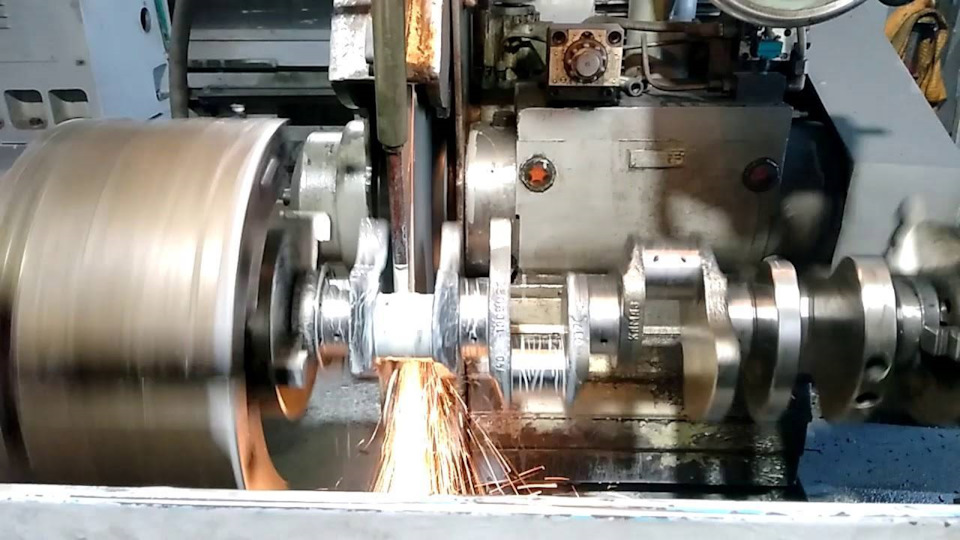
Про технологию изготовления коленчатых валов и про дефекты.

Последний попавший в руки обломок оригинального коленчатого вала заставил снова задуматься о технологии изготовления коленчатых валов и о причинах возникновения трещин. Описываю лишь свои предположения.
1. Заготовка (скорее всего в виде кругляка)
поступает на участок заготовки. На ней делают отбор проб для передачи контролерам.
2. Контролёры проверяют марку стали, рвут образец и проверяют механические характеристики. Образец должен храниться с партией заготовок.
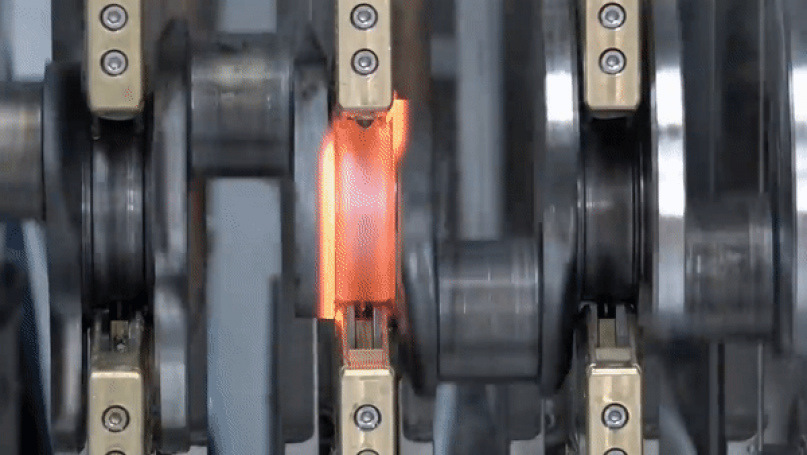
3. Заготовка передаётся на участок горячего штампования,

где ей придаются очертания вала.

Данный способ можно воспринимать двояко. С одной стороны волокна распределяются равномерно
и существенно снижается время на получение заготовки и уменьшается отход металла.
4. После штамповки заготовку передают на участок механической обработки, где в черновую обдирают корку. Скорее всего это делается на большой подаче (нужна скорость) и на большом вылете инструмента (дробление на противовесах).
5.После черновой обработки изделие контролируется, каким-то образом отбраковывается и передаётся на участок термообработки.
6. Предположу, что шейки обрабатывают с помощью ТВЧ,

отсюда HRC 50 в зоне трения вкладыша.
7. После ТВЧ по идее должна быть какая-то контрольная, операция, может на каком-то этапе дефектоскопия и передача на окончательную обработку.
8. Возможно это делают на пятиосевых станках в несколько установов по отработанной программе.
9. После получения финишных размеров и нарезания резьбы шейки шлифуют
, а вал маркируют.
10. Финишная операция контроля и передача на упаковку.
11. Далее складирование и отгрузка.
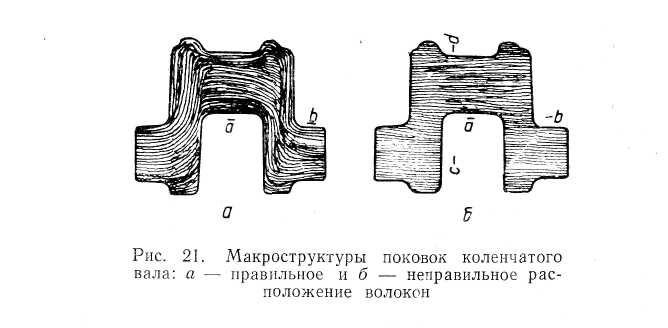
Это в моём представлении на сегодняшний день. По каждому пункту есть много нюансов, в которые я не хочу углубляться. Что здесь на мой взгляд важно — в металле есть волокна

, и в процессе работы вала неизбежно есть изгибающий момент и трещина растёт по волокнам.

Стало быть от способа штамповки (нюансы как на каждом производстве) зависит живучесть вала. Металл от партии к партии может меняться. Почему у поддельного Genmit один вал был сделан из 45х, с второй из 55х? Пересортица? Или не было нужно марки и взяли, что было под рукой? Генмот не говорит, из чего сделаны валы, а менеджер в общих чертах сказал, что валы обрабатываются химически (или он имел ввиду ХТО?). Пока вопросов много.
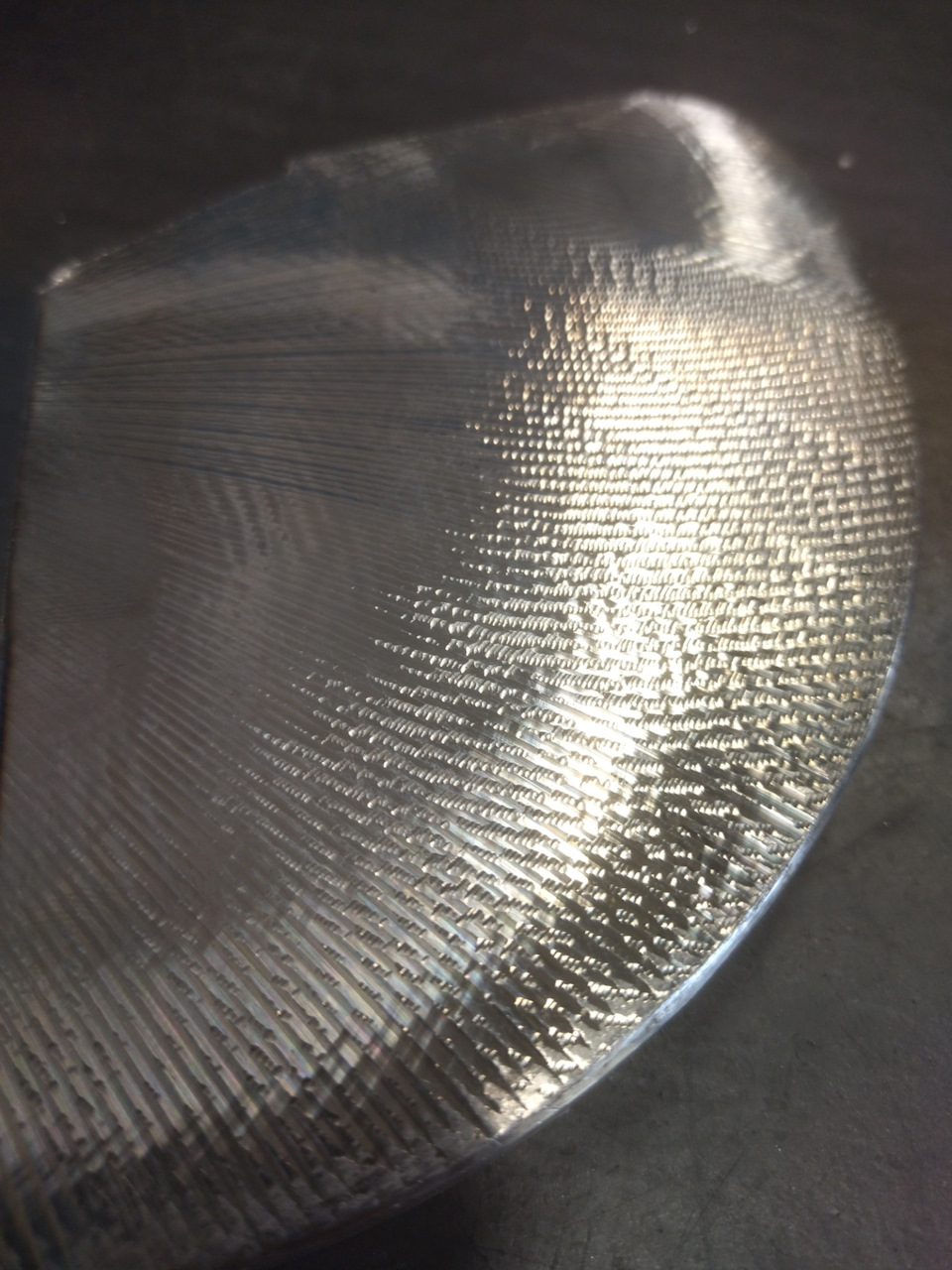
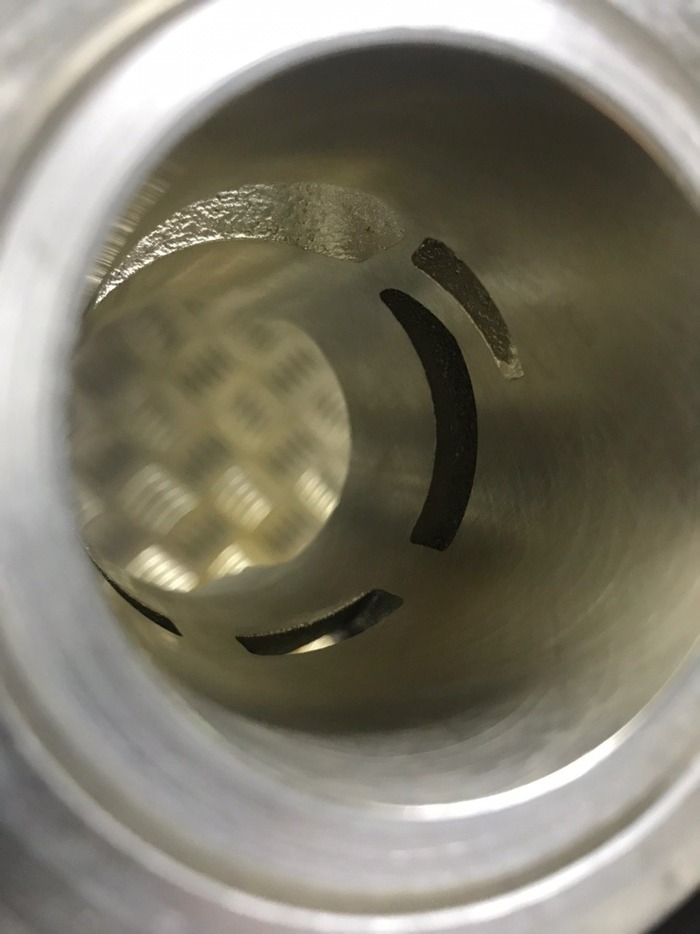
Вложенные фотографии взяты из поиска Яндекса (читаем открытый доступ). Фрагмент вала с синевой

дали в компании LR-DVS по моей поосьбе для исследования не обычной трещины. Обратите внимание, что эта трещина скорее всего уже была при изготовлении вала. Т. Е. Его отштамповали, обработали, и на этапе обработке ТВЧ (если обрабатывалось таковым методом) был локальный прогрев. Такая синева на щеке противовеса мне попадалась часто. В общем вопросов к процессу изготовления прибавилось. С удовольствием приму на исследование ломаный турецкий оригинальный вал (если таковой существует). Нужен фрагмент с одной-двумя шейками.
Изготовление коленчатых валов
Назначение коленчатых валов, условия работы, конструктивные особенности.
Кривошипно-шатунный механизм компрессора, состоящий из коленчатого вала, шатуна, крейцкопфа или поршня, служит для преобразования вращательного движения коленчатого вала в возвратно-поступательное движение крейцкопфа или поршня, а также для передачи усилия с коленчатого вяла на поршень цилиндра для производства работы — сжатия газов.
Коленчатый вал является наиболее нагруженной деталью компрессора, так как всю мощность от двигателя он передает шатунам и масляному насосу. Коленчатый вал во время работы испытывает переменные динамические нагрузки, поэтому он должен быть достаточно жестким, чтобы под действием рабочих нагрузок обеспечивать необходимую точность движения перемещающихся частей, обладать высоким сопротивлением усталости. Трущиеся поверхности коленчатого вала должны иметь высокую износостойкость.
Коленчатые валы отличает ряд конструктивных особенностей, обусловливающих специфику их обработки: цилиндрические поверхности не имеют общей оси — коренные шейки и расположены на одной оси, а шатунные и — на других осях; наличие сравнительно больших плоских поверхностей, не являющихся поверхностями вращения; наличие различного числа колен, расположенных под определенными углами.
Производство коленчатых валов отличается технологией изготовления, применяемым оборудованием, методами термической обработки, подъемно-транспортными средствами.
Материал и способы получения заготовок
Коленчатые валы изготовляют из высококачественной углеродистой стали марок 40 и 45 или легированной стали марки 40Х. Марку стали выбирают так, чтобы обеспечивались высокая пластичность и возможность закалки трущихся поверхностей. В связи с низкими литейными свойствами стали и недопустимостью каких-либо пороков в материале (свойственных стальному литью) заготовки коленчатых валов получают обработкой давлением.
В единичном и мелкосерийном производствах для коленчатых валов заготовками являются поковки. Форма и размеры поковок значительно отличаются от формы и размеров готовых коленчатых валов. Поковки выполняют на мощных парогидравлических прессах.
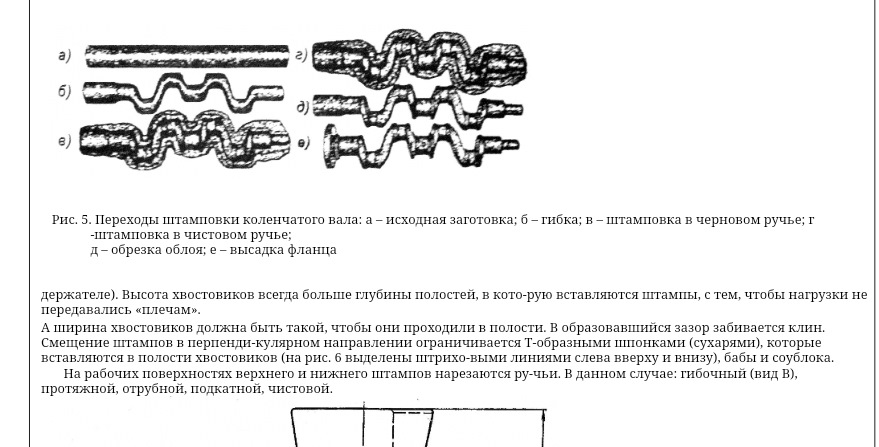
В серийном и крупносерийном производствах заготовки валов получают горячей штамповкой. Штамповка заготовок включает в себя предварительную и окончательную штамповку, обрезку облоя на обрезном прессе, горячую правку в штампах под молотом. Поковки коленчатых валов подвергают термической обработке для получения определенного качества материала.
Штампованные заготовки подвергают нормализации для снятия внутренних напряжений. Режим нормализации: загрузка в печь при 450 °С; нагрев в течение 8 ч до 950 °С; выдержка в печи в течение 3 ч при температуре 950 °С; охлаждение с печью в течение 3 ч до 64и°С; охлаждение на воздухе.
После термической обработки заготовки очищают от окалины. Поковки небольших размеров очищают от окалины путем дробеструйной обдувки, а на крупных поковках окалину снимают пневматическими молотками. Для испытания механических свойств материала поковок припуск на длинном конце вала увеличивают на 60-100 мм (для изготовления образцов). При испытании образцов производят проверку на ударную вязкость, предел текучести, относительное удлинение и твердость.
Весьма перспективно изготовление коленчатых валов из модифицированного литейного чугуна марки ВЧ 50-1,5, так называемого высокопрочного чугуна. Проведены экспериментальные исследования по применению чугунных коленчатых валов для компрессоров средней мощности. Длительные испытания компрессора с литым коленчатым валом показали целесообразность его применения. Литые чугунные коленчатые валы имеют существенные преимущества по сравнению с коваными и штампованными стальными:
возможность получения более рациональных конструктивных форм, например, пустотелых шеек и щек, что помимо облегчения вала позволяет значительно снизить трудоемкость получения масляных каналов;
более высокий коэффициент использования металла за счет меньшего количества снимаемой стружки;
шатунные шейки коленчатых валов из высокопрочного чугуна можно не подвергать термической обработке, так как антифрикционные свойства этого чугуна настолько высоки, что износ шеек без термической обработки меньше, чем у закаленных стальных;
меньше чувствительность чугуна к концентрации напряжений.
Перспективным направлением является применение сборной конструкции коленчатого вала. Коренные и шатунные шейки изготовляют отдельно, затем собирают путем запрессовки в соответствующие отверстия пластин-щек. В этом случае весьма упрощаются как заготовительные процессы, так и процессы механической обработки.
Технология производства гильз
Назначение, условия работы, конструктивные особенности
Гильзы, монтируемые в верхней части блок-картера, являются цилиндрами компрессора, где происходит сжатие газа.
Конструкция компрессора, в которой основная часть цилиндра в виде гильзы выполнена как самостоятельная деталь, имеет ряд технологических и эксплуатационных преимуществ по сравнению с конструкцией с цельнолитыми блоками цилиндров:
простая конструкции и малые габариты гильзы (в сравнении с блоком цилиндров) позволяют получать отливку центробежным способом, обеспечивающим высокое качество отливки и меньший расход металла;
выделение трущейся части блока — цилиндров в самостоятельную деталь в виде гильзы позволяет получить литьем вместо двух корпусных деталей, а именно, блока цилиндров и картера, одну деталь — блок-картер; это уменьшает расход металла, повышает точность взаимного расположения основных поверхностей блок-картера, т. е. улучшает эксплуатационные характеристики компрессора;
значительно снижается стоимость ремонта в тех случаях, когда повреждено зеркало цилиндра: заменяют гильзы, а не дорогостоящие блоки цилиндров.
В процессе работы компрессора стенки гильз испытывают большие давления, температурные деформации и трение, поэтому гильзы должны быть достаточно прочными, их трущиеся поверхности должны иметь высокую износостойкость и твердость и противостоять температурным деформациям.
Как делают коленчатые валы для двигателей.

Но вот раньше по ТБ волосатых на станках обязывали надевать головной убор, чтобы гриву не намотало и скальп не сняло. Сейчас отменили? Или это злостный нарушенец?

Как убрать автомобиль в чемодан?
Это не шутка, а вполне себе серьезная заметка. Автомобиль-чемодан от компании Mazda был первоначально спроектирован и построен в 1991 году в рамках конкурса дизайна, проводимого инженерным отделом.

У одного из инженеров возникла идея: «Что, если бы вы могли выйти из самолета, получить свой багаж и вместо того, чтобы ждать в очереди на такси, просто открыть чемодан и уехать?»
Если сегодня такую проблему можно решить с помощью моноколеса, то на тот момент похожих устройств ещё не существовало. Поэтому, было решено упаковать вполне себе реальный автомобиль в чемодан.

Сборка автомобиля занимает около 15-20 секунд. Автомобиль Mazda Suitcase оснащен двухтактным двигателем объемом 40 куб.см. Запаса топлива хватает примерно на 2 часа езды. Выхлоп выходит через глушитель и через небольшое отверстие в задней части чемодана. Он оснащен функциональными фарами, стоп-сигналами и указателями поворота. Задний тормоз представляет собой небольшой суппорт с приводом и ротор. Максимальная скорость чемодана составляет 45 километров в час.
Ещё больше похожих интересных изобретений можно увидеть в моем Telegram. Там настоящий музей инженерного креатива.

Щёточный коллектор и как судно держит курс?
Приветствую, Дамы и Господа, на связи Гена Инженерский.
И подъехал новый познавательный выпуск!
Мы посмотрим на щёточный коллектор, узнаем его принцип работы, а ещё узнаем как судно держит заданный курс.
Приятного просмотра!🫡
P.S.Буду рад видеть вас на своём авторском канале https://t.me/gena_engineer
Как работает сердце судна? Обзор трёх топливных дизель генераторов
Приветствую дамы и господа на связи Гена Инженерский и сегодня мы посмотрим на сердце нашего судна.
На наши дизель-генераторы
Как выглядит Гребной электродвигатель на судне изнутри?

Постройка двигателя мотосерфа | или 5 стадий принятия неизбежного

Исходные данные
Не каждая инженерная разработка имеет экономическую целесообразность.
Приведенный ниже пример — полностью подтверждает это утверждение.
1. Отрицание (ну не может это стоить так дорого).
В 2017 году мне на глаза попался двигатель мотосерфа (JetSurf).
Узнав его стоимость в 4000 евро я немного опешил и для себя решил, что таких денег он не стоит и я точно смогу сделать дешевле (о как же я ошибался).
Благо, образец для изучения у меня был. Но это не отменяло того факта, что из всех запчастей, купить можно было только карбюратор, а все остальное надо было либо изобретать самому, либо искать максимально похожие аналоги.
Коленвал, цилиндр и поршень удалось подобрать от ямахи аэрокс, картер пришлось проектировать самим, т.к. купить подобный было нереально.
Первая попытка отлить заготовку, обернулась провалом (стенка не пролилась).

Отлитая половинка картера с непролитой стенкой (в мусор)
На второй итерации была несколько доработана модель и картер ушел на фрезеровку, т.к еще раз заморачиваться с литейкой желания не было.
Стоимость фрезеровки составила 45 000 руб, при учете максимального упрощения модели. Из-за чего картер получился брутальным и угловатым. Почему-то в тот момент цена изготовления меня совершенно не смутила, а зря.

Фрезерованный картер
Коленвал мотора тоже пришлось дорабатывать, т.к. не получилось найти подходящую обгонную муфту для привода стартера.
Потратив, еще одну стоимость коленвала на его доработку — начали собирать мотор.

На этапе тестовой сборки стало понятно, что цилиндр стоит низко и надо поставить еще и дистанционный фланец толщиной 7 мм. Обильно промазав этот металлический бутерброд красным герметиком, мы были готовы к первому запуску.
Запуск проводили на своей электрике, собранной на основе китайского зажигания, и как это не странно, мотор завелся.
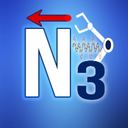
«Двигатель» в сборе
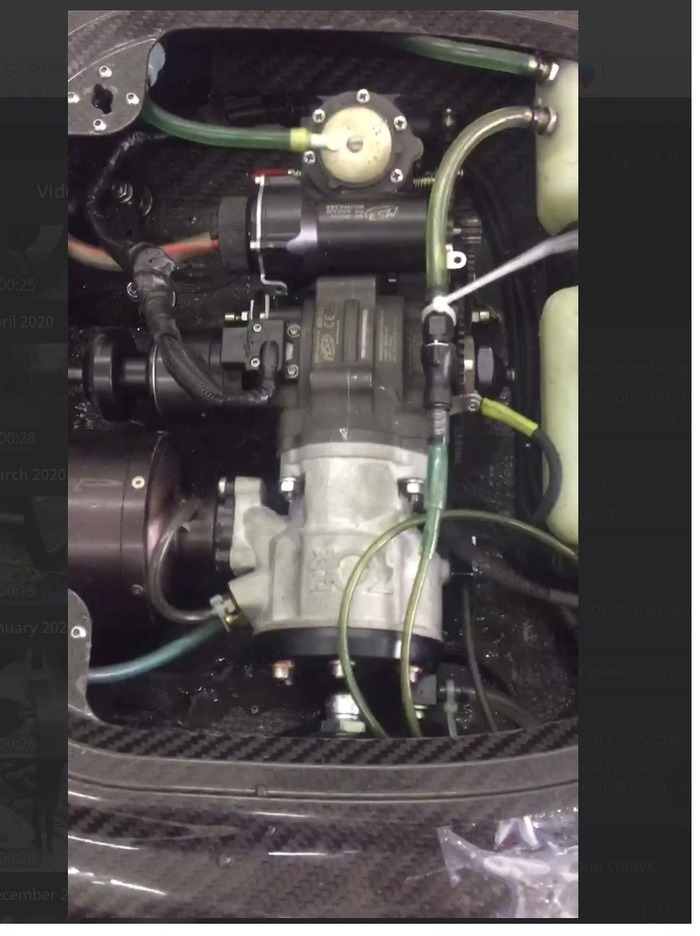
Чувствуя себя победителями по жизни, и прибывая в полной уверенности, что дальше проблемы возникнут только с тратой денег от будущих продаж, мы стали упаковывать мотор в корпус доски.
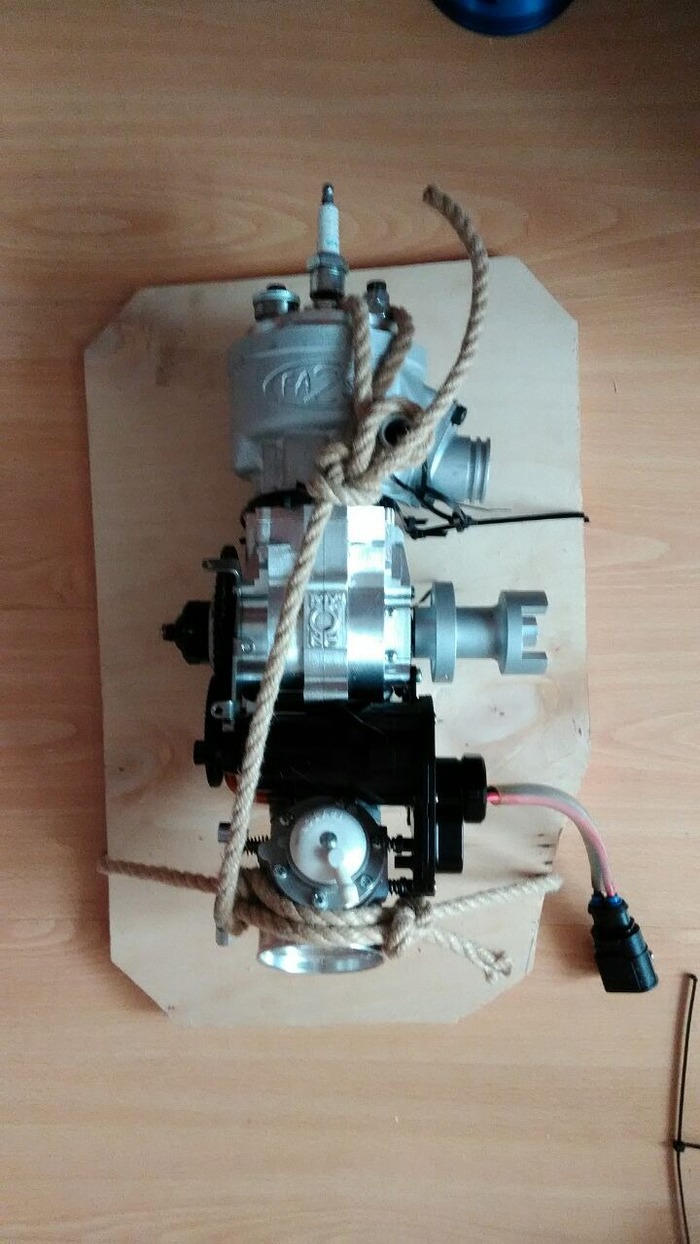
Прикидка компонентов на нижней половине корпуса
Примерно через 3 недели доска вышла на воду и, естественно, никуда не поехала, мотор просто глох, как только водомет погружался в воду.
К слову, водомет мы брали оригинальный, т.к. нужно было быть уверенным в работоспособности хотя бы одного агрегата.

Пушка — гонка (нет)
2. Гнев.
Постоянно ездить на воду к тому моменту уже поднадоело, и было принято решение сварить испытательный бак, чтобы тестировать все гипотезы в нем.
Сварив бак, мы раз за разом стали получать разные значения — т.е. в баке обороты поднимались до 7000-8000 об/мин (завоздушивание водомета), а на воде доска снова никуда не ехала.

Испытательный бак
Возникло предположение, что надо менять высоту окон, т.к. на двухтактном двигателе от их положения сильно зависит момент мотора (а момента мотору как раз и не хватает).
Не долго думая, была выточена гильза и вставлена в цилиндр Ямахи. Естественно, это конструкция тоже никуда не поехала, но вектор был выбран правильно: мотор перестал глохнуть и просто не развивал нужные обороты.
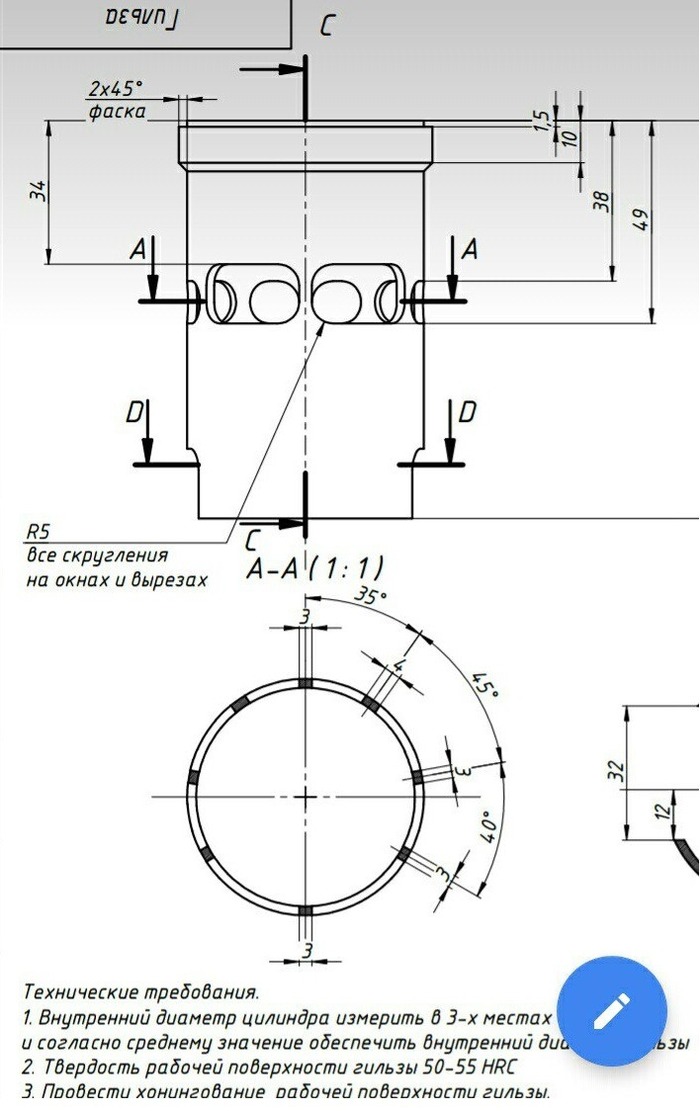
Чертеж гильзы
В конце первого года данной эпопеи мы решили проектировать и отливать свой цилиндр, т.к. по другому проблема не решалась.
Открытым оставался вопрос по внутреннему покрытию цилиндра, ибо, по уму, надо было использовать никасил (гальваническое покрытие стенок цилиндра сплавом никеля и карбида кремния), но поиски подрядчика под это мероприятие результата не принесли.

Первый отлитый цилиндр
3. Торг (ни одно, так другое сработает).
Нас спасет МДО — микро дуговое оксидирование, по крайней мере я так думал, смотря презентацию работы этого покрытия в спортивных четырёхтактных моторах. Вроде бы тот же никасил — но покрытие более похоже на керамику, и не поддается хонингованию (нанесению мелких рисок для удержания масла на поверхности цилиндра)
В двухтактных моторах присутствуют продувочные окна, и было неизвестно, как это покрытие будет работать в местах сопряжение окон с плоскостью цилиндра.
Покрытие МДО
Надо сказать, что снова наступила зима, и у нас не оставалось другого выбора как самим сварить испытательный бассейн, т.к. испытательный бак себя показал плохо, и все водоемы замерли, а испытания надо было продолжать.

3,5*1,2 метра (с обратным каналом)
Мотор с цилиндром покрытым МДО, завелся с пол оборота, и доска наконец-то начала набирать обороты и выдала тягу в 65 кг, что соответствовало показателям конкурентов.

Вода от водомета попадает в обратный канал, проходит круг и сбрасывается на нос доски. Доска на фото электрическая, но сути дела не меняет.
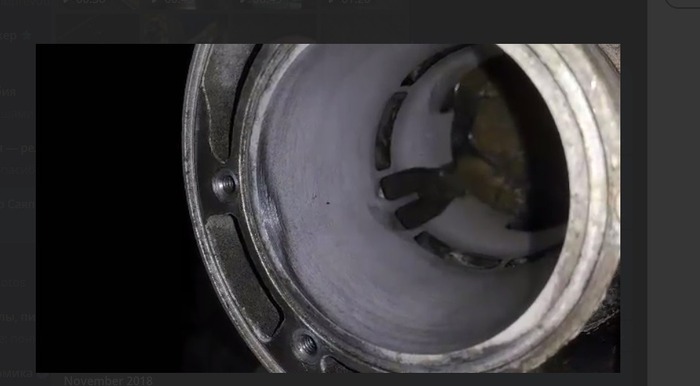
Опять показалось, что вот он успех, но мотор спустя 20 минут заклинил. После разборки внутри было обнаружено много керамической муки, которая съела все подшипники коленвала, поршень и цилиндр.

Съеденное кольцо.
Стало понятно, что надо продолжать поиски никасиля.
Спустя некоторое время я нахожу контакты человека, который, якобы, освоил подобную технологию и без особых надежд, отравляю отливку цилиндра в г. Ковров.
Через 3 недели иду в СДЭК и все так же, без особых надежд, разворачиваю упаковку и вижу настоящий никасиль, да еще и с хонингованием. Оптимизм снова возвращается.
Внутренности нашего первого мотора пали в борьбе с керамической пылью — поэтому все дальнейшие испытания решили проводить уже на доноре (что бы шаг за шагом в нем менять компоненты на наши).
Цилиндры испытывали уже на моторах JS, т.к. картер и коленвал ушли в мусор.
Цилиндр отработали несколько часов в ванне без нареканий, потом пришла весна и испытания переместились на открытую воду — где все так же работало нормально.
Мы не смогли добиться стабильного качества литья, и хоть цилиндры работали отлично, некоторые имели совершенно не товарную пористость.

Отлитый цилиндр (нанесен никосиль, этап перед хонингованием).
4. Депрессия.
Это был успех, но пористость и цена литья не давали покоя.
Большой плюс подобных проектов — это обрастанием кругом знакомств с людьми совершенно разных компетенций, у которых есть очень нестандартное оборудование и идеи его применения.
Такой вундерфафлей стал металлический (SLM) 3Д принтер, на котором мы сделали попытку распечатать еще пару цилиндров для картинга. Т.к. был заказчик готовый их оплатить.
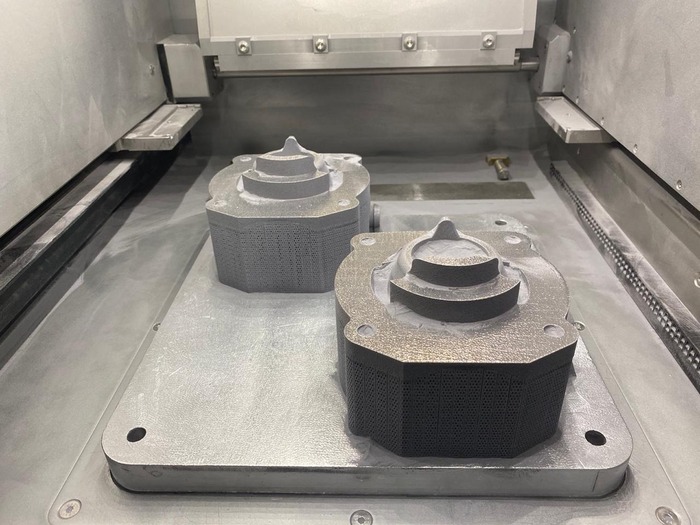
Цилиндры после печати.
Поверхность получилась максимально однородная и никасилирование получилось идеальное.
Картинговый цилиндр (никосилирование, хон выполнен).
Несколько месяцев эксплуатации проблем не выявили, но как мы не крутили и не старалась уменьшить объем материла — себестоимость нашего цилиндра равнялась 33 000 руб, ни о какой конкуренции тут и говорить не приходится.
Примерна такая же картина была с изготовлением картера и системы привода стартера. Т.е. на производстве своего мотора можно было ставить крест.
Хорошо бы это было понять 2 года назад.
5. Принятие.
Последний подход в сторону бензинового мотора был связан с изготовлением своего коленвала, т.к. на рынке запчастей такой компонент представлен не был (можно было купить половину мотора в сборе, а это дорого).
Расчетная цена получалась конкурентоспособной, и мы решили начать.
Ожидаемо в металлолом пошли первые два образца: в первом случае после термообработки заготовку повело, во втором случае была проблема с качеством с обработки шейки обгонной муфты и только 3-я итерация получилась без нареканий.

Красиво, но все пошло в металлолом.
Пока 3-й собранный коленвал наматывал круги на водоеме, мы вовсю пиарили наши достижения. Но за сезон удалось провести только одну замену, т.к. больше клиентов с подобной проблемой не нашлось.
Это приводит ко второму вопросу: куда сбывать товар при очень маленьком рынке? Испытания колена были завершены в конце 2021 год, поэтому ни о каких рынках сбыта кроме РФ — речи уже не шло.
Вывод:
Не всегда надо доказывать себе, что «я могу» и доводить проект до реализации во что бы то ни стало, не обращая внимания на затраты, будущую себестоимость и рынок сбыта. Иногда можно и нужно забить.
Больше интересных статей в нашем блоге на Хабре. Недорогие сервера для ваших проектов — здесь.
Мыльный пузырь, или Почему электрокары не то, чем кажутся
Массовый переход модельного ряда на электротягу даже среди премиальных марок на самом деле тревожная тенденция для мировой автоиндустрии. Во-первых, актуальная повестка накладывает ограничения для производителей: из-за борьбы за чистоту выхлопа СО2 и экологических норм, которые постоянно ужесточаются, ряд бюджетных автомобилей с ДВС вскоре вымрет как класс.

Во-вторых, увеличивается стоимость электричества, что не делает электрокар таким безупречно дешевым в обслуживании, как по умолчанию было принято считать.
В конечном итоге от этого страдает потребитель, чей выбор при смене транспортного средства год за годом сокращается: ему либо приходится переплачивать за «свежее» высокотехнологичное авто, либо выбывать из лизинговой программы и искать что-то дешевле на вторичном рынке с оглядкой на то, что в будущем он таким ТС не сможет полноценно пользоваться. Есть ли лучик света в этом темном царстве «экотеррористов»? Давайте разбираться.
Бренды негодуют
Зимой нынешнего года Европейский парламент принял постановление о снижении уровня выбросов СО2 на 100% с 2035 года во всех странах блока. Данный мораторий вызвал массу протестов среди многих участников Евросоюза. В числе наиболее ярых противников такого решения оказались Венгрия, Германия, Италия, Чехия, Словакия, Польша и Румыния, то есть все те страны, на территории которых имеется действующее автомобильное производство.

Среди аргументов, направленных против принятия такого решения, значилось серьезное сокращение модельного ряда конкретных марок, сокращение рабочих мест на предприятиях и связанные с этим финансовые потери, которые обязательно последуют.
Так, директор отдела продаж Skoda Мартин Ян заявил: если новый экологический стандарт Евро-7 вступит в силу, это вынудит марку отказаться от выпуска трех популярных моделей Fabia, Scala и Kamiq, а также закрыть сборочную площадку, где в настоящий момент трудятся три тысячи человек.

В соответствии с актуальными директивами стандарт Евро-7 планируется ввести в 2025 году. Это вынудит производителей легковых машин сохранять заявленные экологические характеристики на протяжении 10 лет или 200 тыс. км пробега. Будут ужесточены и полевые испытания для всех новых моделей, такие как диапазон температур (от -10°С до +45°С), скорость, перепад высот и другое.
Это значит, что автобрендам потребуется инвестировать большие средства в адаптацию существующих силовых агрегатов к новым нормам. Эксперты считают, что затраты не успеют окупиться до введения полного запрета на продажи машин с ДВС, который будет введен в Европе в 2035 году.
То есть выпуск многих «бюджетников» станет экономически невыгодным: хэтчбек Fabia стоимостью более 20.000 фунтов стерлингов будет никому не нужен (стоимость новой модели в Британии сегодня не превышает 18.600 фунтов стерлингов и 15.000 евро в странах Европы). Напомним, что один только отказ Skoda от сборки собственных автомобилей в Калужской области России стоил марке более 700 млн евро.
В свою очередь министр транспорта Германии Фолькер Виссинг высказал еще более радикальный протест против внедрения «экологического постановления». Он возглавил коалицию против запрета выпуска машин с ДВС среди стран, означенных выше, и потребовал у Европарламента его отмены.
В качестве альтернативного решения ситуации он предложил оставить производителям возможность использования ДВС на синтетическом топливе. Оно углеродно-нейтральное и может выступать в качестве альтернативы электричеству. «Запрет на двигатель внутреннего сгорания, когда он может работать без вреда для климата, кажется нам неправильным подходом», – подчеркнул Виссинг.
Также германский министр указал на вероятность массовых увольнений в связи с радикальным переустройством автомобильной индустрии. Начало этому уже положено: концерн Ford, к примеру, электрифицируя свой модельный ряд для Европы, планирует сократить около пяти тысяч рабочих мест в Германии, Великобритании и Испании.
Электрокар не такой уж и «зеленый»
Как следует из экспертных отчетов компаний Polestar и Rivian, сделанных специально для Межправительственной группы экспертов по изменению климата, даже 100-процентный переход мировых автобрендов на выпуск одних только машин на электротяге не поможет снизить парниковый эффект на планете.
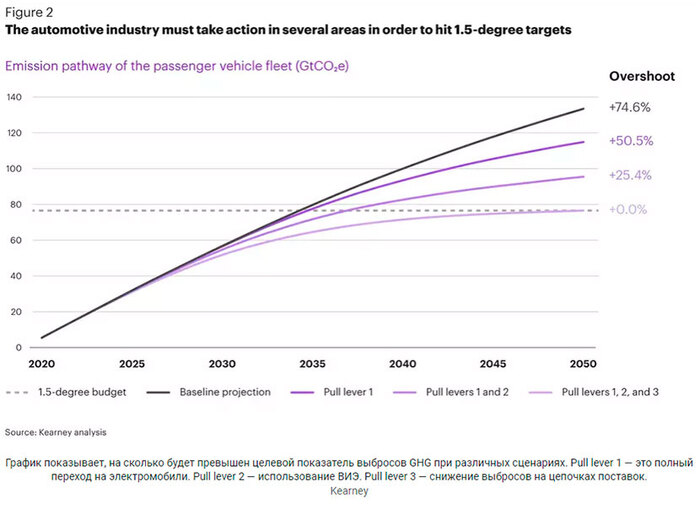
По данным из документа, при нынешнем положении дел бюджет эмиссии СО2e (различные виды парниковых газов, приведенные к общей единице измерения; составляет 75-80 гигатонн) будет исчерпан уже к 2035 году, а к 2050-му выбросы GHG превысят целевые показатели на 75%.
Проблему можно решить лишь общими усилиями, считают авторы отчета. Правда, их предложения слишком радикальные и вдобавок должны реализовываться в комплексе. Скажем, недостаточно увеличить долю электрокаров в общих продажах с нынешних 6% до почти 100% к 2032 году – нужно еще заряжать их только электричеством из возобновляемых источников. Но даже в этом случае перерасход выбросов GHG будет около 25%. Снизить их до нуля поможет декарбонизация цепочек поставок.

А вот на этом уровне у компаний всё очень плохо. Из-за батарей электромобили в среднем дают на 35-50% больше парниковых газов при производстве, чем машины с ДВС. Чтобы остаться в рамках эмиссии, необходимо через 9 лет снизить ее на 81%. Задача практически нереализуемая, потому что потребует изменения структуры энергопотребления (никакого ископаемого топлива в принципе) и внедрения новых дорогостоящих технологий. Это и материалы, и батарейная химия, и технологии производства чугуна с использованием водорода, и много другое. Но из-за дороговизны экологических проектов, направленных на работу с принципиально иным сырьем с перспективой массового производства, в настоящий момент из них действую единицы.
Немного о стоимости содержания «электрички»
А теперь поговорим про самый насущный показатель эксплуатации электромобиля – его содержание. Согласно отчету аналитического агентства Anderson Economic Group (AEG), американские автомобилисты, владеющие электрокаром, при общем годовом пробеге 12 тысяч миль в 2022 году тратили больше, чем их коллеги, владеющие авто с ДВС!
В IV квартале 2022 года стоимость 100 миль (161 км) пути на автомобиле с бензиновым мотором снизилась более чем на $2. Для автомобиля средней ценовой категории она составила 11,29$ – это примерно на 31 цент дешевле стоимости 100 миль на электрокаре того же сегмента в случае зарядки от домашней розетки. Если же пользоваться общественной зарядной станцией, то разница в цене составит более чем $3.

Рост стоимости бензина сделал электромобили выгодной альтернативной традиционным машинам в 2021-м и большей части 2022 года. Однако из-за подорожания электроэнергии и снижения стоимости бензина топливные автомобили стали более экономичными, прокомментировали исследование в AEG. Кроме того, большинство электрокаров по-прежнему слишком дорого для жителей США. Основной ассортимент превышает планку $50.000, что не по карману многим: 52% американцев назвали именно цену электрокаров главным отталкивающим фактором. Большинство (62%) видит своим следующим автомобилем машину с ДВС, несмотря на усилия правительства по продвижению «батарейного» транспорта.
Какой из всего сказанного выше можно сделать вывод? Помните анекдот про мужиков в гараже, которые после третьей бутылки приходят к выводу, что покупать «электричку» Tesla все-таки можно, но только дизельную и на «механике»? Собственно в нем и заключена глубинная народная мудрость, которая звучит, что называется, на злобу дня.

Единственным выходом из патовой экологической ситуации автобренды видят лишь переход на альтернативные источники энергии: марки Porsche и Lamborghini активно инвестируют в ДВС, работающий на синтетическом топливе, а Toyota делает большие ставки на свой грядущий Prius, который будет оснащен водородным мотором. Volvo же и вовсе пустилась в разработку «зеленой» стали, а также увлеклась совместным с Audi и швейцарской фирмой Climeworks проектом – запуском установки по захвату СО2 из атмосферы. Но это уже и вовсе сюжет из научной фантастики.
Что же остается простым обывателям? Увы, немного. Либо выходить из лизинговой программы, навязывающей смену ТС каждые три года, и находить надежный старый автомобиль, регулярно вкладывая средства в его содержание, но быть готовым к ограничениям, либо постоянно переплачивать за высокотехнологичный, но одноразовый электрический пепелац. Грустно, но как есть…
Технология производства коленчатых валов
Коленчатые валы относятся к числу наиболее ответственных деталей ДВС, работающих в условиях знакопеременных динамических нагрузок. Шейки коленчатых валов испытывают высокие удельные нагрузки при наличии трения скольжения.
По конструкции коленчатые валы бывают (в зависимости от типа, размера и других показателей двигателей) целыми и составными из двух-трех групп кривошипов (колен), которые, в свою очередь, бывают целыми, полусоставными (отдельно выполняется рамовая шейка) и составными (отдельное изготовление рамовых и мотылевых шеек). Различия в конструкции определяют и различия в технологическом, процессе изготовления коленчатого вала.
К материалу коленчатых валов предъявляются весьма высокие требования. Для коленчатых валов обычно применяются углеродистые стали марок 35, 40, 45 и 50Г, которые по сравнению с легированными менее склонны к возникновению различного рода пороков и не требуют сложной термической обработки.
Коленчатые валы быстроходных двигателей, в зависимости от степени напряженности, изготовляют из сталей 45, 40Х, ЗОХМА, 40ХНМА и 18Х2Н4ВА. Последняя отличается высокими показателями прочности и ударной вязкости, а также износостойкости.
Для улучшения поверхностной твердости и износостойкости шеек валов их подвергают закалке токами высокой частоты до 50-55 HRC. Твердость шеек и усталостную прочность всего вала из сталей 18Х2Н4ВА и 40ХНМА иногда повышают азотированием, местным наклепом и дробеструйной обработкой.
Находят применение и коленчатые валы, изготовленные из модифицированного и высокопрочного чугуна (например, ВЧ50) с шаровидной формой графита для двигателей самого различного назначения.
Заготовки коленчатых валов получают свободной ковкой, штамповкой и отливкой.
Свободной ковкой получают заготовки валов крупных двигателей, выпускаемых малыми сериями, для которых нецелесообразно делать сложные и дорогие штампы. Из-за сложности конфигурации валов заготовки только отдаленно напоминают окончательную форму, поэтому при обработке удаляется большое количество металла.
При свободной ковке обжимаются только рамовые шейки (рис. 10, а). Колена выполняются способом передачи металла. На протянутой из слитка пластине делают кузнечным топором с двух сторон надрубку, а затем отжимают металл трехгранником. Передвигают несколько ниже боек и смещают металл. Последовательно путем передачи металла образуют колена I, II, III. Затем, делая по концам заготовки уступы, получают концевые рамовые (коренные) шейки, фланец и пробные бруски (рис. 10, б). Для получения колен, расположенных под углом, одно колено зажимают между бойками, а соединение с другим разворачивают рычагом и краном (шейку предварительно нагревают во избежание разрыва металла).
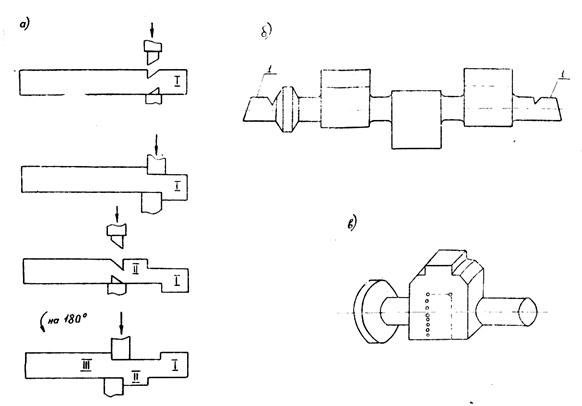
Рис. 10. Заготовки коленчатых валов
В валах, откованных подобным образом, мотылевые шейки получают вырезкой металла в сплошных коленах (рис. 10, б), что является существенным недостатком данного способа, так как при этом перерезаются волокна и ослабляется прочность металла вала.
Заготовки валов быстроходных двигателей, выпускаемых, как правило, большими сериями, получают штамповкой в закрытых штампах (при значительных размерах валов штамповка производится по частям в секционных штампах). При этом методе волокна в заготовке идут по контуру вала без отрыва.
Небольшие валы штампуют из проката, более крупные — из слитков. Для удаления пороков с наружной поверхности слиток подвергается механической обработке, затем его слегка осаживают по оси и протягивают на пластину.
Непосредственно после ковки (штамповки) заготовки подвергают термической обработке: обычной нормализации (при t = 850 °С) для углеродистых и низколегированных сталей и высокой нормализации для легированных сталей (например, для 18Х2Н4ВА при t = 950 °С). Цель термообработки — улучшить структуру металла после возможного перегрева или наклепа при ковке, устранить напряжение и облегчить последующую черновую обработку на станках.
Литые заготовки получают в земляных формах (для крупных двигателей), при этом шейки отливаются полыми, или в оболочковых формах (для автотракторных двигателей). Литые заготовки подвергаются рентгенографическому контролю для выявления внутренних скрытых раковин.
Требования к механической обработке заготовок коленчатых валов следующие:
1) оси всех рамовых шеек должны лежать на одной прямой. Несоосность рамовых (коренных) шеек при соосных опорах рамы приводит к появлению в вале дополнительных напряжений (постоянного знака) и к увеличению опорных реакций. Допуск абсолютного радиального биения составляет 0,03-0,04 мм при dШ £ 180 мм и 0,05-0,06 мм для шеек большего диаметра (абсолютное биение — биение шейки относительно оси, проходящей через крайние рамовые шейки), допуск относительного радиального биения соседних коренных шеек — не более 0,02 мм при dШ £ 180 мм и не более 0,03-0,04 мм для большего диаметра;
2) ось каждой мотылевой (шатунной) шейки должна быть параллельна оси рамовых шеек. Допуск параллельности осей — 0,03 мм на 100 мм длины;
3) торцевая плоскость соединительного фланца должна быть перпендикулярна к оси вала. Допуск торцевого биения при жестком соединении фланца — не более 0,005 мм на каждые 100 мм диаметра, при прочих соединениях — не более 0,03 мм на 100 мм диаметра.
4) углы разворота между мотылями относительно любого мотыля, принятого за базу, должны быть выдержаны в пределах ± 30 °;
5) обработка по размерам (рис. 11) ведется с точностью, указанной в табл. 3;
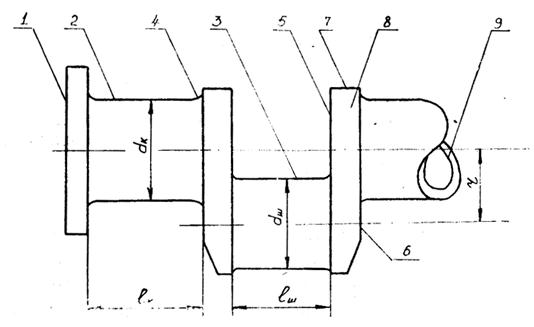
Рис. 11. Обрабатываемые поверхности коленчатого вала
Точность обработки коленчатого вала
| Размер | Поле допуска | Примечание |
| dК | h 6 | Для валов всех диаметров |
| dШ | h 6 | Для валов всех диаметров |
| lК | H 10 | Длина коренных шеек |
| lШ | H 10 | Длина шатунной шейки в случае фиксации по ней шатуна от осевого перемещения |
| r | ± 0,15 мм | На 100 мм радиуса кривошипа (r – радиус кривошипа) |
6) механические свойства валов должны соответствовать показателям, установленным в зависимости от марки стали и категории прочности. Обязательными показателями механических свойств являются предел текучести, относительное сужение, ударная вязкость и твердость;
7) каждый коленчатый вал должен быть динамически сбалансирован. Одно- и двухколенные валы, а также валы, работающие с частотой вращения n-1, допускается балансировать статически. Допускаемый дисбаланс указывается в рабочем чертеже;
8) шероховатость обработанных поверхностей коленчатых валов указана в табл. 4.
Шероховатость обработки коленчатого вала
| Номер поверхности | Шероховатость поверхности Ra, мкм | Примечание |
| 1,6 | ||
| 2, 3 | 0,2 | Для шеек с dШ < 100 мм |
| 2, 3 | 0,4 | Для шеек с dШ > 100 мм |
| 0,8 | Для шеек на подшипниках качения | |
| 0,4 | Все галтели | |
| 5, 6, 7, 8 | 12,5 | Для тихоходных двигателей |
| 5, 6, 7, 8 | 0,4 | Для быстроходных двигателей (валы из легированных сталей) |
| 1,6…0,8 | Все отверстия |
Применяется следующий технологический процесс изготовления коленчатого вала двигателя средней мощности при мелкосерийном производстве из цельнокованой заготовки с учетом:
1) обдирочные операции отделяются от чистовых;
2) наибольшие трудности в механической обработке коленчатых валов обусловливаются их относительно малой жесткостью, поэтому для обеспечения наименьших деформаций валы устанавливают и закрепляют по поверхностям, расположенным как можно ближе к обрабатываемым частям вала;
3) пробные бруски у легированных сталей обычно отрезаются в механическом цехе после термообработки, у углеродистых сталей — в кузнечном цехе после поковки вала.
— операция 05 — проверка поковки, разметка под обработку. В механический цех поковка может поступать либо в виде пластины, либо в уже частично обработанном виде (рамовые шейки предварительно образованы, колена развернуты — рис. 10, б). Ниже рассматривается второй случай. Операция производится на разметочной плите с помощью обычных приспособлений;
— операция 10 — зацентровка торцев на горизонтально-сверлильном или специальном центровочном станке;
— операция 15 — обдирка рамовых шеек, наружных сторон щек, затылков мотылей, скосов. Операция выполняется на крупногабаритном токарном станке, как правило, снабженном двумя или четырьмя суппортами, которые располагаются с передней и задней сторон станка. Вал устанавливают одним концом в кулачки патрона, другой конец поддерживается центром. Прежде всего производят обдирку и обточку шеек под люнеты, причем вначале обтачивают крайнюю шейку со стороны задней бабки. Чтобы избежать быстрого износа и разработки центрового отверстия, используют вращающийся задний центр. После обработки крайней шейки вал снимают с центра и устанавливают на люнет. Обработка в люнетах дает возможность снимать стружку большого сечения, не опасаясь прогиба вала. После черновой обточки оставляют припуск 3-5 мм на сторону для чистовой обработки;
— операция 20 — фрезерование боковых поверхностей щек. Операция производится на продольно-фрезерном станке при установке коленчатого вала в призмах. Установочной базой служат рамовые шейки. На чистовую обработку оставляют припуск около 5 мм;
— операция 25 — разметка контура мотылей для вырезки металла (формирование мотылей). Поскольку вырезка может производиться несколькими способами (высверливанием, выстрогиванием и др.), то и разметка производится по-разному. В первом случае по контуру мотыля размечают и закернивают все отверстия, подлежащие сверлению, с перекрытием друг друга на 2-3 мм; во втором размечается только граница долбления и два вспомогательных отверстия в углах контура для поворота и вывода резца (рис. 10, в);
— операция 30 — вырезка (высверливание) металла для образования кривошипа (мотыля). Удаление металла может производиться следующими способами:
— высверливание по контуру;
— долбление по контуру;
— вырезка круглой или ленточной пилой;
Метод высверливания материала требует последующей зачистки долблением оставшейся зубчатой поверхности, чтобы при обточке мотылевой шейки предохранить резец от ударов.
Весьма производительный метод — газовая резка. Ранее считалось, что она вредно влияет на структуру металла. Однако, оставляя припуски 5-10 мм, можно в дальнейшем полностью удалить дефектный слой;
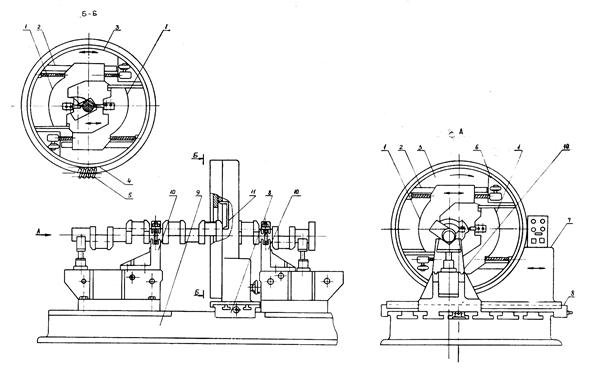
Рис. 12. Обточка мотылевых шеек вала на станке с вращающимся суппортом
— операция 35 — черновая обточка мотылевых шеек и внутренних сторон щек. Применяется специальный станок с вращающимся суппортом (рис. 12). Коленчатый вал укладывают рамовыми шейками как базовыми поверхностями на призматические стойки 10, установленные на станине станка 9. Коленчатый вал закрепляют неподвижно. Корпус 7 суппорта может передвигаться вдоль станины 9станка; кроме того, он снабжен направляющими 8 для поперечного перемещения. Внутри корпуса суппорта помещено кольцо 3, снабженное зубчатым ободом 4и получающее вращательное движение от червяка 5, — таким образом осуществляется главное движение инструмента. К кольцу прикреплены две призматические направляющие 2, по которым в радиальном направлении передвигаются два суппорта 1с резцами. Движение передается от электродвигателя 6.
Ось обрабатываемой мотылевой шейки совмещают с осью вращающегося кольца поворотом коленчатого вала вокруг оси и поперечным передвижением корпуса суппорта 7. Для проверки установки вала служит скоба 11, которой измеряют расстояние от накерненного центра мотылевой шейки на наружной стороне щеки до внутреннего пояска на вращающемся кольце. При обточке шейки резец подается продольным движением корпуса. Для подрезки внутренних сторон щек подачу осуществляют радиальным перемещением суппортов с резцами. Одновременно обтачивают закругления на нижних поверхностях щек.
При отсутствии станка с вращающимся суппортом моты левые шейки обтачивают на токарных станках (рис. 13). На концы коленчатого вала надевают диски 5, снабженные центровыми втулками 2, положение которых должно соответствовать осям обтачиваемых мотылевых шеек.
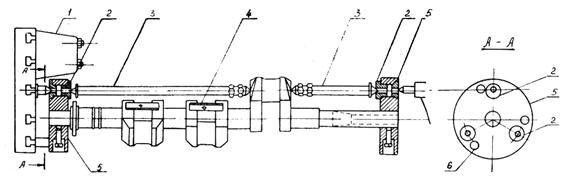
Рис. 13. Обточка мотылевых шеек на токарном станке
Диски для вала устанавливают на плите, тщательно выверяя их угловое положение по разметочным рискам. Чтобы увеличить жесткость вала и уменьшить деформации, между щеками и дисками по оси центров станка устанавливают распорки 3, а не обрабатываемые в данной установке мотыли скрепляют планками 4и болтами. Вращение валу передают поводком через отверстие 6в диске. Из-за вращения больших неуравновешенных масс такой метод малопроизводителен и недостаточно точен. Прикрепление к планшайбе тяжелого свинцового противовеса 1 лишь частично устраняет этот недостаток;
— операция 40 — сверление отверстий в шейках. Отверстия в рамовых шейках обрабатывают на универсально-расточном или горизонтально-сверлильном станке. Их сверлят спиральными сверлами, а затем растачивают борштангой с резцами. Подобным же образом обрабатывают отверстия в мотылевых шейках. Если эти отверстия недоступны для обработки инструментом, установленным в шпинделе станка (мешают фланцы или соседние колена), то используют угловые машинки с коническими передачами с приводом от электродвигателя или станка;
— операция 45 — термообработка. Для углеродистых сталей — отпуск (нагрев до 600-650 °С и охлаждение с печью), для легированных сталей — закалка при 800 °С и высокий отпуск при 500 °С;
— операция 50 — разметка под обработку боковых и наружных плоскостей, скосов и затылков щек — производится на разметочной плите;
— операция 55 — чистовая строжка или фрезеровка боковых сторон щек — производится на поперечно-строгальном или фрезерном станке;
— операция 60 — окончательная обточка затылков, скосов и наружных плоскостей щек — выполняется на токарном станке при установке в центрах;
— операция 65 — перецентровка вала. Необходимость этой операции обосновывается тем, что при обработке затылков, скосов, наружных сторон щек (особенно при обдирочных операциях) центровые отверстия разбиваются и уже не могут служить надежной установочной базой при обработке рамовых шеек. На универсально-расточном станке растачивают пояски в отверстиях рамовых шеек по концам вала. В эти пояски вставляют центровые пробки для последующей установки вала в центры токарного станка.
В некоторых случаях перецентровку производят после термообработки, а обработку затылков, скосов наружных плоскостей щек — в одной операции с обработкой рамовых шеек;
— операция 70 — окончательная обточка рамовых шеек.
Для обеспечения надлежащей точности обработку проводят в следующей последовательности. Сначала обрабатывают все шейки с припуском 0,4-0,5 мм на сторону, идя от крайних шеек к средним с установкой люнетов под обработанные шейки. Последние проходы часто ведут резцами с широкой режущей кромкой при глубине резания 0,1 мм и подаче 10-15 мм/об. Галтели обрабатывают широкими фасонными резцами;
— операция 75 — чистовая обточка мотылевых шеек и внутренних сторон щек — производится на станке с вращающимся суппортом. Ось мотылевой шейки совмещают с осью вращающегося кольца. В этой же операции может производиться полировка мотылевых шеек. Тогда на суппорте вместо резцов закрепляется деревянная колодка с наждачным полотном;
— операция 80 — разметка отверстий на фланце и шпоночного паза для посадки шестерни привода;
— операция 85 — сверление наклонных смазочных отверстий — производится на радиально-сверлильном станке, устанавливая вал под углом. У крупных валов эту операцию производят на универсально-расточном станке;
— операция 90 — сверление и зенкерование отверстий во фланце с припуском и развертывание их совместно с фланцем присоединяемого вала — производится на горизонтально-сверлильном или универсально-расточном станке;
— операция 95 — фрезерование шпоночного паза на вертикально-фрезерном станке;
— операция 100 — отделка рамовых шеек. Применяется шлифование, полирование, чаще микрошлифование (суперфиниширование). Для последнего создан ряд специальных станков, где бруски автоматически прижимаются к шейкам вала, а также специальные приспособления, позволяющие производить суперфиниширование на токарном станке. Суперфиниширование производится абразивными брусками с зернистостью 400-600. Продукты износа брусков с частицами металла смываются струей керосина. Припуск на суперфиниширование составляет 0,003-0,015 мм.
Полирование производится эластичными кругами, на которые нанесена абразивная паста. Круги изготавливаются из войлока, фетра, бязи, парусины и кожи; скорость вращения кругов до 40 м/с.
Суперфиниширование и полирование не устраняют погрешности формы.
Притирка применяется в тех случаях, когда необходимо обеспечить высокую точность размеров и требуемую шероховатость поверхности шейки. Она производится чугунными или медными притирами с притирочными пастами, состоящими из мелкозернистого абразивного порошка, смешанного с парафином, маслом, керосином и другими жидкостями. Припуск на притирку 0,005-0,020 мм.
Шлифование мотылевых шеек коленчатых валов меньших размеров может производиться на специальных шлифовальных станках, чаще всего с двухсторонним приводом (рис. 14).
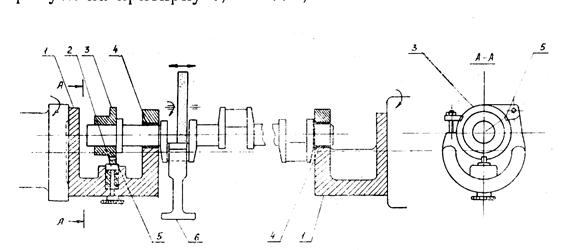
Рис. 14. Шлифование мотылевых шеек
Вал концевыми коренными шейками устанавливают в патроны 1 с эксцентрично расположенными гнездами 4. Все мотылевые шейки шлифуют на одном станке с трех позиций. Для этого на конец вала надевают делительный диск 3, снабженный тремя пазами 5для фиксирующего штифта 2. Положение паза 5 при надевании диска должно строго соответствовать отверстию ближайшей мотылевой шейки, что проверяется специальным калибром. На каждой позиции шлифуют пару мотылевых шеек, расположенных в одной плоскости. Шлифуемые шейки поддерживают люнетами 6. При шлифовании шеек используют приборы с индикаторами, позволяющие измерять диаметр во время работы станка;
— операция 105 — балансировка коленчатого вала — производится на специальном балансировочном приспособлении (статическая балансировка) или балансировочном станке (динамическая балансировка).
Балансировка коленчатых валов. На балансировку коленчатого вала следует обратить самое серьезное внимание, ибо при значительной частоте вращения неуравновешенные массы вызывают вибрацию, повышенный износ и даже нарушение правильного функционирования двигателя.
Устранение неуравновешенности решается путем включения в технологический процесс изготовления операции балансировки — статической или динамической. Балансировку не следует смешивать с уравновешиванием поршневых двигателей, при котором решается чисто конструктивная задача взаимного уравновешивания в самом двигателе сил инерции движущихся частей.
Статическая балансировка. При вращении вала, когда центр тяжести его не лежит на оси вращения, возникает центробежная сила
где m — масса вала, равная G/g; r — расстояние центра тяжести вала от оси вращения; w — угловая скорость вращения, равная (πn)/30; n — частота вращения вала; G — вес вала.
Неуравновешенность вала может являться следствием не только его неправильного изготовления и сборки, но и неравномерной плотности металла.
Задачей статической балансировки является совмещение центра тяжести коленчатого вала с осью вращения. Процесс осуществляется с помощью приспособления, состоящего из двух параллельных пластин-ножей. Коленчатый вал с неуравновешенной массой, перекатываясь по ножам, самоустанавливается так, что его центр тяжести занимает низшее положение. Уравновешивая вал путем удаления металла или добавления противовеса, добиваются его нейтрального положения. Таким образом центр тяжести вала совмещают с осью вращения и устраняют действие центробежной силы Q.
Динамическая балансировка. Рассмотрим два случая неуравновешенности (рис. 15).
В первом случае (рис. 15, а) отношение длины к диаметру невелико. Предположим, что влияние неуравновешенности сводится к действию груза М, расположенного в какой-либо точке на окружности диска.
При балансировке важно обеспечить положение центра тяжести диска на оси вращения, что достигается прикреплением груза М1. Причем взаимное расположение грузов М и М1 по длине диска в данном случае не играет существенного значения, так как длина диска невелика.
Во втором случае (рис. 15, б) длина детали значительно больше диаметра. Балансируя эту деталь статически, мы находим значение неуравновешенной массы. Однако здесь уже не безразлично положение уравновешивающего груза по длине, так как в случае расположения его в точках А или В при вращении детали возникает момент от пары центробежных сил, равный соответственно mrw 2 l2 или mrw 2 l1 (М=М1=М2).
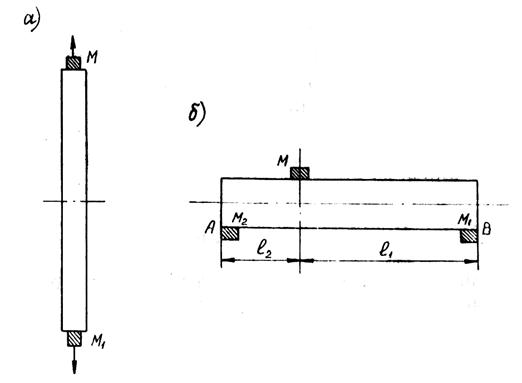
Рис. 15. Балансировка коленчатых валов
Отсюда следует, что при балансировке длинной детали (в частности, коленчатого вала) необходимо обеспечить совпадение оси вращения с осью инерции.
Балансировка, обеспечивающая соблюдение такого условия, называется динамической. Динамическое уравновешивание коленчатых валов основано на теоретической предпосылке, что любое число центробежных сил, действующих на вал, может быть приведено к двум равнодействующим центробежным силам, приложенным в плоскостях двух крайних торцов вала. При динамической балансировке добиваются уравновешивания как центробежных сил, так и пары сил. Следует отметить, что динамическое балансирование предполагает наличие и статического балансирования.
В процессе динамической балансировки:
— определяют значение и направление неуравновешенных сил;
— устраняют неуравновешенность, прибавляя или снимая уравновешивающие массы в двух произвольно выбранных плоскостях приведения, расположенных перпендикулярно к оси вращения.
Принцип работы балансировочных станков состоит в том, что вал устанавливается на две упругие опоры, поддерживаемые пружинами. При вращении неуравновешенного вала возникают колебания опор. Эти колебания измеряют при наибольших амплитудах, т.е. в условиях резонанса вала и опоры.
Балансировку выполняют сначала в одной плоскости приведения, для чего одну опору жестко закрепляют. Колебания системы происходят в вертикальной плоскости относительно неподвижной опоры. Для уравновешивания к валу прикрепляют грузы. Затем таким же образом уравновешивают вал и в другой плоскости, закрепляя уже другую опору.
Избыточные массы удаляют фрезерованием.
В настоящее время балансировочные станки снабжаются электрическими и оптическими устройствами. В частности, на станках с упругими опорами используют электрические методы компенсации дисбаланса с использованием индукционных датчиков.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями: