Как я был на заводе по производству автомобильных фильтров TECNECO FILTRI

Бытует мнение, что в Италии промышленными являются только северные области. На самом же деле это не так – и на юге развита промышленность, в том числе автомобильная. Так, в области Апулия, в городке Коллепассо, что на самом юге страны, расположены два завода по производству фильтров компании TECNECO FILTRI Srl. Когда бы еще выпала возможность дважды пересечь всю Италию и объехать «каблук» по побережью…
Действительно, на севере итальянского «сапога» наблюдается большое скопление крупных заводов, в том числе и в автомобильной индустрии. Начиная от Неаполя и дальше на юг расположено очень много заводов, работающих в этом секторе: заводы по производству фрикционов, сцеплений, тормозных колодок, систем охлаждения. Одна из причин тому – наличие на юге Италии нескольких заводов Fiat. Поставщиком этого гиганта автоиндустрии является и TECNECO FILTRI Srl.
40 лет в запчастях
Компания была основана в 1976 году под названием C.M.A. (Costruzioni Meccaniche Autoricambi / Spare Parts Mechanical Constructions). Начинали с восстановления амортизаторов и тормозных колодок – в то время в Италии было распространено восстановление даже таких «расходных» компонентов. С временем параллельно была открыта линия по производству воздушных фильтров. Позднее было запущено производство масляных и топливных фильтров.

В 1980 году были закрыты линии восстановления, а производство фильтров стало основным профилем предприятия. В 1998 году название C.M.A. было преобразовано в TECNECO FILTRI Srl с той структурой и организацией работы, которая существует и по сей день. Что же касается производственных мощностей, то заводы, на которых мы побывали, фактически были заново отстроены в 2004 в силу необходимости увеличить площадь производства.
На заводах были установлены новые автоматизированные производственные системы. Здесь осуществляется примерно 90% операций, необходимых для производства воздушных, масляных или топливных фильтров: изготовление фильтрующих элементов, деталей корпусов, сборка и контроль качества. Автоматизация позволила увеличить суммарные объемы производства фильтров всех типов приблизительно до 6 миллионов единиц в год.
Все сотрудники, имеющие прямое отношение к проектированию или изготовлению фильтров, по заявлению руководства, являются исключительно итальянскими техническими специалистами.

TECNECO активно сотрудничает с другими специализированными компаниями и научными центрами, что необходимо для постоянного совершенствования производственных процессов и качества продукции. Среди партнеров можно выделить TEXA / Torino – лабораторию, специализирующуюся на сравнительных тестах и сертификации автомобильных компонентов; UNIVERSITA’ DEL SALENTO – расположенный неподалеку от TECNECO университет; CERISIE / Milano – лабораторию, специализирующуюся на тестировании эластомеров.
И, конечно же, не обошлось без TUV / Germany – агентства по сертификации ISO 9001. В данный момент TECNECO придерживается программы управления качеством в соответствии с UNI EN ISO 9001-2008, которая в ближайшее время будет обновлена до UNI EN ISO 9001-2015. Естественно, у компании есть и своя сертифицированная лаборатория, о которой будет рассказано ниже, в разделе о контроле качества.

Моими гидами по заводу были Luca Pino – менеджер по продажам и совладелец этого семейного предприятия, а также Gianluca Barbaro – инженер отдела исследований, разработок и контроля качества. Сами они называли свою компанию «небольшой», видимо, сравнивая ее с глобальными производителями. Однако 6 миллионов фильтров в год эквивалентно потребностям в фильтрах небольшой европейской страны вроде Словакии.
При этом, если сравнивать с топ-брендами, TECNECO может предложить широкий спектр качественной продукции по весьма привлекательным ценам, а также крепкие партнерские отношения. В TECNECO хорошо знают своих клиентов из числа дистрибуторов запчастей лично и близко с ними общаются. А конечные потребители могут с уверенностью положиться на качество фильтров, которым доверяют производители двигателей.

Департамент по структурному расширению компании разработал план, согласно которому в ближайшие годы объем выпускаемой продукции должен увеличиться на 30%. А для входа в новые рыночные ниши необходима максимальная конкурентоспособность продукции. Ежегодно в среднем TECNECO выпускает 130 новых продуктов.
О сотрудничестве же с Rotax, Piaggio и Fiat в компании говорят открыто.
Rotax – производитель компактных двигателей для гольф-каров, мотоциклов, аквабайков и даже для легкомоторных самолетов.
Piaggio – производитель скутеров и мотоциклов, входящий в состав одноименного концерна, выпускающего самолеты бизнес-класса и беспилотники, для которых TECNECO и поставляет фильтры.
Fiat – в представлении не нуждается. Как видим, список клиентов – производителей техники, хоть и не очень длинный, но состоящий из производителей высшей лиги.





Вообще, стоит отметить, что уровень развития промышленности в Италии очень высокий. Например, только десять стран в мире имеют серьезную авиапромышленность, и Италия среди них. Отчасти это заслуга и правительства страны. Так, в TECNECO нам рассказали, что получали некоторую финансовую поддержку от правительства на покупку оборудования для нового производства.
Но главное, что при внедрении новых технологий в производстве итальянские предприятия получают налоговые льготы. Так, в случае покупки нового оборудования у итальянских производителей в следующем году предприятие платит меньше налогов с доходов на сумму в 20% от стоимости приобретенных технологий.
Производство воздушных фильтров
Теперь, собственно, перейдем к описанию самих технологий, используемых сегодня при производстве фильтров. Начнем с первого завода TECNECO – по производству воздушных фильтров. Площадь завода – 5000 м2. Здесь же расположен логистический центр компании.
Первый этап производства фильтров – порезка фильтровальной бумаги и складывание гофрошторы. Кстати, мы осматривали рулоны фильтровальной бумагой на складе. На них было написано либо Hollingsworth&Vose, либо Ahlstrom – других производителей не увидели.


Гофроштора производится на новой машине, приобретенной год назад. Она полностью автоматическая, управляется электроникой. На дисплее отображается схема машины, параметры процессов и т.п.
Процесс выглядит следующим образом. Разматывается рулон и лента бумаги пропаривается для придания большей эластичности. Затем производится эмбоссинг (тиснение) – для увеличения площади поверхности, и затем складывается в гофру. Интересен механизм складывания – расположенный перпендикулярно полосе бумаги вал с колесиками толкает ее, а расположенный параллельно вал с насечкой – складывает. Все гениальное просто – высота шторки зависит от соотношения скоростей вращения этих валов.
Следующий этап – нанесение на гофроштору клеевых перемычек – для фиксации шага (расстояния между складками). Когда нужное для конкретного фильтра количество складок сделано, клеевая полоска на пару складок прерывается. Так будет проще разрезать бесконечную гофроштору на части для отдельных фильтров. Возможно, это также делается для того, чтобы клей не попадал под полиуретановую рамку. Рамка контактирует только с фильтровальным материалом, он пористый и с ним получается хорошая адгезия (сцепление) полиуретана.

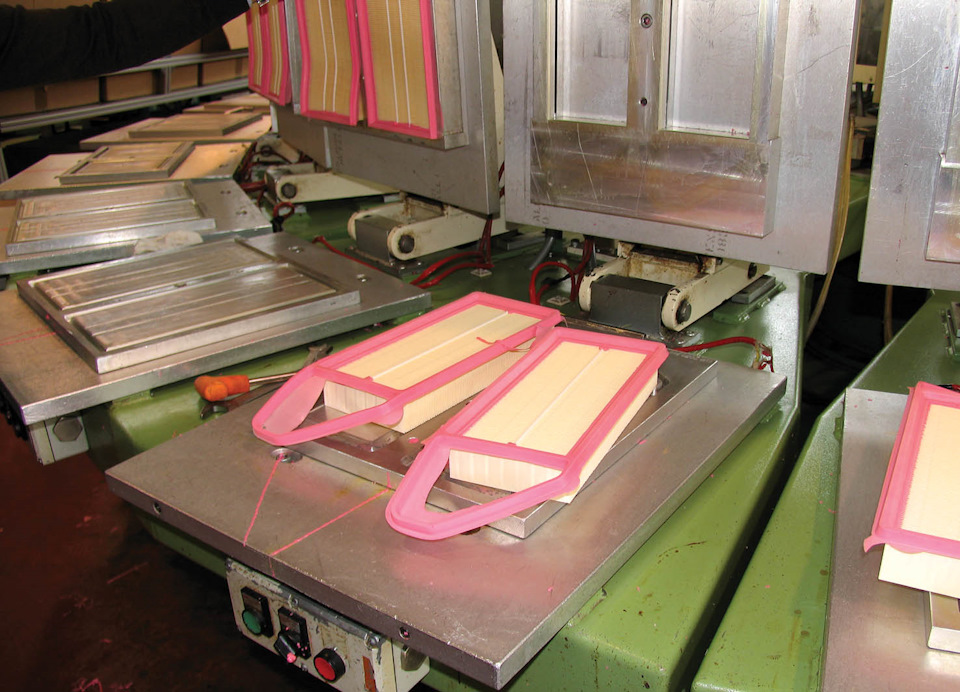
Не менее интересен процесс создания полиуретановой рамки на современной линии MACPOL с цифровым управлением. Линия напоминает карусель. По кругу располагаются устройства, похожие на пресс-форму для печенья с начинкой, состоящую из двух половинок: в верхнюю вкладывается фильтрующий элемент, а в нижнюю форму робот заливает полиуретан. Каждая пресс-форма рассчитана на три фильтра.
Один рабочий (обязательно в перчатках) вкладывает в ниши верхней формы фильтровальные элементы. Другой смазывает пазы нижней формы во избежание прилипания полиуретана, чтобы не повредить фильтр при открывании формы – не оторвать слегка рамку от материала.
В каждом блоке форм по три фильтра, но в отдельных блоках могут быть фильтры разной формы – квадратные, трапециевидные. Это позволяет делать одновременно несколько типов фильтров. Жидкий полиуретан заливается в пазы нижней формы роботом, две половинки формы соединяются, конвейер поворачивается. Линии задаются разные режимы охлаждения фильтра после «сварки», чтобы правильно застывал полиуретан.
Когда процесс застывания заканчивается – пресс-форма открывается и вынимают готовый фильтр. Результат – идеальная рамка, идеальное соединение материалов, нет щелей между рамкой и бумагой, одинаковые расстояния между складками фильтровального материала. Конечно, полиуретана льется немного с запасом, чтобы было давление при соединении двух частей пресс-формы. Излишек выдавливается вовне по краям рамки, в виде узкой полоски, которая потом обрезается.

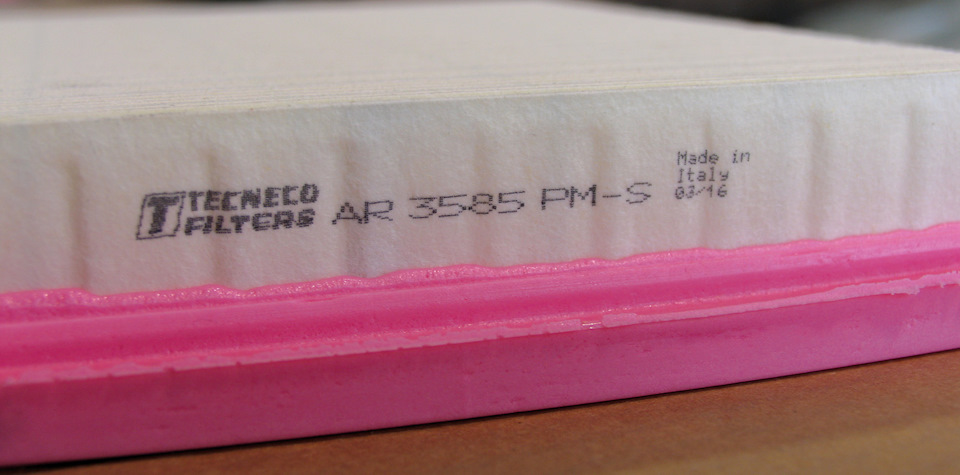
На рамку наносится штрих-код, затем приклеивается «грубый» фильтр.
При изготовлении трапециевидных фильтров прямоугольную гофроштору предварительно обрезают на специальной машине. Форма с прорезями закреплена на подвижном столе, который затем подъезжает под нож, который отрезает часть шторки.
В компании не скрывают, что воздушные фильтры, в которых применяется перфорированный металл, а также фильтры салона – пока не производят. Их закупают у подрядчиков с высокой репутацией.

Производство масляных фильтров
Очевидно, что, кроме качества фильтровальной бумаги и шторки, надежность масляного фильтра зависит от качества изготовления корпуса и внутренних элементов, а также соединения с ними фильтрующего элемента.
Правда, есть один момент, связанный непосредственно с бумагой – соединение двух краев гофрошторы, чтобы элемент приобрел цилиндрическую форму. Для этого в TECNECO не используются клеи. Мало ли, какой химический элемент окажется в масле и не вступит ли он в реакцию с клеем. В фильтрах TECNECO соединение фильтровального элемента происходит методом ультразвуковой сварки.
Ультразвуковая сварка осуществляется при помощи непрерывно генерируемого ультразвука, при одновременном воздействии на свариваемые поверхности механических высокочастотных (ВЧ) колебаний с тепловым эффектом и внешнего давления, прикладываемого перпендикулярно к свариваемым поверхностям.



При воздействии ВЧ колебаний происходит сухое трение частиц в свариваемых поверхностях. Под действием сухого трения разрушаются поверхностные пленки (оксидные и их адсорбированных газов). Затем сухое трение сменятся на чистое трение, при котором образуются узлы схватывания. Результат – общие структуры у двух свариваемых поверхностей.
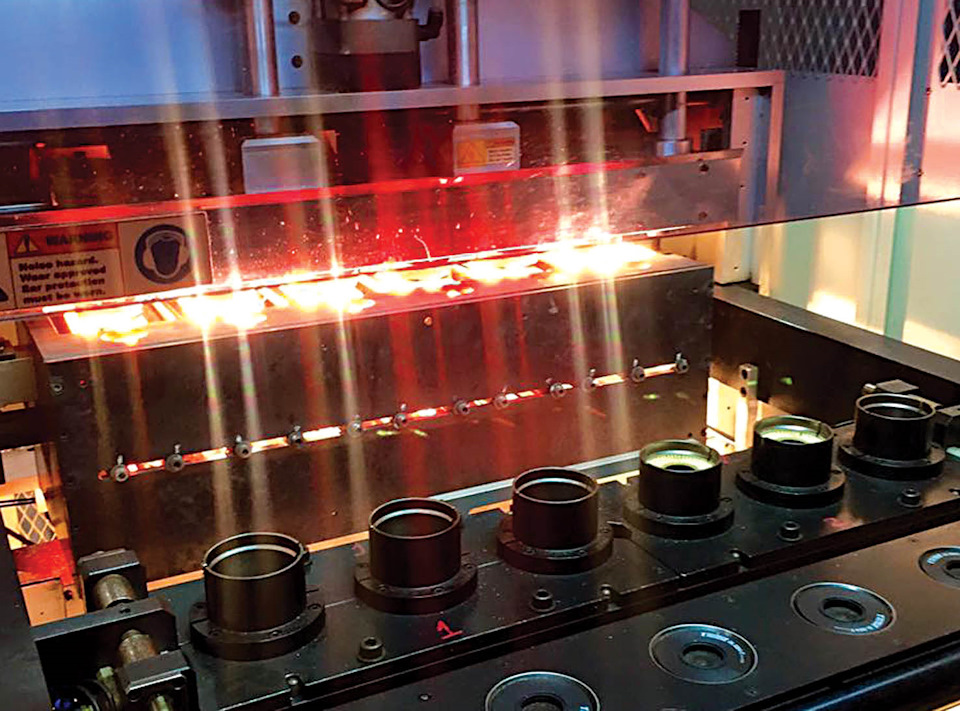
Тепловое действие ВЧ ультразвуковых колебаний сочетается c дополнительным местным импульсным нагревом заготовок от отдельного внешнего источника тепла (инфракрасный нагрев). Инфракрасный нагрев применяется и при сборке картриджа спин-он фильтра, когда гофроштора посредством герметика соединяется с торцевым элементом картриджа (производится из стали DX 53), обеспечивающего ее жесткость. Собранный картридж прогревается при температуре 170-180 градусов.
Нам удалось подсмотреть интересную особенность производства тех самых торцевых элементов картриджа. После штамповки его края, которые будут контактировать с бумагой, обкатываются, чтобы не было острого края или зазубрин, способных повредить бумагу при вибрации. Вот из таких мелочей в итоге и складывается качество.
Производство корпусов масляных фильтров выполняется в две операции – сначала производится штамповка из листа. Потом заготовка, уже вполне похожая на корпус, еще раз проштамповывается, чтобы придать правильную форму. При второй штамповке корпус немного сжимается. Толщина корпуса фильтра – 0,5-0,7 мм. Покраска корпусов осуществляется порошковым методом на автоматической линии.
Металлическая пластина с отверстиями для масла и резьбой производится из конструкционной стали DD13. Ведь от того, как надежно эта резьба сидит на патрубке двигателя, зависит надежность фильтра. Фланец, соединяющий эту пластину с корпусом, выполняется из стали DX 53D с дополнительной гальванизацией. Завальцовка корпуса фильтра по кругу выполняется на автоматической машине с применением между металлическими частями специального герметика.
Первичная проверка изготовленных фильтров – на герметичность – производится прямо здесь. Фильтры по нескольку штук вставляются в специальную установку, подающую в каждый из них воздух под давлением, и погружаются в воду. Если пузырьков воздуха нет, значит, фильтр герметичен. Другие операции контроля качества проводятся уже в лаборатории.
На складе готовой продукции множество больших картонных коробок, в которых фильтры помещаются без индивидуальной товарной упаковки, только с прокладочным материалом для защиты при транспортировке. Это продукция для поставки на конвейер. Фильтры для вторичного рынка пакуются в индивидуальные коробки. TECNECO недавно провела рестайлинг упаковки, поэтому часть фильтров пакуется еще в старые зелено-желтые коробки, а другие фильтры – в белые с новыми фирменным цветами – оранжевым и черным. По нашим наблюдениям, на упаковку одного фильтра работница тратит не более трех секунд. И так всю смену – а потом мы спрашиваем, откуда в Европе нынешний уровень благосостояния.

Кроме спин-он фильтров, TECNECO выпускает и так называемые эко-вставки. В отличие от фильтрующего элемента корпусных фильтров они выполняются только из фильтровальной бумаги и пластиковых элементов. Качественное производство таких фильтров вообще возможно только методом инфракрасного нагрева, поскольку никаких клеев или герметиков в эко-вставках быть не должно.
Лаборатория исследований и контроля качества
TECNECO постоянно изучает новые виды материалов для производства и контролирует надежность своей продукции. Сырье для различных частей продукции тестируется на совместимость сочетаний материалов согласно конструкторской документации в соответствии со стандартом ASTM. В процессе разработки, в дополнение к планированию производственного процесса, используется ПО для создания виртуального прототипа и симуляции различных стрессовых ситуаций и деформаций, которым должен противостоять установленный в автомобиле фильтр в процессе эксплуатации ТС.
Мониторинг производства осуществляется методом статистического контроля процессов. Это значит, что проверяется не только готовая продукция или ее компоненты. Мониторингу подлежит сам процесс производства для предотвращения скрытых дефектов, которые могут не обнаруживаться при непосредственной проверке самого изделия, а проявляться только при эксплуатации.
Образцы произведенной продукции тщательно тестируются в лаборатории. В специальной установке в фильтр под давлением подается разогретое масло. Этот диагностический стенд необходим для замера колебаний давления и симуляции пиковых нагрузок, он имитирует работу в различных режимах установленного на автомобиле фильтра. Давление испытания – обычно от 7 до 18 атмосфер, хотя в моторе нормальное давление – порядка 4 атмосфер, а пиковое – 6-7. То есть фильтры проверяется под трехкратным рабочим давлением. Также фильтры тестируются на момент открытия перепускного клапана – это важный показатель качества фильтра. Если клапан будет слишком поздно закрываться, это скажется на чистоте масла.


Проверка фильтров происходит с использованием масел различных производителей, разной вязкости – ведь у них разная текучесть при разных температурах, и, соответственно, будет разная пропускная способность фильтра.
Тестирование резинового кольца спин-он фильтров длится порядка 17 часов при температуре горячего масла 160 градусов. Корпус фильтра проверяется на усилие, необходимое для его деформации.



Воздушные и салонные фильтры испытываются в «уравнительной трубе» (трубе уравнивания давления), оснащенной электрическими сенсорами для определения всех технических параметров и производительности тестируемых фильтров. Система отбраковывает все фильтры, имеющие малейшее отклонение в показателях относительно эталонных. Метод испытания сертифицирован по ISO 5011: 2000.
Топливные фильтры проверяются на герметичность с помощью инертного газа. Фильтр наполняют гелием под давлением и помещают в безвоздушное пространство. Затем проводят анализ с помощью масс-спектрометра на предмет утечки гелия из фильтра.
Оборудование для производства фильтров для автомобилей. Автоматизированная линия
Как минимум после каждых 10 тысяч пробега водитель, который заботится о своем автомобиле, меняет воздушный фильтр. Таким образом, можно сделать вывод, что это изделие, спрос на которое будет всегда. Технология производства несложная, и оборудование для производства фильтров для автомобилей относительно недорогое, что привлекает предпринимателей, желающих освоить это направление бизнеса.
Функции воздушного фильтра
Основная задача автомобильного воздушного фильтра – очистка воздуха, поступающего в двигатель. Хорошая деталь при условии ее своевременной замены задерживает до 99% «посторонних» частиц, содержащихся в воздухе. Качественное изделие не теряет своих свойств на протяжении всего срока службы. Кроме непосредственно фильтрации воздуха, оно также глушит шум и регулирует температуру. Благодаря воздушному фильтру значительно снижаются риски различных повреждений автомобильного двигателя, а также минимизируется износ деталей.
Типы воздушных фильтров для автомобилей
Возможно производство воздушных фильтров для автомобилей из бумаги, а также они могут быть инерционно-масляными или угольными. Различной может быть и форма. Оборудование для производства фильтров для автомобилей использует специальное сырье – бумагу из целлюлозного волокна. Она защищена специальной пропиткой, благодаря чему ей не страшны воздействия воды, масла или топлива. Бумажные изделия лучше справляются со своей прямой задачей, поэтому они несколько дороже угольных. Фильтрующая способность еще более усиливается благодаря тому, что бумага сложена в гармошку.

Различные конструкции воздушных фильтров
По форме различают следующие виды бумажных фильтров:
- цилиндрические;
- панельные;
- бескаркасные.
Цилиндрические воздушные фильтры используются в основном в автомобилях с двигателями карбюраторного типа. В современных легковых автомобилях применяются в основном изделия панельного типа. Такая конструкция является оптимальной, так как при ее малом объеме фильтр обладает большой площадью фильтрации.

Как производить фильтры для автомобилей
Технология производства воздушных фильтров довольно проста. Она заключается в том, что специальный вращающийся барабан подает бумагу между двумя вращающимися цилиндрами, которые сгибают ее, делая гармошку. Счетчик отсчитывает одинаковое количество сгибов. После этого бумага по ленте конвейера направляется к циркулярной пиле, которая делает рез через равные промежутки времени.
Верхняя и нижняя части фильтра изготавливаются при помощи алюминиевых форм, покрытых жидким воском, и жидкого полиуретана. Все операции с формами, а именно обработка воском, заливка полиуретаном, последующее перемещение готового изделия на охлаждающую решетку, производятся манипулятором.
Оборудование для производства фильтров для автомобилей представляет практически полностью автоматизированную линию, которую вполне может обслуживать только один работник. В его задачи входит укладка заготовок из гофрированной бумаги на нижнюю часть фильтра, извлечение готовых изделий из желоба, в который они попадают после того, как манипулятор закончит свою работу. Упаковка готовых изделий также осуществляется оператором линии. Таким образом, полный производственный цикл занимает ориентировочно 20 минут.

Собрать линию можно из составных частей. Однако, приобретая готовое, собранное и настроенное оборудование, можно минимизировать затраты на оплату труда, максимально повысить производительность работы, а также оградить себя от проблем с обслуживанием и ремонтом аппаратов.
Производство фильтров для автомобилей как бизнес: перечень оборудования, описание технологии производства 4

Фильтры в автомобиле предназначены для предотвращения попадания в салон, двигатель и другие агрегаты загрязнений из воздуха, топлива и масла. Соответственно, есть фильтры разного назначения и каждый из них подлежит периодической замене, что с учетом большого количества автомобилей создает повышенный спрос на такие детали. А поскольку производство фильтров для авто отличается несложной технологией и быстрой окупаемостью, то такой бизнес-проект может стать отличным стартапом для начинающих предпринимателей.
Виды автомобильных фильтров
В современном автомобиле используются разные виды фильтров, входящих в соответствующие системы очистки. В зависимости от рабочих сред, для очищения которых они предназначены, выделяют 3 типа таких изделий:
- масляные;
- воздушные;
- топливные.
Предназначен для предотвращения попадания посторонних частиц на контактные поверхности трущихся деталей. На разных моделях авто применяются соответствующие типы маслофильтров с определенной конструкцией фильтрующего элемента, которая определяется маркой и характеристиками двигателя. Масляные авто-фильтры бывают двух видов:
- барьерные (механические) – изготавливаются из пористого материала, задерживающего в себе все загрязнения;
- энергетические (вихревые) – в них лишние частицы устраняются под действием гравитации или магнитного притяжения.


Очищает воздух, поступающий в камеру сгорания двигателя. Конструктивно он состоит из кожуха и сменной фильтр-кассеты. В зависимости от типа автомобилей, для которых они предназначены, воздушные фильтры имеют разную форму:
- для легковых – круглые или прямоугольные;
- для грузовых – панельные.

Очищают поступающее из бака топливо. Они бывают:
- неразборными
- разборными.
Вторые более популярны, поскольку при необходимости можно заменять не все устройство, а только фильтрующую часть.
Фото: jpj2000nl / Pixabay
Относится к категории воздушных, но предназначен для очистки воздуха, поступающего в салон. При этом он задерживает не только механические частицы, но и воду в случае повышенной влажности на улице. Салонные фильтры так же бывают разных типов:
- упрощенные – изготавливаются из пористого материала, в котором задерживается пыль;
- электрические – для фильтрации применяется электроток, вызывающий прилипание частиц к шторке;
- антибактериальные – состоят из активированного угля, который разрушает бактерии и нейтрализует запахи.
Предназначены для очистки жидкостей в гидравлических системах. Они изготавливаются из нескольких слоев фильтрующего материала, помещенного в корпус из металлической сетки.
Открывать бизнес по производству фильтров для авто можно в каком-то одном направлении или выпускать несколько типов изделий одновременно. Второй вариант более прибыльный, к тому же сегодня можно приобрести универсальные технологические линии, на которых можно изготавливать масляные, воздушные и топливные фильтры.
При выборе ассортимента следует ориентироваться на потребности местного рынка. В целом по России наиболее высоким спросом пользуются топливные фильтры – их доля в количестве продаж составляет порядка 60%, затем идут воздушные (25%) и масляные (15%).
Юридическое оформление бизнеса
Заниматься производством автомобильных фильтров можно в статусе ИП. Регистрация ООО необходимо при наличии у предприятия более одного владельца или в тех случаях, когда планируется расширение бизнеса с открытием филиалов.
Для проведения регистрации нужно подать заявление в местную налоговую инспекцию, указав код ОКВЭД 28.29.13, по которому осуществляется производство масляных, бензиновых и воздушных фильтров. К заявлению следует приложить:
- при оформлении ИП – копии паспорта, ИНН;
- при создании ООО – копии учредительных документов и подтверждение на право владения недвижимостью по регистрируемому юридическому адресу.
Предварительно надо оплатить пошлину (800 рублей для ИП, 4000 – для ООО) и подтвердить оплату квитанцией. При самостоятельном оформлении на портале Госуслуг пошлина не уплачивается.
Одновременно с регистрацией следует выбрать систему налогообложения и уведомить налоговую инспекцию о переходе на нее. Для производства авто-фильтров оптимальной будет УСН по ставке 6% от доходов.
В завершение необходимо открыть расчетный счет (для ООО – еще заказать печать и внести уставный капитал в размере не менее 10000 рублей), а также стать на учет в Пенсионном фонде, Фондах социального и медицинского страхования. После полного обустройства помещения следует пройти инспектирование и получить разрешение на начало деятельности от Госпожнадзора, а затем стать на учет в Роспотребнадзоре.
ГОСТы и требования
При разработке технических условий и организации производственного процесса нужно соблюдать положения ряда нормативных документов, включая:
- ГОСТ на продукцию:
-
; ; .
- ГОСТ на организацию производства:
-
- 12.1.003 – по шумовой безопасности;
- 12.1.005 – по воздуху в цехе;
- 12.1.018 – по безопасности статического электричества.
- Правила противопожарной безопасности № 390/25.04.12.
- СанПиН 2.2.4.548-96 – по микроклимату в промышленной зоне.
Лицензирования и обязательной сертификации в данном бизнесе не требуется. Рекомендуется подтвердить соответствие своей системы менеджмента качества требованиям СТБ ISO 9001-2009/DIN EN ISO 9001-2008 и пройти сертификацию качества продукции по ISO/TS16949-2009 (ГОСТ Р ИСО/ТУ 16949-2009).
Помещение и персонал
Располагать предприятие по производству авто-фильтров желательно в промышленной зоне или за чертой города. Такое местонахождение позволит обустроить удобный подъезд со стоянкой для автомобилей, а также обеспечит значительную экономию на арендной плате.
При выборе здания следует учитывать, что одна производственная линия занимает 50 кв. м., поэтому под цех потребуется не менее 100 кв. м. пространства. Примерно такая же площадь нужна для размещения остальных помещений:
- офисных кабинетов;
- двух складов (с сырьем и готовыми изделиями);
- подсобных комнат с санузлом.
При оснащении производственного цеха необходимо соблюдать требования указанных стандартов, правил и санитарных норм относительно микроклимата и пожарной безопасности.
Благодаря полной автоматизации производственных линий количество штатных сотрудников для небольшого завода будет минимальным и составит всего 7 человек, включая:
- управляющего;
- бухгалтера;
- менеджера–маркетолога;
- 2 операторов на линию;
- подсобного рабочего;
- уборщицы.
Если предприниматель сможет сам справиться с обязанностями управляющего, а бухгалтера оформит через аутсорсинговую компанию, то штат сократится до 5 человек.
Технология производства фильтров для авто
Технологически процессы производства авто-фильтров всех видов очень похожи между собой за исключением некоторых особо специфических моделей. Поэтому современные линии выпускаются в универсальном варианте и позволяют наладить одновременный выпуск нескольких типов изделий. Но некоторые различия в технологиях все же имеются.
Воздушные фильтры + Видео как делают
Производство воздушных авто-фильтров выполняется по такой схеме:
- бумажная фильтр-лента подается через барабан и гофрируется с помощью двух крутящихся валов, при этом количество сгибов контролируется встроенным счетчиком;
- готовая «гармошка» подается по конвейеру к циркулярке, которая разрезает ее на одинаковые части;
- алюминиевые формы обрабатываются жидким воском, в каждую вставляются бумажные заготовки, затем вокруг нижних пластинок наносится полиуретан;
- после этого 2 формы соединяются, полиуретан увеличивается в объеме, образуя плотное эластичное покрытие на пластине и «гармошке»;
- изделие вынимается из формы и охлаждается.
Все операции выполняются автоматически. Оператор только укладывает бумажные заготовки на нижнюю пластину, а потом достает уже готовые фильтры и упаковывает их.
Топливные фильтры
Изготовление топливных авто-фильтров имеет аналогичный алгоритм, но с некоторыми дополнениями:
- сначала создается фильтровальный элемент путем гофрирования, нарезки и тепловой сварки;
- отдельно формируется дно и крышка, к которым бумажная «гармошка» крепится посредством полиуретана;
- полученная заготовка соединяется высокочастотной сваркой;
- готовые изделия проверяются в специальной камере под высоким давлением: негерметичные фильтры под его воздействием разрываются.
Проверенные фильтры поддаются сушке, маркируются и упаковываются.
Масляные фильтры
Производство маслофильтров состоит из таких этапов:
- создание фильтр-элемента из сложенной в форме звезды с множеством лучей бумаги, которая приклеивается герметиком к обойме из металла;
- изготовление корпуса из листовой стали – вырезание дисков, формование, окраска;
- штамповка основания с приданием формы и созданием резьбового соединения;
- сборка маслофильтра – соединение корпуса и основания методом вальцевания с прокладкой уплотнителя;
- проверка качества изделия путем опускания в ванну с агрессивным составом.
Маслофильтры, надлежащее качество которых было подтверждено результатом испытания, просушиваются и упаковываются в индивидуальные коробки из гофрокартона.
Оборудование и материалы для производства
Технологическая линия для производства воздушных, топливных и масляных авто-фильтров может включать такие устройства:
- гофро-машина с системой нанесения клеевого состава;
- формовочная машина для полиуретана;
- поворотный стол карусельного типа;
- координатный стол;
- гидростанция с прессом.
Мощность такой линии может составлять 3000 изделий за смену. Она будет практически полностью автоматизирована и обслуживаться одним оператором.
Если производству понадобятся роботы, как на видео выше, то цены на них начинаются от 20-25 тыс долларов США за единицу.
Собрать линию можно самостоятельно, купив каждую машину отдельно. Но это не выгодно ни в финансовом, ни в организационном плане, поскольку специально подобранное, скомпонованное и настроенное оборудование отличается максимальной производительностью. Кроме того, поставщики готовых линий часто предлагают бесплатную доставку, установку, выполнение пуско-наладочных работ с последующим обслуживанием и ремонтом.
Материалами для изготовления авто-фильтров служат:
- полиуретан;
- фильтровальная бумага.
Для производства маслофильтров дополнительно потребуются резиновые прокладки и стальные оцинкованные листы.
Каналы сбыта
Целевыми потребителями авто-фильтров являются компании и торговые сети, занимающиеся продажей автомобильных запчастей, аксессуаров, различных средств и материалов для авто. К их числу относятся:
- оптовые базы;
- посредники и торговые представители;
- авто-магазины;
- СТО и другие автомастерские;
- рыночные торговцы автомобильными товарами.
Начинать работу по налаживанию каналов сбыта следует одновременно с организацией предприятия, когда уже будет определен ассортимент и объем выпускаемой продукции. С такими клиентами следует общаться лично – путем телефонных звонков и персональных встреч. Также полезной может стать рассылка хорошо продуманных коммерческих предложений с прямым указанием выгоды от сотрудничества.
Реклама и маркетинг
Помимо целенаправленной работы с потенциальными покупателями необходимо проводить рекламно-маркетинговую кампанию, направленную на расширение клиентской базы. С этой целью рекомендуется применять следующие инструменты:
- разработку официального сайта предприятия с полной информацией о продукции и доступными вариантами связи;
- активное продвижение собственного бренда в социальных сетях, на тематических и городских форумах;
- использование всех видов онлайн-рекламы (контекстной, тизерной, триггерной, баннерной и др.);
- публикации объявлений в местных СМИ и статей в профильных изданиях;
- установку носителей наружной рекламы – баннеров, билбордов, вывесок.
Также рекомендуется предусмотреть систему скидок для постоянных клиентов.
Пример финансового плана
Масштабы бизнеса зависят от имеющегося в наличии стартового капитала, поэтому затраты на реализацию бизнес-проекта будут сугубо индивидуальными. Для примера рассматривается открытие небольшого предприятия с минимальными вложениями.
Стартовые инвестиции
Основная часть первоначальных затрат пойдет на закупку оборудования. Готовая линия, производящая 3000 авто-фильтров за смену, обойдется в 2200000 рублей. В ее состав входят такие агрегаты:
- станок РК-180 для изготовления круглых торцов;
- гофрировальный станок НГ;
- станок СВП, ВТ с линией С-133/ПВС-133 для создания каркасов;
- сварочный станок для герметизации шва гофрированной заготовки;
- автоматический дозатор УАД;
- ленточный конвейер;
- поворотно-карусельный стол;
- координатный стол;
- пресс-станция.
Если приобретать все станки по отдельности, то на них придется потратить не менее 3500000 рублей плюс расходы на доставку и пуско-наладочные работы. Поэтому свой выбор лучше остановить на готовом комплекте.
С учетом указанной производительности оборудования на месяц потребуется такой объем сырья:
| Наименование | Стоимость за единицу, рублей | Потребность на месяц | Сумма затрат, рублей |
| Полиуретан, м | 6 | 25000 | 150000 |
| Фильтровальная бумага, м | 1,2 | 25000 | 30000 |
| Стальные листы, м | 75 | 10000 | 750000 |
| Всего | 930000 |
Кроме затрат на производство, на стартовом этапе нужно будет вложить средства в обустройство помещения, рекламу и другие потребности бизнеса. В среднем на это потребуются такие суммы:
офисная мебель и оргтехника
Сумма заработной платы, исходя из приведенного выше штатного расписания, составит:
| Должность | Месячный оклад, рублей | Количество работников | ФОТ в месяц, рублей |
| Менеджер–маркетолог | 30000 | 1 | 30000 |
| Оператор линии | 25000 | 2 | 50000 |
| Подсобный рабочий | 20000 | 1 | 20000 |
| Уборщица | 20000 | 1 | 20000 |
| Итого | 120000 |
Дополнительно нужно будет оплачивать аутсорсинговой компании за услуги бухгалтера 10000 рублей в месяц. Всего на эту статью будет уходить 130000 рублей.
Общая сумма постоянных издержек составит:
| Статья затрат | Сумма, рублей |
| Арендная плата | 100000 |
| Коммунальные услуги | 30000 |
| ФОТ | 130000 |
| Реклама | 20000 |
| Сырье | 93000 |
| Непредвиденные расходы | 40000 |
| Итого | 1250000 |
Прибыль и окупаемость
С учетом производительности приобретенной линии, среднерыночных цен и статистических показателей продаж выручка предприятия за 1 месяц полноценной работы должна быть следующей:
| Тип фильтра | Доля в объеме, % | Количество, штук | Оптовая цена за единицу, рублей | Сумма, рублей |
| Топливный | 60 | 39600 | 65 | 2574000 |
| Воздушный | 25 | 16500 | 70 | 1155000 |
| Масляный | 15 | 9900 | 80 | 792000 |
| 66000 | 4521000 |
На основании всех приведенных выше данных можно определить прибыльность предприятия:
| Показатель | Сумма, рублей |
| Доход за месяц | 4521000 |
| Прибыль до налогообложения | 3271000 |
| Налог (УСН 6% от доходов) | 271260 |
| Чистая прибыль | 2999740 |
Таким образом, при условии полной реализации всей произведенной продукции ежемесячная чистая прибыль предприятия, работающего на полную мощность, составит практически 3000000 рублей. Это означает, что вложенные средства окупятся уже на второй месяц.
Однако следует учитывать, что для выхода на такие объемы производства и продаж потребуется как минимум 1–1,5 года. При этом все зависит от правильной организации бизнеса и поиска каналов сбыта готовой продукции. Но в целом такая бизнес-идея считается эффективной по всем статьям.
Как производят воздушные фильтры для автомобилей
Воздушные фильтры для автомобилей играют важную роль в поддержании чистоты и качества воздуха, поступающего в двигатель. Они предотвращают попадание пыли, грязи, песка и других загрязнений, что может привести к износу и поломке двигателя. Процесс производства воздушных фильтров требует использования специальных технологий и соблюдения нескольких этапов.
Один из основных этапов производства воздушных фильтров — это выбор и подготовка материалов. В качестве основного материала обычно используется специальная фильтрующая бумага или ткань, которая обладает высокой степенью фильтрации и удерживает мелкие частицы. Для улучшения эффективности фильтрации могут применяться добавки в виде активированного угля или других веществ.
Следующим этапом производства является изготовление фильтрующего элемента. Технология изготовления может включать в себя различные операции, такие как склеивание, нанесение специального покрытия или пропитки, формование и прессование. Снабжение фильтра элементами крепления и защитной рамы также является важным шагом.
Один из самых важных этапов производства воздушных фильтров — это контроль качества. Заводы-изготовители обычно оснащены специализированными лабораториями, где проводятся испытания всех изготовленных фильтров. Это позволяет проверить их эффективность, пропускную способность, срок службы и другие характеристики перед отправкой на рынок.
Конечный этап — упаковка и отгрузка фильтров. Они могут быть упакованы индивидуально или по несколько штук в одной упаковке. После этого фильтры готовы к отправке на склады или в магазины, где автовладельцы могут приобрести их для последующей установки в свои автомобили.
Таким образом, производство воздушных фильтров для автомобилей — это сложный процесс, требующий применения специальных технологий и контроля качества. Он обеспечивает автовладельцам надежную защиту двигателя от пыли и загрязнений, что является важным элементом в поддержании его работоспособности и продолжительности службы.
Производство воздушных фильтров для автомобилей: основные этапы и технологии
Воздушные фильтры – неотъемлемая часть системы вентиляции автомобиля, которая обеспечивает подачу свежего воздуха в салон и двигатель. Производство воздушных фильтров для автомобилей является сложным и ответственным процессом, который включает несколько основных этапов и требует применения специализированных технологий.
1. Подготовка материалов и компонентов.
Первым этапом производства является подготовка необходимых материалов и компонентов для изготовления воздушных фильтров. Это может включать фиброзное стекловолокно, пластиковые каркасы, клеи, уплотнители и другие элементы, которые будут использоваться в процессе сборки фильтров.
2. Формование фильтров.
На этом этапе происходит формование фильтров с использованием специальных прессов и форм. Фиброзное стекловолокно пропускается через материалоподготовительный аппарат, где ему придаются необходимая текучесть и форма. Затем волокно подвергается термической обработке, чтобы фиксировать его структуру.
3. Сборка и склеивание компонентов.
После формования фильтров происходит их сборка. Каркасы и другие компоненты склеиваются вместе с использованием специальных клеев. Также на этом этапе могут быть установлены дополнительные элементы, такие как уплотнители или крепежные детали.
4. Тестирование и качественный контроль.
После сборки каждый воздушный фильтр проходит тестирование на соответствие установленным спецификациям и требованиям. Это может включать проверку пропускной способности фильтра, его эффективности по задерживанию загрязняющих частиц и других параметров. Также проводится визуальный контроль качества и испытания на прочность и долговечность.
5. Упаковка и отгрузка.
Последним этапом производства является упаковка и отгрузка готовых воздушных фильтров. Это включает упаковку в индивидуальные пленки или коробки с маркировкой и транспортировку до места хранения или отправки потребителям.
Итоги
Производство воздушных фильтров для автомобилей требует соблюдения высоких стандартов качества и особой внимательности на каждом этапе процесса. Использование специализированных технологий, таких как формование и склеивание, обеспечивает максимальную эффективность и долговечность фильтров, что является необходимым для обеспечения надежной работы автомобильных двигателей и систем вентиляции.
Выбор материалов и компонентов
Для производства воздушных фильтров для автомобилей необходимо выбрать подходящие материалы и компоненты, которые обеспечат надежную и эффективную работу фильтра. Вот основные материалы и компоненты, используемые при производстве воздушных фильтров:
- Фильтрующий материал: Основной компонент воздушного фильтра, который улавливает и задерживает пыль, грязь и другие загрязнения из воздуха. Часто используются специальные нефлажковые фильтры, изготовленные из синтетических материалов или бумажной основы. Они обладают высокой пропускной способностью и эффективно задерживают мелкие частицы.
- Рамка фильтра: Служит для поддержания формы фильтра и обеспечения его герметичности. Рамки изготавливаются из металла или пластика. Они должны быть прочными и устойчивыми к воздействию агрессивных сред или высоких температур.
- Прокладки: Используются для обеспечения герметичности между фильтром и корпусом. Прокладки часто изготавливаются из резины или специальных герметиков, которые обладают хорошей упругостью и устойчивостью к различным факторам.
- Крепежные элементы: Воздушные фильтры должны быть надежно закреплены на автомобиле, поэтому необходимы различные крепежные элементы, такие как зажимы, скобы или винты. Они должны быть прочными и надежными.
- Маркировка и этикетки: Для удобства использования воздушных фильтров и информирования потребителя о их характеристиках, на них наносятся маркировка и этикетки, указывающие на бренд, модель, тип и другие параметры.
При выборе материалов и компонентов для воздушных фильтров важно учитывать их качество, устойчивость к агрессивным средам и высоким температурам, а также соответствие требованиям автопроизводителей и стандартам качества.
Таким образом, правильный выбор материалов и компонентов играет важную роль в производстве воздушных фильтров для автомобилей, обеспечивая их надежную и эффективную работу.
Сборка и монтаж
После изготовления всех компонентов воздушного фильтра, происходит его сборка и монтаж. Этот этап включает в себя следующие основные шаги:
1. Установка кожуха
Первым шагом сотрудники производства устанавливают кожух фильтра — внешний пластиковый или металлический корпус, который защищает внутренние компоненты от воздействия внешних факторов и пыли.
2. Установка фильтрующего элемента
После установки кожуха производится установка фильтрующего элемента — специальной сетки, волокнистого материала или другого фильтрующего компонента, который задерживает загрязнения и частицы, попадающие во воздушный поток.
3. Установка крепежных элементов
Далее сотрудники производства устанавливают крепежные элементы, которые обеспечивают надежное соединение между различными компонентами фильтра. Крепежные элементы могут быть различными в зависимости от конструкции фильтра и требований производителя.
4. Проверка качества
После сборки фильтра производится проверка его качества. Каждый фильтр проходит контрольную проверку, чтобы убедиться, что он соответствует установленным стандартам и требованиям качества. В случае обнаружения дефектов фильтр отправляется на исправление или замену.
5. Упаковка и готовность к отправке
После успешной проверки качества фильтры упаковываются в соответствии с требованиями производителя. Они готовы к отправке на склад или непосредственно к покупателям.
Все вышеперечисленные этапы сборки и монтажа воздушных фильтров производятся с использованием специального оборудования и инструментов, обеспечивающих точность и качество работы.
Тестирование и контроль качества
После завершения процесса производства воздушных фильтров для автомобилей проводится тестирование и контроль качества. Это необходимо для обеспечения соответствия продукции установленным стандартам и требованиям безопасности.
Основные этапы тестирования и контроля качества включают:
- Визуальный контроль. На этом этапе проверяется внешний вид и целостность воздушных фильтров. Специалисты осматривают каждый фильтр и убеждаются, что нет повреждений, трещин, неровностей или других дефектов.
- Испытания на прочность. Фильтры подвергаются испытаниям на прочность, чтобы убедиться, что они способны выдерживать требуемые нагрузки и не разрушаются при эксплуатации. Для этого применяются специальные испытательные установки, которые создают давление и другие факторы, схожие с реальными условиями эксплуатации.
- Тестирование эффективности фильтрации. Данный этап включает проверку эффективности фильтрации воздуха. Для этого фильтры подвергаются испытаниям на специальных стендах, где воздух с определенной концентрацией загрязнений пропускается через фильтр, и измеряются уровни загрязнений до и после фильтрации. Эффективность фильтрации измеряется в процентах.
Весь процесс тестирования и контроля качества проводится с использованием специализированных инструментов и оборудования, а также с помощью профессиональных специалистов, знакомых с процессом и требованиями к воздушным фильтрам для автомобилей.
Только после успешного прохождения этапов тестирования и проверки качества воздушные фильтры готовы к поставке на рынок и установке на автомобили.
Упаковка и готовый продукт
После завершения процесса производства воздушных фильтров, они проходят этап упаковки. Упаковка имеет важное значение, так как защищает готовые продукты от повреждений и сохраняет их качество до момента использования.
Первым шагом упаковки является проверка качества каждого воздушного фильтра. Затем фильтры укладываются в специальные контейнеры или коробки, изготовленные из прочного картона или пластика. Упаковка должна быть достаточно прочной, чтобы предотвратить возможные повреждения в процессе транспортировки и хранения. Контейнеры могут иметь отверстия или окна, через которые можно увидеть фильтры, что облегчает контроль качества при доставке.
Внутри каждого контейнера воздушные фильтры могут быть дополнительно упакованы в пленку или пакеты для защиты от пыли, грязи и влаги. Это особенно важно при длительном хранении или транспортировке фильтров.
Когда все фильтры упакованы, на каждом контейнере или упаковке наносится маркировка с информацией о продукте, например, его модели, размере и производителе. Также может быть добавлена информация о технических характеристиках или инструкциях по эксплуатации. Это помогает покупателям и службам сервиса правильно выбрать и использовать воздушные фильтры.
После упаковки готовый продукт готов к отправке на склад или к доставке клиенту. Клиенты могут быть автопроизводителями, дилерами, розничными магазинами или онлайн-покупателями. Благодаря правильной упаковке, воздушные фильтры достигают покупателей в безопасном состоянии и готовы к установке на автомобили.