О прокладках ГБЦ – популярно

Введение в тему
Вот группа молодых мастеров беседует о деталях двигателя. О прокладках они упоминают вскользь – мол, одноразовые и не очень дорогие детали. Чтобы их менять, особой квалификации не требуется. То ли дело поршни, кольца, вкладыши!
Такая логика – удел новичков. А опытный водитель или механик знает, что разгерметизация стыков в двигателе чревата серьезными неприятностями. Да что там, она просто недопустима. На первом месте, здесь стоит соединение блока с головкой. Эта пара уплотняется деталью, именуемой «прокладка под головку блока цилиндров». В обиходе ее называют проще – прокладка ГБЦ.
Любая наука начинается с классификации, в том числе и наука автомобильная. Последуем этому правилу.

Всем известные мягкие прокладки ГБЦ
Прокладки ГБЦ подразделяют на три большие группы: мягкие, металлические и комбинированные. В таком делении есть условность. Комбинированными являются любые современные прокладки, поскольку состоят из нескольких материалов. Но один из материалов является преобладающим – он-то и дает название группе.
Наибольшее распространение получили мягкие прокладки. Это своеобразный «слоеный пирог», в основе которого перфорированная жесть, покрытая с двух сторон одним или несколькими слоями полимерной композиции. Именно об этих деталях мы поговорим сегодня.
Тяжелая служба
Прокладка ГБЦ работает в очень жестких условиях, к тому же неодинаковых для различных участков сопрягаемых поверхностей. Не утомляя читателей цифрами, обрисуем лишь качественную картину.
По периметру гильзы на прокладку действуют газы в довольно широком диапазоне давлений и температур – от морозного воздуха на зимней стоянке до агрессивного взрыва смеси при работе двигателя. В масляных и жидкостных каналах циркулируют далеко не безобидные масло и антифриз, правда при гораздо меньших давлениях и температурах.
При рабочем ходе поршня головка блока стремится переместиться вверх, вытягивая шпильки. Естественно, процесс этот циклический. Поэтому прокладка подвергается пульсирующему сжатию, а шпильки или болты – пульсирующему растяжению.

Тепловые мостики между цилиндрами позволяют снизить локальные температурные напряжения
Но и это еще не все. В стыке ГБЦ при работе двигателя усиливаются локальные тепловые нагрузки – в частности, в зонах между соседними цилиндрами. Поэтому монтажные усилия должны обеспечивать в прокладке напряжения сжатия, компенсирующие и давление газов, и температурные напряжения.
И если температурные нагрузки на прокладки ГБЦ у дизелей зачастую меньше, чем у бензиновых двигателей, то по давлению условия их работы гораздо тяжелее. Это, конечно, сказывается на моментах затяжки.
Изготавливаем прокладку
Для лучшего понимания принципа работы прокладки ознакомимся с ее изготовлением. Разумеется, речь пойдет о заводских технологиях.
Сначала собирается прокладочное полотно. Последовательность здесь такова. Берется рулонная жесть и перфорируется на прессе. Теперь в жести появились зубчики для сцепления со слоем мягкой полимерной композиции.
Здесь же в цехе изготавливается полимерная композиция в виде специальной бумаги. Когда-то она содержала асбестовые волокна, а после запрета асбеста Правилами ЕЭК ООН этот природный минерал заменили другими ингредиентами. Не исключено, что сегодня, когда стандарты и ТУ в условиях санкций меняются, асбест в автомобиль вернется.
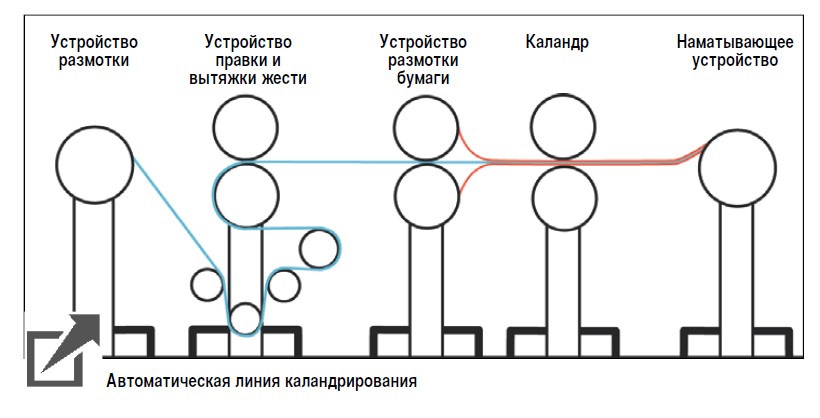
Теперь соберем прокладочное полотно. Перфорированная жесть, играющая роль арматуры, обкладывается бумагой, и полученная слоистая конструкция пропускается через обжимные валки (каландры). Далее проводится обмазка, пропитка и вулканизация полученного полотна.
Надежность будущих деталей во многом определяется качеством полимерной композиции, покрывающей жесть. Именно за счет упругой деформации этих полимерных слоев, «приваренных» к металлическому каркасу, происходит уплотнение стыка блока цилиндров с головкой.
Однако технология покрытия металлического каркаса возможна только при наличии на предприятии специальной машины для изготовления бумаги. Например, на ярославском заводе «Фритекс» такое оборудование есть. Это дает завидную оперативность при переходе на новые изделия. В этом случае в бумагоделательную машину просто заправляется масса нужной рецептуры. За рубежом подобную технологию использует немецкая компания «Френцелит» (Frenzelit).
Если же машины для производства бумаги на предприятии нет, не беда. В этом случае для получения полимерного покрытия металлический каркас обкладывают не бумагой, а специально приготовленной массой. Так поступали, например, на заводе АТИ в Егорьевске, когда завод еще существовал. Родоначальник этой технологии фирма «Элринг» Elring, тоже немецкая.
Далее применяются следующие операции: вырубка прокладок на прессах; вырубка окантовок для отверстий камер сгорания и жидкостных каналов; окантовка отверстий в прокладке и калибровка. И заканчивается процесс финишной термообработкой в камере.
Куда наносить герметик?
Все видели на готовых прокладках полоски герметика – чаще всего красного цвета. Ясно, что его наносят в зоны недостаточного сжатия прокладки при монтаже. Но как определить эти зоны?
Для этого в лаборатории проводят эксперимент. Контрольную прокладку зажимают в стыке «блок-головка» вместе со специальным индикатором – бумагой «Фуджи» (Fuji), которая меняет свой цвет в зависимости от давления.
Потом разбирают соединение – и вот они, зоны, проступили на бумаге! После этого на серийные прокладки в проблемных местах наносят упомянутый герметик. Эта операция, выполняемая методом трафаретной печати, обеспечивает герметичность, исключая течи масла или охлаждающей жидкости.
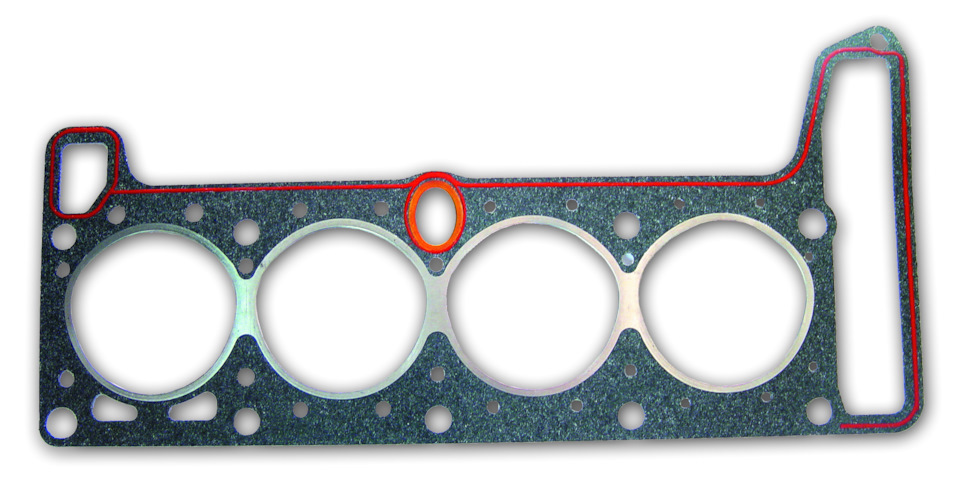
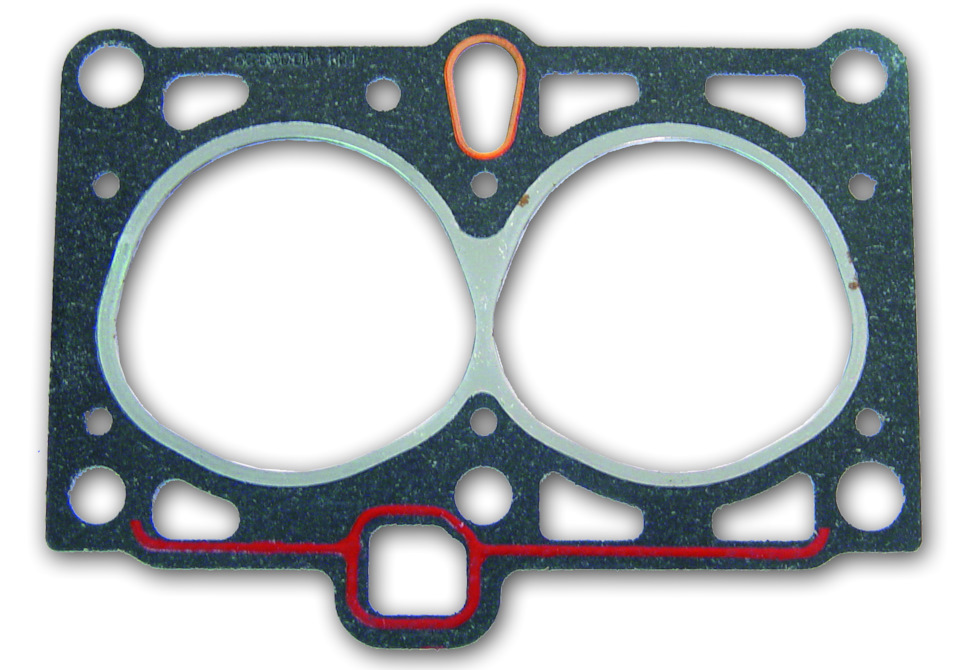
Усиление уплотняющих свойств в проблемных зонах методом нанесения герметика
Зачем прокладкам лазер?
Вырубочный штамп – очень дорогой инструмент, он окупается лишь при крупносерийном производстве. А что делать, если партия прокладок невелика? Или вообще требуется изготовить несколько опытных образцов?
В этих случаях применяют классическое для малых серий решение, которое в машиностроении называют «замена позиционной обработки последовательной». Например, используют вместо вырубки вырезку по контуру.
Резка может быть плазменной или лазерной – все зависит от желания и возможностей предприятия. Самое простое решение – двухкоординатный станок с ЧПУ и твердотельный лазер. Последний имеет небольшие габариты, что позволяет разместить его прямо на станке.
Прокладки ГБЦ – товар ходовой, а контурная вырезка позволит освоить очень широкий ассортимент изделий, в том числе и для иномарок. Вырезали изделие по контуру, испытали – и можно заказывать вырубочный штамп.
Сделали – и что дальше?
А дальше заказчику, в эксплуатацию! Правильная технология (не зря же мы о ней рассказали!) обеспечит необходимые упруго-пластические свойства прокладки. Эти показатели формально оцениваются сжимаемостью, восстанавливаемостью и усадкой.
Возьмем, например, сжимаемость прокладки. Чем она ниже, тем строже будут требования к качеству уплотняемых поверхностей. И наоборот – высокая сжимаемость «простит» некоторые огрехи этих поверхностей. Иными словами, сжимаемость определяет ту самую герметичность стыка, без которой уплотнение – не уплотнение, и ремонт – не ремонт.
А оптимальное сочетание сжимаемости и восстанавливаемости позволит обойтись без дополнительных подтяжек головки блока и регулировок зазоров клапанов.
Для моториста вся эта информация выражается в цифрах момента затяжки шпилек или болтов, внесенных в инструкцию по эксплуатации автомобиля.
Внимание: фальсификация!
Иногда механикам попадаются некондиционные прокладки ГБЦ. Понятно, что с такими «запчастями» о качественном выполнении ремонта говорить не приходится.
Подобная «продукция» при неплохом внешнем виде (цвет, фактура, графитовое покрытие и т.д.) изготавливается из низкокачественных комплектующих. Это либо китайская асбестовая бумага, произведенная без какой-либо нормативной документации, либо обычный асбестовый паронит, либо материалы, вообще не имеющие отношения к уплотнительным технологиям, – например теплоизоляционная асбестовая бумага.
Жесть при изготовлении таких прокладках применяется не той марки, что предусмотрена ТУ, а перфорация имеет неправильную форму. В результате ее зубцы недостаточно надежно фиксируют бумагу, что приводит к нарушению герметичности и расслоениям.
И, наконец, об окантовках отверстий. Нередко они выполнены небрежно, с заусенцами, гофрами и нарушением геометрии каналов. Доходит до смешного: встречаются детали с меньшим числом отверстий, чем положено по чертежу!
Что в результате? Некондиционная прокладка не уплотняет камеры сгорания, способствует попаданию масла в систему охлаждения, антифриза – в систему смазки и обеих жидкостей – в цилиндры. Двигатель начинает «троить», перегревается, не тянет, чихает и в итоге глохнет. Механик меняет прокладку, и… если она опять оказывается поддельной, история повторяется. Не меньше приключений сулит и некондиционная прокладка для газопровода.
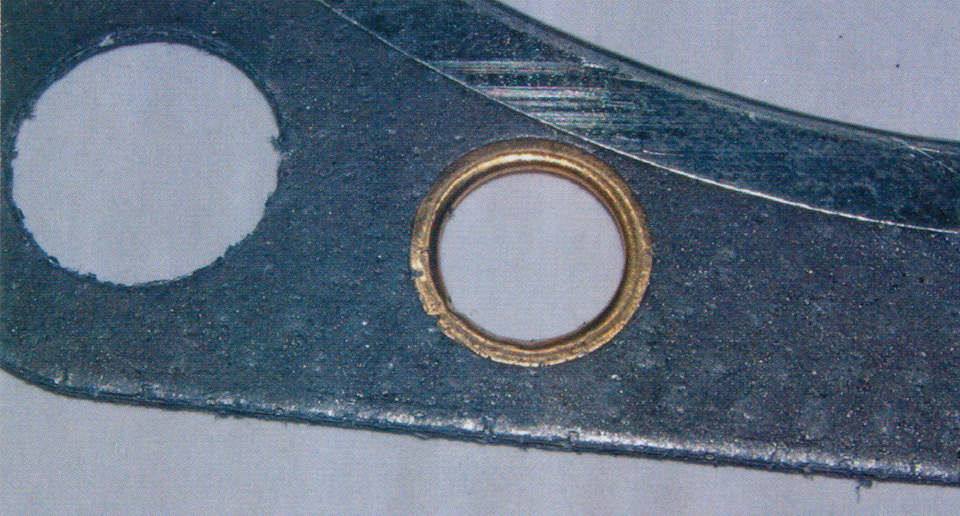
Окантовка каналов водяного охлаждения прокладки неизвестного производителя. Фланец окантовки имеет трещины
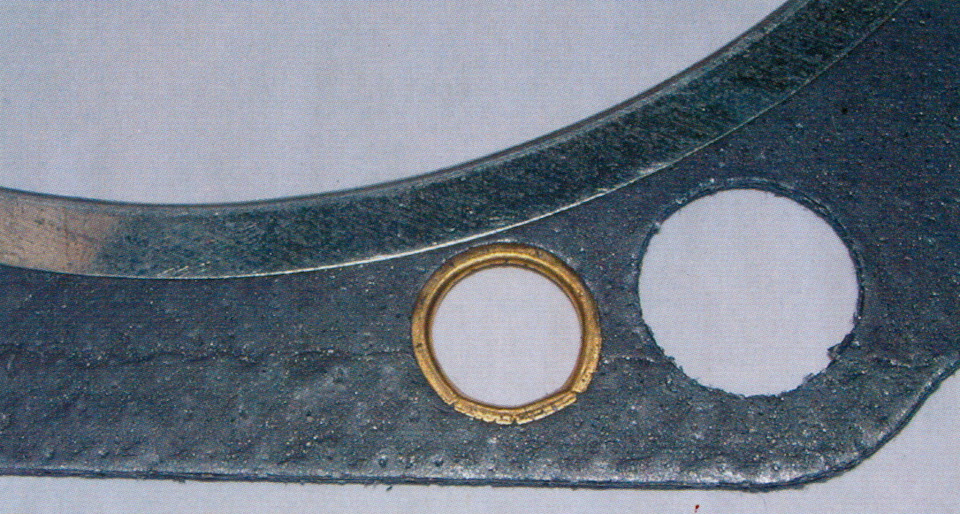
Тот же дефект, но в другой прокладке. То есть случай распространенный
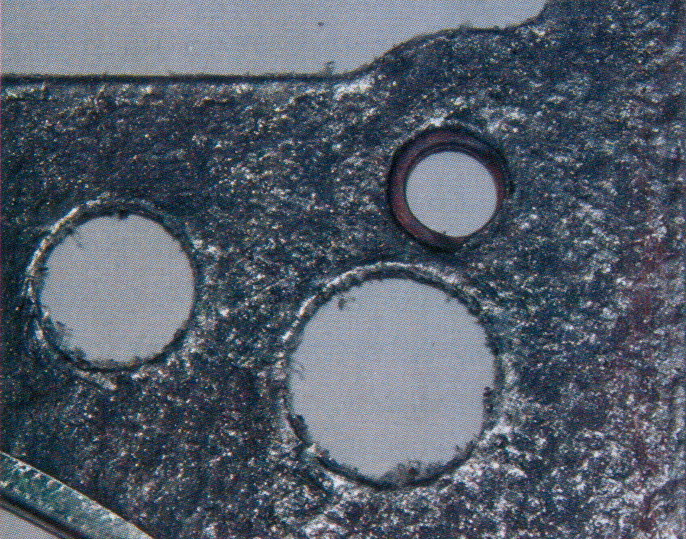
Окантовка масляного канала перекошена и замята

Окантовка масляного канала имеет гофры и вмятины
Но это еще не все. Недобросовестные «производители» нередко используют для своих прокладок товарные знаки известных компаний. А это уже не просто подделка – это контрафакт с нарушением исключительных интеллектуальных прав добросовестного производителя. С нанесением урона его репутации.
Поэтому, с какой стороны ни посмотри, покупать поддельные прокладки нельзя. Ни с технической, ни с юридической точек зрения. Да и с экономической тоже. Арифметика простая: сэкономив копейки, вы рискуете потратить кругленькую сумму на ремонт двигателя. Так что будьте внимательны при покупке.
Прокладка – двигатель прогресса
Но вернемся к добросовестным производителям. Напомним основные тенденции моторостроения, влияющие на развитие прокладочных материалов. По мнению ведущих производителей уплотнений, тенденции таковы:
• компактный дизайн двигателя, малая площадь уплотняемой поверхности, «мягкие» отливки самого блока и ГБЦ;
• рост числа малогабаритных дизелей;
• увеличение рабочих температур и пиков давления при сгорании смеси;
• полный отказ от дополнительных «подтяжек» прокладки;
• унификация технологий, появление единых стандартов для автомобильных прокладок;
• предполагаемое увеличение срока гарантии на герметичность любого соединения.
Таким образом, конструкторы двигателей непрерывно совершенствуют свои детища. Значит, производители прокладок не должны отставать от моторостроителей? Нет, они должны идти впереди. Иными словами, им нужно быть постоянно готовыми к заказу на «прокладку завтрашнего дня».
Из какого материала можно сделать прокладки для двигателя?
Из асбестованного поронита. Поронит, это бумага пропитанная битумной смолой. Но все же под головку блока цилиндров следует устанавливать прокладки заводского изготовления. Они металлизированы, огнестойкие и имеют металлическую окантовку на всех отверстиях, что предотвращает просечку. А просечка, это и жидкость в цилиндре, что увеличивает детонацию со всеми вытекающими, и попадание рабочей смеси и отработавших газов в полости охлаждения, что чревато и взрывом блока, и пожаром.
Простые бумажные можно вырезать из плотного котрона обведя старые если они в нормальном состоянии, резиновые из резины, но в магазинных есть добавление пробковой крошки,если серые паранитовые то из паранита он продаётся в автомагазинах в виде листов примерно 50см*50см(но сейчас не везде его продают)А проще всего купить готовый комплект прокладок и не тратить время на их вырезание. Так же не стоит забывать что есть прокладки которые ставят на высокотемпературный герметик (многим нравится ABRO- красный)
Из чего можно вырезать прокладку на двигатель
Прокладка на двигатель является одним из важных элементов в автомобиле, выполняющим функцию изоляции и герметизации соединений в различных узлах мотора. Она служит для предотвращения протекания масла, газов и других рабочих жидкостей, а также защищает двигатель от попадания пыли и грязи. Прокладка выполняет несколько задач, включая обеспечение надежности работы двигателя, предотвращение утечки рабочих жидкостей, а также снижение вибраций и шумов, связанных с работой двигателя. В этой статье мы рассмотрим различные материалы, из которых можно изготовить прокладку на двигатель, и их основные преимущества и недостатки.
Материалы для прокладок на двигатель
Вырезка прокладки на двигатель может быть выполнена из различных материалов, каждый из которых имеет свои особенности и характеристики. Однако, выбор материала должен быть обоснован, учитывая температурные режимы и эксплуатационные условия двигателя.
Один из самых распространенных материалов, используемых для изготовления прокладок на двигатели, это металлический лист, обычно изготовленный из специальных сплавов. Это самый прочный и стойкий к высоким температурам материал, но он не обладает гибкостью и эластичностью, что может привести к его деформации при монтаже и работе двигателя.
Еще один популярный материал для прокладок на двигатели это карбоновый материал, который обладает не только высокой прочностью, но и отличными термическими свойствами. Карбоновые прокладки способны выдерживать высокие температуры и имеют низкую теплопроводность, что позволяет им долго сохранять целостность и надежность в условиях экстремальной нагрузки.
Преимущества и недостатки различных материалов
Каждый материал для прокладок на двигатель имеет свои преимущества и недостатки. Металлические прокладки обладают высокой прочностью и устойчивостью к высоким температурам, что делает их идеальным выбором для автомобилей с мощными двигателями. Однако, они могут быть не подходящим выбором для автомобилей с низкой компрессией или турбированными двигателями, так как они не гибкие и могут вызвать утечку.
Карбоновые прокладки на двигатель, в свою очередь, обладают высокой упругостью и гибкостью, что позволяет им прекрасно подстраиваться под поверхность и максимально герметизировать соединения мотора. Они также имеют высокую устойчивость к теплу и химическим воздействиям, что делает их идеальным выбором для автомобилей с высокой компрессией и турбированным двигателем. Однако, карбоновые прокладки могут быть дороже и менее долговечными, чем металлические.
Рекомендации по выбору прокладки на двигатель
При выборе прокладки на двигатель необходимо учитывать герметичность, прочность и термическую стойкость материала. Важно также обратить внимание на спецификации автомобиля и требования производителя. Если вы не уверены, какой материал прокладки выбрать, лучше проконсультироваться с профессионалами или специалистами по автомобильному обслуживанию.
В заключение, выбор прокладки на двигатель — это важный шаг для обеспечения надежной работы автомобиля. Правильно подобранный материал прокладки позволит предотвратить утечку рабочих жидкостей, снизить шумы и вибрации, а также повысить общую надежность двигателя. Используйте рекомендации и рекомендации производителя для выбора самого подходящего материала для вашего автомобиля.
Паронитовые прокладки для двигателей внутреннего сгорания
Автомобильный двигатель является весьма сложным механизмом, состоящим из большого количества взаимосвязанных между собой деталей. В основе работы движка стоит взаимосвязь газов и жидкостей, циркулирующих внутри системы. Естественно, для безупречной работы корпус двигателя внутреннего сгорания должен быть максимально герметичен. Его непроницаемость гарантирует идеальное давление во всей системе. Чтобы избежать таких неприятностей, как внезапная протечка, при скреплении деталей двигателя применяются специализированные прокладки.

Разновидности прокладок
Для каждого соединительного узла двигателя существует своя, специально предназначенная прокладка. Изготовляют такие запчасти тоже из разных материалов, напрямую зависящих от спецназначения и среды «обитания». Безусловно, и форма прокладок весьма разнообразна. Она зависит от формы узлов, стык которых уплотняет. По видам уплотнительный материал делится на четыре части: безасбестовый, тале — асбестовый, паронитовый, цельнометаллический. Каждый материал по-своему актуален, но для максимально прочного соединения в водопроводах и газ воздухопроводах большей популярностью у современных мастеров пользуются паронитовые прокладки.
Производство паронитовых прокладок
Паронитовый уплотнитель изготавливают при помощи прессования асбеста и каучука. Благодаря наличию армированной металлической сетки, полезные свойства изделия только увеличиваются. Герметизирующий материал паронит при повышении давления способен достичь текучего вязкого состояния. В таком виде материал заполняет все изъяны, надежно соединяя все узлы. К тому же паронит очень пластичен. Легко режется и беспрепятственно принимает самые различные формы.
Изготавливаются паронитовые прокладки на специальном высокоуровневом программно-аппаратном оборудовании, что разрешает выпускать уплотняющие детали различной формы. Применение плоттерной резки позволяет производить данную продукцию всевозможных размеров и любой сложности. Все виды паронита вы можете найти на странице каталога https://nvph.ru/paronit/
Сферы использования паронитовых автопрокладок
Паронитовые автопрокладки делятся на несколько видов: прокладка паронитовая общего назначения, маслобензостойкие, кислостойкие, армированные. При таких показателях, как t =+ 200 °C и p = 40 бар можно использовать неармированное паранитовое изделие. Если показатели температуры и давления гораздо выше, то лучше использовать уже армированный уплотнитель.
Паронитовые прокладки широко применяются во многих сферах деятельности. Металлургия, пищпром, нефтегазовое и коммунальное хозяйства. Очень часто данное изделие применяется при герметизации систем водоснабжения. Помимо двигателей внутреннего сгорания, прокладки из паронита нашли свое применение во всевозможных насосах, а также газобаллонной и отопительной системах.
Преимущества паронитовых изделий
Высокая термоустойчивость отличает изделие из паронита от других прокладок. Этот факт позволяет использовать паронитовые прокладки практически во всех двигателях внутреннего сгорания. Такие изделия стойко переносят высокое давление, благодаря тщательному прессованию волокна из асбеста. Паронитовые прокладки отличаются особой упругостью, эластичностью. Для большей выносливости их окантовывают тончайшим слоем мягкого металла. Прокладки двигателя паронит. При правильной эксплуатации и соблюдении инструкций паронитовые прокладки прослужат вам верой и правдой долгие годы.