Как гильзуют блок цилиндров?

Когда расточка блока цилиндров невозможна, остается один способ вернуть к жизни изношенный
блок – это гильзовка. Гильзовка – установка ремонтных гильз в блок цилиндров. Для этого
отверстия в блоке цилиндров растачиваются под размер ремонтных гильз, при этом точность
обработки должна быть достаточно высока, чтобы обеспечить нужный натяг при посадке гильзы в
блок цилиндров. Величина натяга зависит от материала блока, толщины перегородок между
цилиндрами и.т.д. Например, при гильзовке чугунного блока гильза устанавливается с натягом в
0,07-0,08 мм. При гильзовке алюминиевого блока, в зависимости от сплава блока и толщины
стенок между цилиндрами натяг составляет от 0,04 до 0,08 мм. От продольного смещения гильзу
удерживает упор, который может располагаться, как снизу, когда гильза своим основанием
упирается в блок цилиндров, так и с сверху, когда бурт наверху гильзы опирается на проточку в
блоке цилиндров.

Первый этап гильзовки – это расточка отверстия в блоке цилиндров и доработка гильзы до
нужных размеров.

Второй этап – это запрессовка гильз. Для этого блок цилиндров нагревается до 80-100⁰С, а сами гильзы охлаждаются в жидком азоте (температура кипения азота -195,8°C). После этой процедуры
гильза от руки заходит в отверстие блока.


После этого, гильзы на специальном прессе осаживаются с определенным усилием, чтобы
исключить возможное проседание гильзы в процессе эксплуатации.
Третий этап – расточка гильзы. Блок цилиндров устанавливается на расточной станок и
производится расточка отверстий цилиндров с припуском на последующую хонинговку.
Четвертый этап – обработка плоскости или плоскостей сопряжения с ГБЦ.

Далее блок цилиндров отправляется в мойку. Где из него удаляются стружка и пыль, оставшиеся
после механической обработки.

На пятом этапе происходит обработка цилиндров на хонинговальном станке, где цилиндры
обрабатываются до нужного диаметра, чтобы обеспечить необходимый тепловой зазор между
поршнем и цилиндром и наносится хон-риска.
Гильзовка блоков цилиндров
Принципиально все двигатели с цилиндрами и поршнями устроены одинаково (мы не говорим сегодня, например, о роторных двигателях), и получают износ цилиндров примерно одинаковым путем — при штатной работе поршневых колец по поверхности цилиндра, или из-за нештатных обстоятельств (задиры, царапины). А вот их ремонт уже сильно зависит от нюансов конструктивного исполнения. Об этом мы сегодня и поговорим.
Классифицировать двигатели можно по многим критериям. Рассмотрим ту классификацию, которая относится к гильзовке.
Гильзы и безгильзовые двигатели
Существуют два исполнения: либо рабочая поверхность цилиндра является материалом блока цилиндров, либо рабочей поверхностью является гильза, запрессованная или залитая в цилиндр.

Блок цилиндров без гильзы. Рабочая поверхность цилиндра – материал блока

Блок цилиндров с гильзой. Поршневые кольца работают по поверхности гильзы, не контактируя с материалом блока цилиндров
Это грубая классификация. Далее она разделяется на несколько веток, в зависимости от материалов блока цилиндров и материала гильз. Многообразие конструктивных исполнений не исчерпывается нижеперечисленными вариантами, однако смело можно сказать, что большинство наиболее распространенных вариантов перечислено.
Чугунный блок цилиндров без гильз
Цилиндры в блоке цилиндров выполнены сразу в рабочем размере, расточены и отхонингованы, поршневые кольца работают прямо по материалу блока.

Чугунный блок цилиндров без гильз

Тот же блок, вид вблизи. Видно, что гильзы нет, рабочая поверхность цилиндра — непосредственно материал блока
Как правило, такие блоки цилиндров предусматривают ремонтные размеры. Если износ невелик, цилиндры растачиваются в ремонтные размеры, и устанавливаются ремонтные поршни. Если износ превышает ремонтный размер или для данного двигателя не выпускаются поршни ремонтных размеров — под поршни номинальных размеров подбирается или изготавливается гильза соответствующих размеров, блок растачивается под посадку гильзы и гильзуется.
Чугунный блок цилиндров с чугунными гильзами
Цилиндры в блоке цилиндров изначально выполнены под прессовую посадку гильз. Гильзы запрессованы, и поршневые кольца работают по ним.

Здесь видно, что в чугунный блок запрессована гильза
В этой конструкции замена гильз — штатный технологический маршрут.
Алюминиевый блок цилиндров с чугунными гильзами
В этой конструкции гильзы из чугуна заливаются в блок цилиндров на этапе производства.


Заводские гильзы при этом имеют неровную внешнюю поверхность:

Это не огрех производства, а сделано специально для того, чтобы гильза была неподвижна относительно блока. В то же время это не позволяет просто выпрессовать гильзу из блока. Приходится снимать материал гильзы на расточном станке.
Стадии ремонта блока цилндров
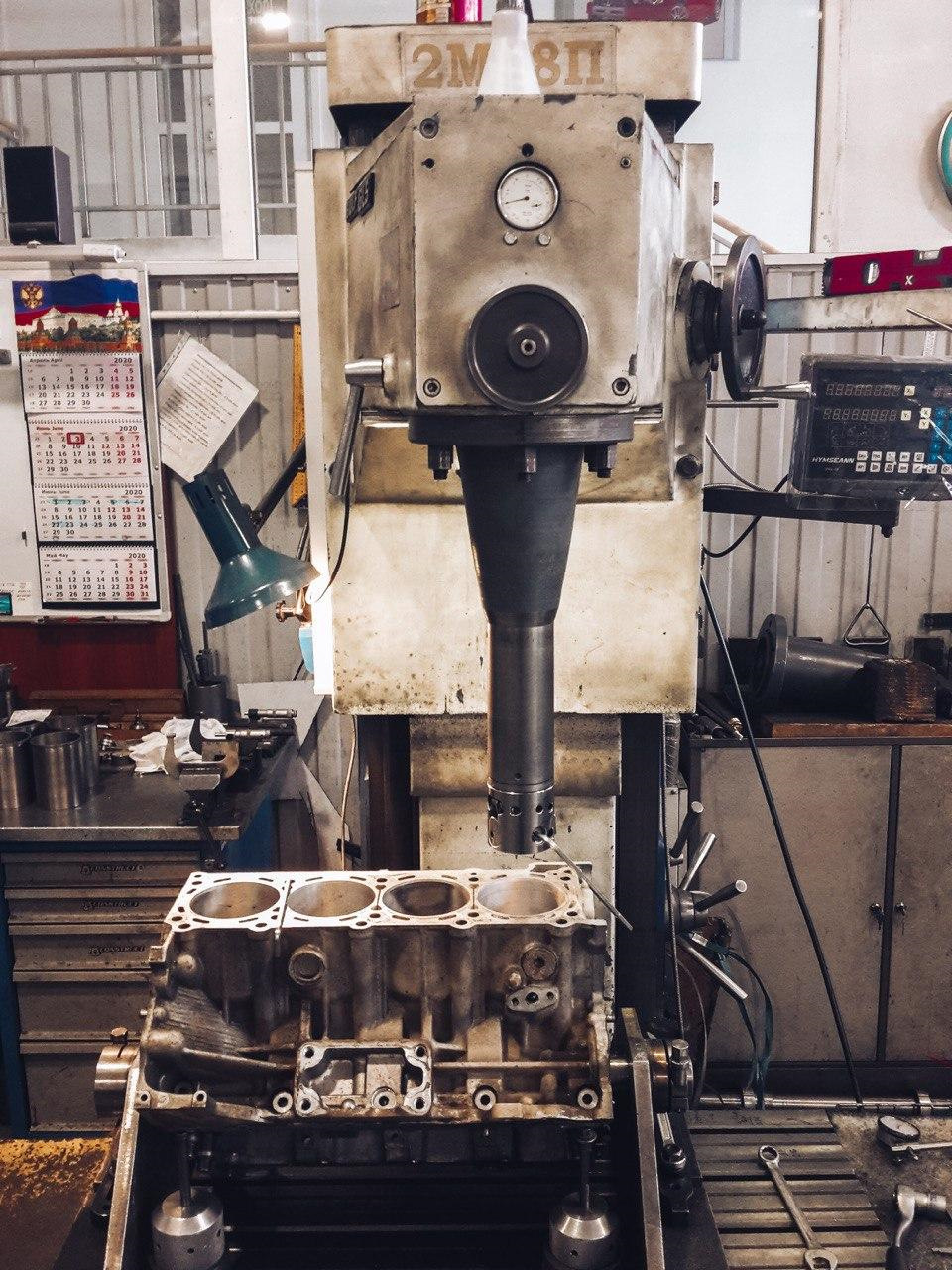
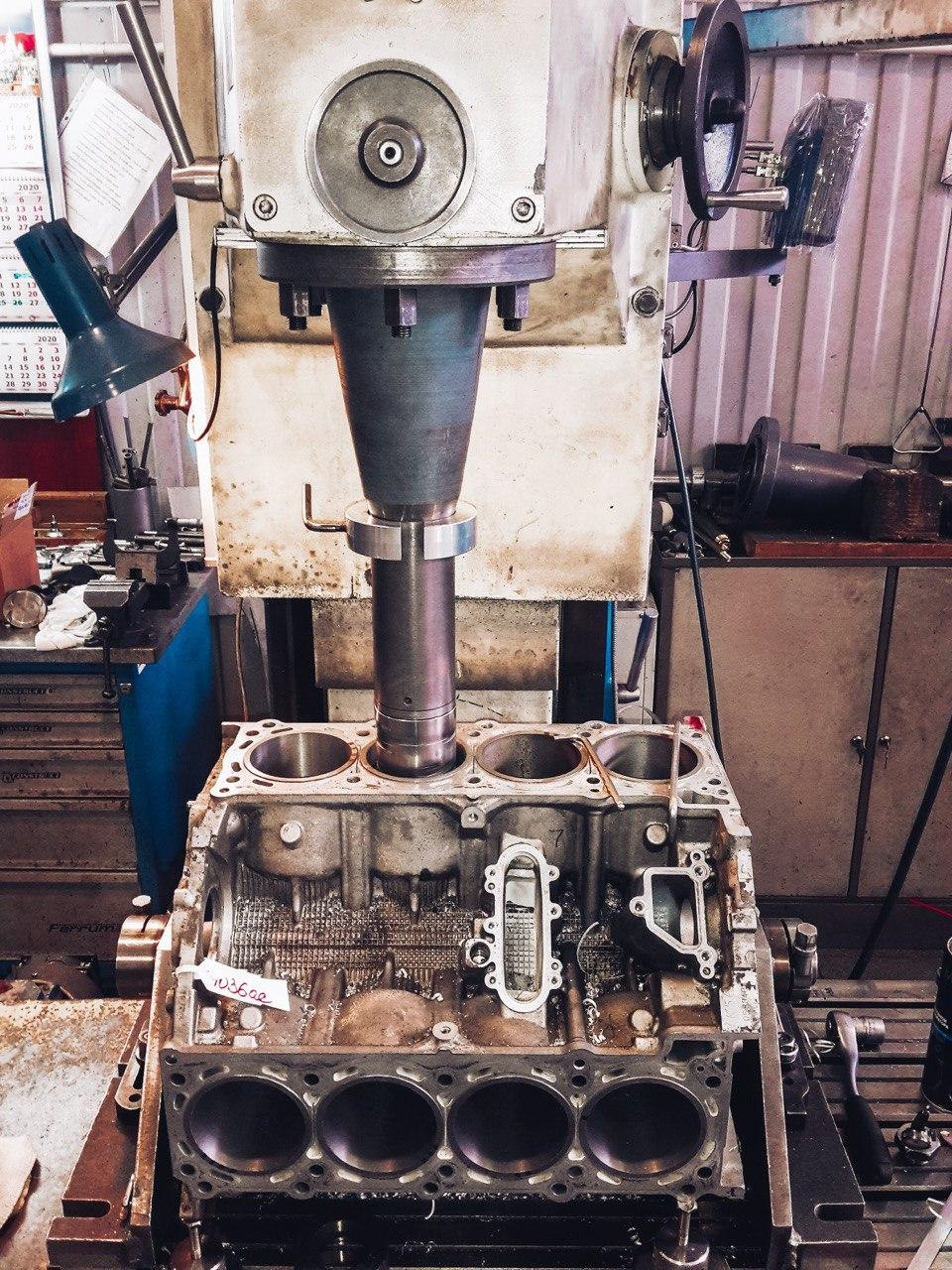
Ниже приведены основные стадии ремонта такого блока. Так выглядит блок, подготовленный к установке гильз. Видно, что три гильзы слева уже вставлены, а четвертая — еще нет:

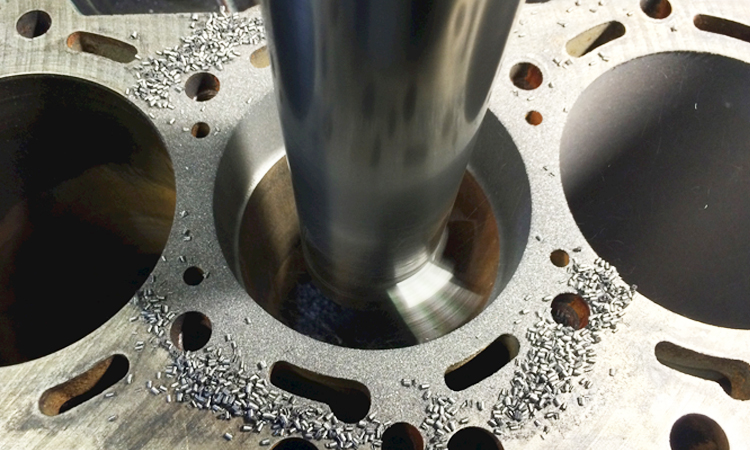
А так выглядит расточенный цилиндр вблизи. Сверху виден буртик под гильзу с верхним упором:

Алюминиевый лок цилиндр расточен
А так выглядит сама гильза с верхним упором:

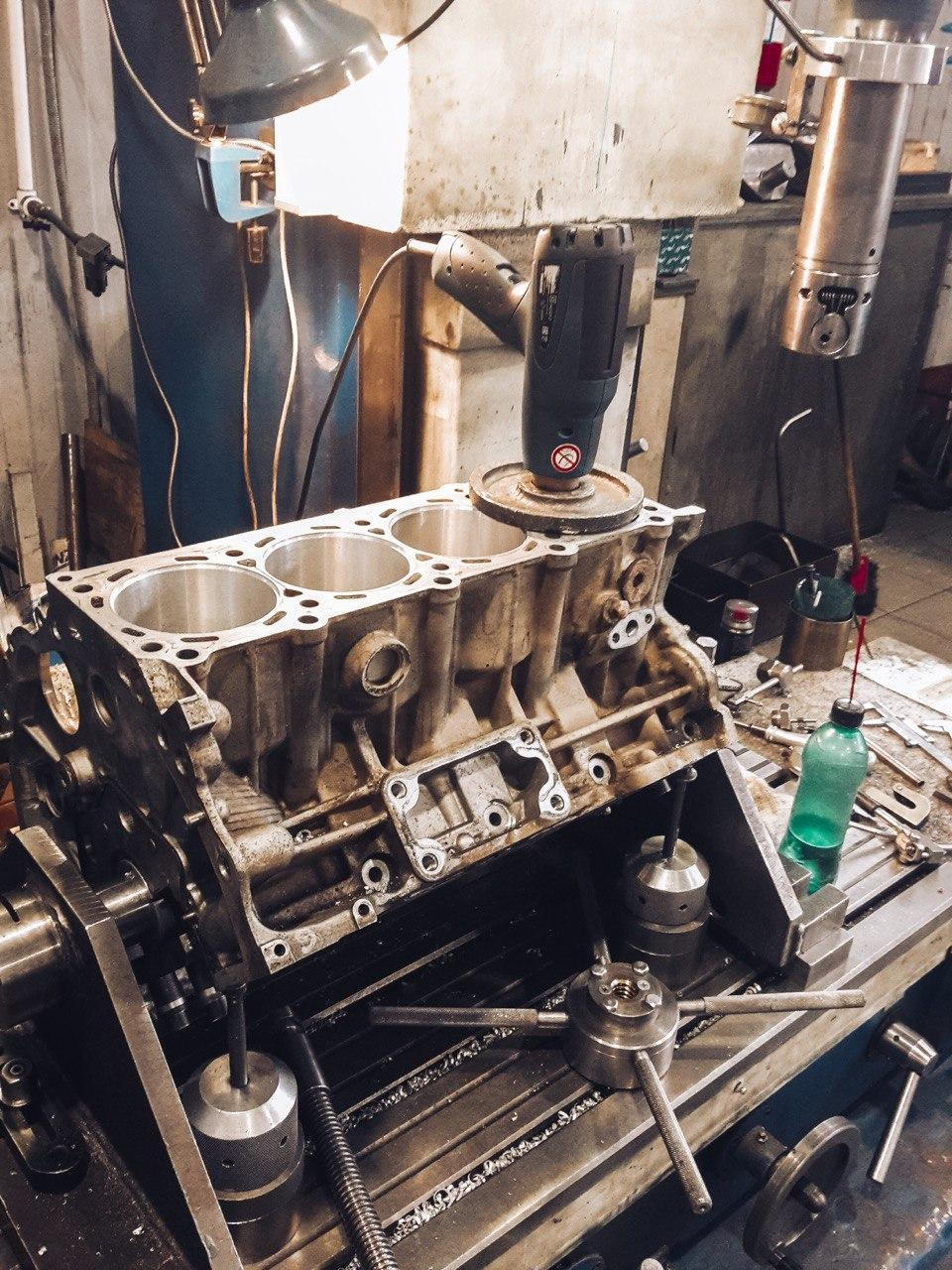
Так гильзы выглядят, будучи установленными в блок:

Алюминиевый блок гильза вставлена
Алюминиевый блок цилиндров без гильз
Если поршневые кольца будут работать прямо по алюминию — алюминий достаточно быстро износится. Чтобы этого избежать, существует ряд способов. Первый способ – нанесение специального покрытия на алюминиевые стенки цилиндра. Примером такой технологии служит Nikasil – сплав никеля и кремния. В истории марки BMW был период выпуска двигателей с таким покрытием. Практика показала, что это покрытие достаточно часто «осыпается», поэтому производители двигателей от него отказались. Тем не менее, определенное количество автомобилей с такими двигателями до сих пор ездит по дорогам.
Для таких блоков цилиндров не предусматриваются ремонтные размеры — при расточке будет снято специальное покрытие, и все свойства стенки цилиндра будут утеряны. Поэтому аналогично безгильзовым чугунным блокам, под номинальный размер поршня подбирается или изготавливается гильза, под размер которой растачивается блок. Строго говоря, производитель не одобряет такого решения – поршневые кольца имеют некие особенности, ориентированные на работу именно по никасилу. Однако сложившаяся практика подтверждает, что после установки в такие блоки гильз из серого чугуна данные двигатели ходят долго и без проблем.
Другой вариант – изготовление блока из сплава алюминия и кремния, например, так называемый «Алюсил». В этом случае стенка цилиндра – опять же, материал блока, как и в случае с чугунным блоком без гильз. Цилиндры также проходят специальную обработку, «вскрывающую» зерна кремния в сплаве, что повышает долговечность покрытия. Увы, это не делает двигатель вечным – такие цилиндры также изнашиваются.

Алюсил блок под расточку
Видно отсутствие гильзы в алюминиевом блоке. Поршневые кольца работают прямо по стенке цилиндра
Алюсиловые блоки цилиндров обычно имеют ремонтные размеры, поэтому, если износ не слишком велик, можно расточить его в ремонтный размер, установить ремонтный поршень, и двигатель будет ездить дальше. Если же износ слишком велик – производитель предусматривает гильзовку блока специальными алюсиловыми гильзами. Беда в том, что такие гильзы очень дороги, поэтому более выгодной является установка обычных гильз из серого чугуна. Как и в случае с никасилом, производитель не предусматривает использования таких гильз, однако сложившаяся практика подтверждает, что после такой гильзовки двигатели достаточно долговечны.
После расточки блок с алюсиловым покрытием выглядит так:

Алюсил блок расточен
Фотография после установки гильзы не приведена, так как не имеет принципиальных отличий от фотографии предыдущего двигателя с установленной гильзой.
«Мокрые» и «сухие» гильзы
Двигатели с гильзами разделяются на две категории: «мокрые» гильзы напрямую контактируют с охлаждающей жидкостью, а в двигателях с «сухими» гильзами охлаждающая жидкость от гильз отделена.
Для двигателя с «мокрыми» гильзами их замена является штатной операцией, и для их замены не требуется специального оборудования. Важно уделить достаточно времени замене уплотнений между гильзой и блоком цилиндров — во избежание утечек охлаждающей жидкости.
Все перечисленные в предыдущем разделе конструкции являются конструкциями с «сухими» гильзами. Вот так выглядит блок с «мокрыми» гильзами:

Стык гильзы с блоком ближе:

Так выглядит посадочное место под «мокрую» гильзу. На фотографии — посадочное место под гильзу с верхним упором:

На двигателях с «мокрыми» гильзами часто присутствует коррозия в месте сопряжения гильзы с блоком цилиндра. Эту коррозию необходимо удалять при ремонте:

Поверхность гильз, контактирующая с охлаждающей жидкостью, тоже может страдать от коррозии. Выглядит это страшновато, но по существу на работоспособность никак не влияет:

Отдельно надо упомянуть конструкцию «opendeck», где цилиндры соединены с блоком только в нижней части. Иногда эту конструкцию называют «мокрыми» гильзами, что неверно. Это — конструкция с «сухими» гильзами, запрессованными или залитыми в материал блока цилиндров.
Несмотря на отсутствие верхних перемычек у цилиндров, видно, что гильзы не контактируют с рубашкой системы охлаждения — жидкость омывает только тело блока
Нюансы технологического процесса
Когда начинаешь описывать процесс, всегда сначала кажется, что описывать толком и нечего Расточили блок под внешний размер гильзы, запрессовали гильзу, на этом практически все. Казалось бы, ничего сложного. Однако же, нет.
- В зависимости от конкретного блока и сочетания материалов — запрессовка может выполняться по разным техпроцессам. Для чугунных блоков самый распространенный метод — запрессовка гильзы прессом, иногда с дополнительным нагревом блока цилиндров. Если гильзуется алюминиевый блок – его нагревают практически всегда.
- После установки гильз в цилиндры — гильзы обычно несколько выступают над плоскостью сопряжения блока цилиндров с головкой. После этого плоскость блока цилиндров протачивается или шлифуется для обеспечения ровной поверхности.
- В большинстве случаев гильзы после установки в цилиндр требуют проточки (на толщину около 0.1 мм), а также хонинговки. Принципиально нет сложностей изготовить гильзу сразу готовую к употреблению, однако при установке гильза может несколько деформироваться, и проточка позволяет гарантированно устранить потенциальную несоосность и другие нарушения геометрии.
Тем не менее, в отдельных случаях встречаются и гильзы, поставляемые сразу отхонингованными и не требующими дополнительных действий после установки в цилиндр.
Если говорить о «мокрых» гильзах» — они всегда поставляются «готовыми к использованию», и дополнительных действий после установки не требуют.
- «Сухие» гильзы обычно прессуются с натягом 0.03-0.04 мм. Принципиально возможно установить гильзу вовсе без натяга – гильза будет зафиксирована упором от перемещения вниз и головкой блока – от перемещения вверх. Однако нет гарантий, что со временем деформации от циклического нагрева-остывания не приведут к тому, что гильза начнет иметь свободный ход в вертикальном направлении. В этом случае двигатель несколько раньше «попросится» на ремонт.
Некоторой «страховкой» от такой ситуации служит порядок технологических операций. Если гильза «сидит» недостаточно плотно, то при хонинговании ее «поднимет» и она начнет выступать относительно плоскости сопряжения с головкой. Если же проход по плоскости выполнять после хонинговки – есть риск, что выступающая часть гильзы просто будет сточена, и факт недостаточно плотной посадки останется незамеченным.
Двигатели VR6
Отдельно имеет смысл рассмотреть работу с блоками цилиндров у двигателей VR6. В отличие от других блоков, здесь цилиндры «выходят» под углом к плоскости сопряжения блока цилиндов с головкой, что затрудняет установку на расточной станок.

Блок сначала устанавливается «начерно», примерно. После этого в расточной станок устанавливается вместо резца головка с часовым индикатором, и проходится по окружности цилиндра в верхней и нижней части. Таким образом можно точно проконтролировать, вертикально ли установлен цилиндр.
Головка с часовым индикатором выглядит так:

Обязательно ли гильзовать все цилиндры?
Иногда возникает вопрос, обязательно ли гильзовать все цилиндры? Можно ли обойтись ремонтом только одного цилиндра?
Универсальный ответ тут один — «по ситуации». Если критический износ получил только один цилиндр — конечно, имеет смысл обойтись только его гильзовкой, это вполне приемлемо. Правда, надо учитывать, что при гильзовке соседние цилиндры могут получить некоторую деформацию (эллипс), и в этом случае может потребоваться проточить их после этого, чтобы компенсировать эту деформацию. Но здесь конечное решение принимается индивидуально в каждом конкретном случае.
Расточка и гильзовка блока цилиндров

Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
 Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка.
Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка.
Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера. Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Гильза цилиндра: что это такое

Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров. Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
В списке основных требований к втулкам блока независимо от их типа находятся:
- стойкость к коррозии;
- устойчивость к механическим и температурным нагрузкам;
- прочность материала изготовления;
Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой. Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Как гильзуют блок цилиндров

Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
 Рекомендуем также прочитать статью о том, как подобрать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора поршневых колец во время ремонта двигателя.
Рекомендуем также прочитать статью о том, как подобрать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора поршневых колец во время ремонта двигателя.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
Тонкости и нюансы во время гильзовки блока

Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой. Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей. При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.

Для чего необходимо наносить хон на стенки цилиндров во время ремонта двигателя. Преимущества профессионального хонингования по сравнению со шлифовкой.

Основные способы ремонта треснувшего блока цилиндров двигателя. Обнаружение трещины, ремонт при помощи сварки, расклепывания или нанесения эпоксидного слоя.

Что значит капремонт двигателя автомобиля, какие работы выполняются. От чего зависит ресурс двигателя до капремонта и как его увеличить. Полезные советы.

Как правильно подбирать поршневые кольца. Правильный подбор колец по размерам и материалам изготовления, как выбрать оригинальные кольца. Полезные советы.

Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия.
Назначение цилиндро-поршневой группы двигателя внутреннего сгорания. Особенности конструкции, поршень, кольца, гильза цилиндра. Износ и ремонт ЦПГ.
Гильзовка цилиндров: описание процесса ремонта блока цилиндров

Одной из основных операций, включенной в капитальный ремонт ДВС, является гильзовка блока цилиндров.
Она проводится с целью восстановления работоспособности цилиндро-поршневой группы мотора после большого пробега автомобиля.
В процессе возвратно-поступательных движений поршня между его юбками и поверхностью цилиндра возникает трение, приводящее к истиранию контактирующих элементов.
Спустя определенный период работы на внутренней поверхности цилиндров появляются повреждения, мешающие нормальной работе системы. Также стенки цилиндра расширяются вследствие истирания.
Гильзовка цилиндров проводится после расточки с целью уменьшения рабочего объема цилиндра и обеспечения нормального движения поршней.
Расточка и гильзовка блока
В процессе капитального ремонта стенки цилиндров растачивают для удаления повреждений. Расточка — метод механической обработки деталей, который заключается в удалении слоя металла.
Несколько расточек можно проводить без последующей гильзовки. Если расширение отверстия не оказало значительного влияния на объем цилиндра, то увеличивают размер поршневых колец и блок цилиндров в таком виде функционирует до следующей расточки.
После того, как гнезда были расточены до максимального размера или в случае снятия большого слоя металла для удаления повреждений стенок цилиндров, осуществляют гильзовку цилиндров.
Гильзовка – это установка в блок цилиндров металлических втулок, которые выступают в роли стенок цилиндров. Относительно их внутренней поверхности движется поршень.
Гильзы могут устанавливаться как в ремонтируемый двигатель, так и в новый. Чаще всего на заводах в транспортные средства ставят «мокрые» гильзы.
При ремонте меняют только изношенные гильзы. Необходимости в единовременной установке всех новых втулок нет.
Гильзовка является универсальным методом восстановления работоспособности блока цилиндров любого вида.
Для осуществления гильзовки необходимо подобрать втулку подходящего размера, расточить цилиндр для придания его стенкам необходимых характеристик и установить гильзу тем способом, который соответствует виду гильзы.
Важно правильно расточить поверхность цилиндра, чтобы посадочные гнезда под гильзы имели необходимую геометрию. В противном случае все дефекты, имеющиеся на стенках цилиндра, появятся на вставке и поршень не сможет оптимально двигаться в загильзованном цилиндре.
Многие автовладельцы не обращаются в автомастерские для установки гильз в блок цилиндров. Они осуществляют этот процесс самостоятельно.
Установка гильз
После расточки и подбора вставки оптимального размера приступают к процессу гильзовки.
Все гильзы делятся на два основных вида: «сухие» и «мокрые».
«Сухие» вставки получили свое название в связи с отсутствием контакта с охлаждающей жидкостью. Они не имеют уплотнительных элементов.
«Мокрые» же вставки одной своей стороной контактируют с системой охлаждения, поэтому они обжимаются уплотнительными прокладками для предотвращения попадания среды в рабочее пространство цилиндра и газов их рабочего блока в систему охлаждения.
Данные детали различаются по способу установки.
Установка сухих гильз
Сухие гильзы монтируются в блок цилиндров методом запрессовки. Этот процесс относится к наиболее сложным из всех видов гильзования.
Процесс «сухой» гильзовки в своем привычном варианте требует изменения температуры ремонтных деталей.
Гнездо для гильзы нагревается до высокой температуры (около +150 °С), в то время как сама втулка охлаждается с помощью жидкого азота.

После охлаждения гильзы ее поверхность обрабатывается средством для предотвращения образования конденсата.
Установка гильз производится методом их помещения в гнездо. Они принимают необходимое положение под собственным весом или в результате непродолжительного постукивания молотком.
Благодаря такому методу гильзования достигается высокая плотность посадки и оптимальный натяг в месте соприкосновения деталей.
 Однако данному трудоемкому процессу есть эффективная альтернатива – использование при запрессовке гильзы сухого смазочного материала, например, MODENGY A — MOLY.
Однако данному трудоемкому процессу есть эффективная альтернатива – использование при запрессовке гильзы сухого смазочного материала, например, MODENGY A — MOLY.
На поверхности гильзы создается смазочный слой, содержащий частицы дисульфида молибдена. Он снижает коэффициент трения в процессе установки гильзы и предотвращает образование задиров при запрессовке.
Материал наносится распылением из аэрозольного баллона. После запрессовки остатки состава необходимо удалить методом продувки.
Такой способ запрессовки исключает необходимость нагрева блока цилиндров и охлаждения втулки в жидком азоте, благодаря чему значительно упрощается процесс гильзовки.
Установка мокрых гильз
Мокрые гильзы монтируются значительно проще, чем сухие. Их установка не предусматривает повышения или понижения температуры деталей.
Мокрые гильзы легко достаются из гнезда вручную, после чего так же просто устанавливаются в блок цилиндров.

Сначала гильзу вставляют без уплотнительного эластомерного элемента для проверки правильности подобранного размера втулки и отсутствия защемления при монтаже. При возникновении неточностей корректируют размер деталей.
Окончательный монтаж осуществляют при наличии уплотнений на гильзе. Втулку устанавливают медленно, нельзя допускать резких движений и сильных ударов молотком.
Присоединяйтесь
Все материалы сайта https://atf.ru/ принадлежат
ООО «НОВЫЕ РЕШЕНИЯ» ИНН 5751054390
© 2004 – 2023 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.