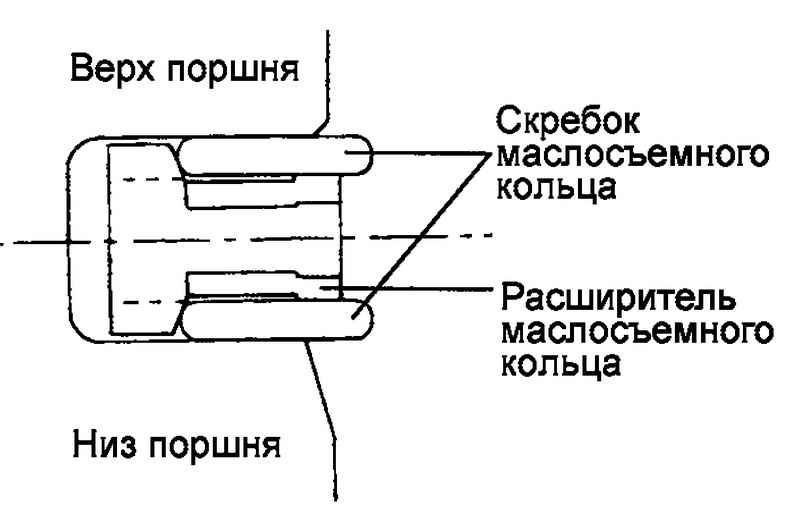
Рис. 2.80. Установка расширителя маслосъемного кольца
Установите расширитель маслосъемного кольца (рис. 2.80).
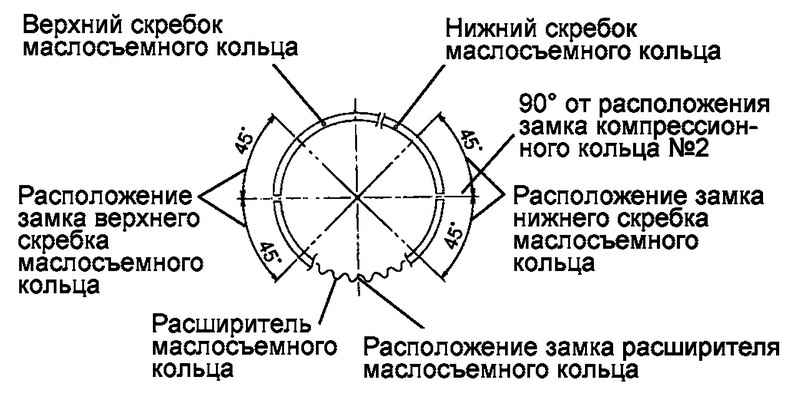
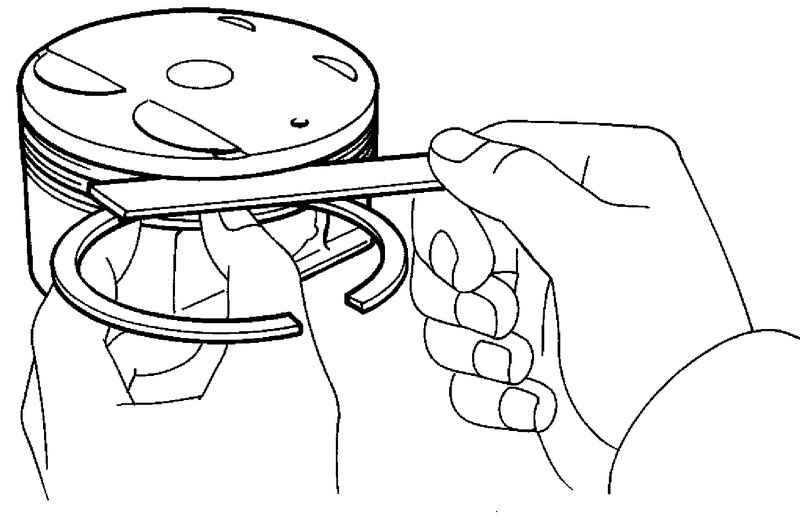
Рис. 2.81. Схема установки верхнего скребка маслосъемного кольца
Установите верхний скребок маслосъемного кольца. Для установки скребка сначала установите один конец скребка между расширителем и канавкой поршня, затем, удерживая конец скребка, нажимайте пальцем на скребок, чтобы завести его в канавку, как показано на рисунке 2.81.
Не применяйте экспандер поршневых колец при установке скребков маслосъемного кольца.
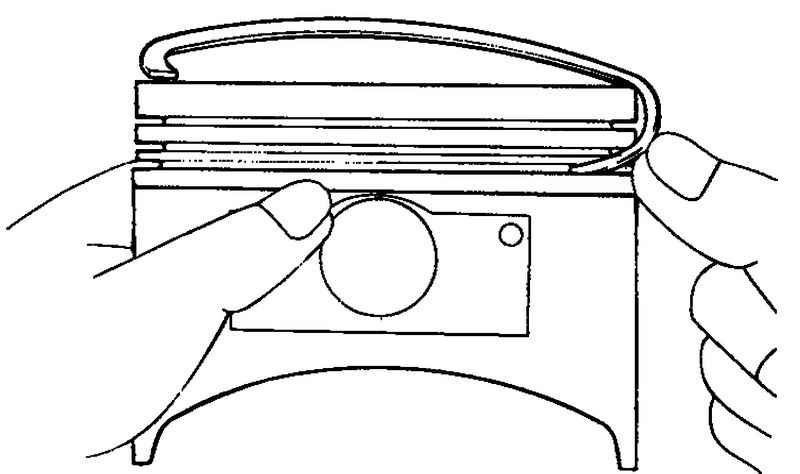
Рис. 2.82. Установка нижнего скребка маслосъемного кольца
Установите нижний скребок маслосъемного кольца в соответствии с предыдущей процедурой (рис. 2.82).
Нанесите моторное масло на поршень и канавки поршня под кольца по всей окружности.
С помощью экспандера поршневых колец установите компрессионное кольцо №2.
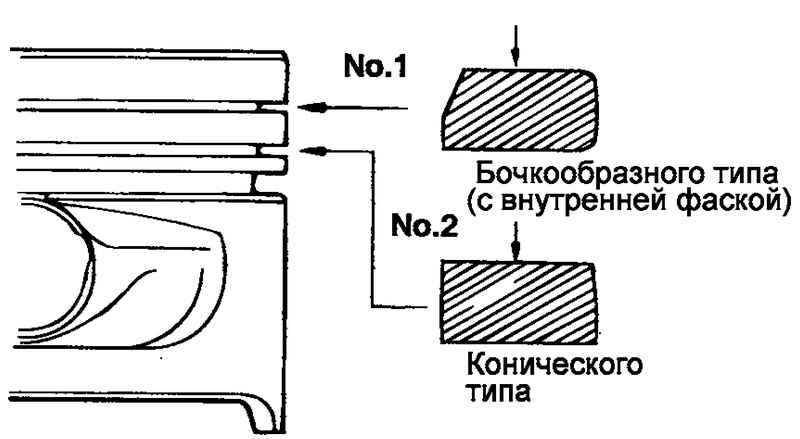
Рис. 2.83. Схема установки компрессионного кольца №1
Установите компрессионное кольцо №1 (рис. 2.83).
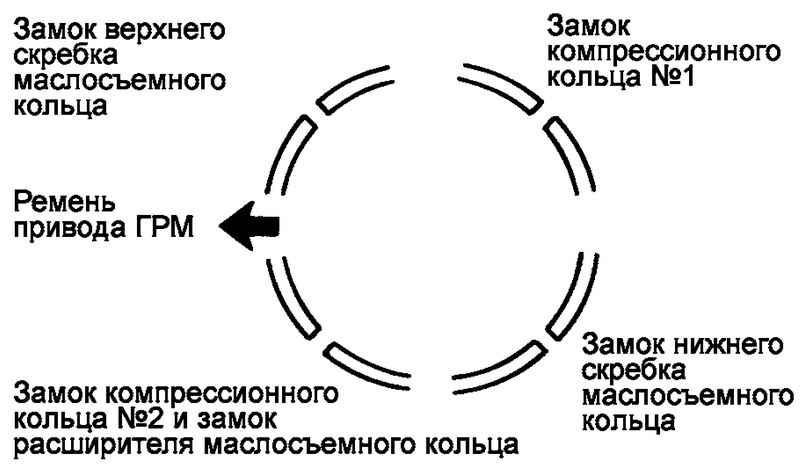
Расположите замки колец как можно дальше друг от друга. Убедитесь, что замок какого-либо кольца не находится на оси поршневого пальца или перпендикулярном данной оси направлении (рис. 2.84).
С помощью специального приспособления надежно зафиксируйте поршневые кольца на поршне перед установкой поршня в сборе в цилиндр.
Установите верхние вкладыши коренных подшипников в блок цилиндров.
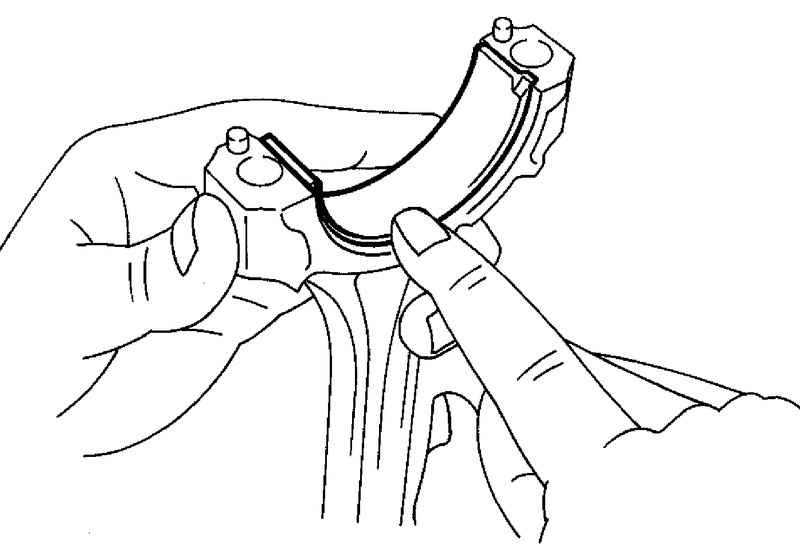
Рис. 2.85. Установка нижнего вкладыша коренного подшипника в крышку шатуна
Установите нижние вкладыши коренных подшипников в крышки шатунов (рис. 2.85).
При установке убедитесь, что «передняя» метка на поршне и «передняя» идентификационная метка на шатуне направлены к передней части двигателя (к ремню привода ГРМ).
При установке нового шатуна убедитесь, что фиксирующие пазы вкладышей на шатуне и крышке шатуна расположены с одной стороны.
При сборке болты крепления крышек шатунов следует затягивать, используя угловой метод затяжки, следующим образом:
– нанесите масло на резьбу гаек крепления и места контакта шатуна гаек и болтов;
– затяните болты крепления крышек шатунов номинальным моментом затяжки.
Момент затяжки гаек крепления крышек шатунов: 32–35 Н·м.
Не устанавливайте повторно бывшие в эксплуатации (снятые при разборке) болты крепления крышек шатунов.
При установке новых болтов крепления крышек шатунов не затягивайте их более трех раз.
Проверьте боковой зазор между нижней головкой шатуна и соответствующей щекой коленчатого вала.