Ремонт электрических машин — Балансировка роторов и якорей
Отремонтированные роторы и якоря электрических машин направляют на статическую, а при необходимости и на динамическую балансировку в сборе с вентиляторами и другими вращающимися частями. Балансировку производят на специальных станках для выявления неуравновешенности (дисбаланса) масс ротора и якоря. Причинами неравномерного распределения масс могут быть: разная толщина отдельных деталей, наличие в них раковин, неодинаковый вылет лобовых частей обмотки и др. Любая деталь ротора или якоря может быть неуравновешенной в результате сдвига осей инерции относительно оси вращения. Неуравновешенные массы отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться.
Роторы и якоря, в которых центральная ось инерции не совпадает с осью вращения, называют неуравновешенными.
Вращение неуравновешенного ротора или якоря вызывает вибрацию, которая может разрушить подшипники и фундамент машины. Чтобы этого избежать, производят балансировку роторов, которая заключается в определении размеров и мест неуравновешенной массы и устранении дисбаланса.
Неуравновешенность определяют статической или динамической балансировкой. Выбор способа балансировки зависит от точности уравновешивания, которую можно осуществить на данном оборудовании. При динамической балансировке получают лучшие результаты компенсации неуравновешенности, чем при статической.
Статическую балансировку выполняют при невращающемся роторе на призмах, дисках или специальных весах (рис. 2.45). Для определения неуравновешенности ротор выводят из равновесия легким толчком. Неуравновешенный ротор будет стремиться вернуться в такое положение, когда его тяжелая сторона окажется внизу. После остановки ротора мелом отмечают место, которое оказалось в верхнем положении. Процесс повторяют несколько раз. Если ротор останавливается в одном и том же положении, значит центр его тяжести смещен.
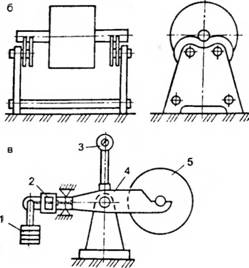
Рис. 2.45. Способы статической балансировки роторов (якорей):
а — на призмах; б — на дисках; в — на специальных весах; 1 — груз; 2 — грузовая рамка; 3 — индикатор; 4 — рама; 5 — ротор (якорь)
В определенном месте (чаще, всего это внутренний диаметр обода нажимной шайбы) устанавливают пробные грузы, прикрепляя их замазкой. После этого повторяют прием балансировки. Увеличивая или уменьшая массы грузов, добиваются остановки ротора в произвольном положении. Это означает, что ротор статически уравновешен.
По окончании балансировки пробные грузы заменяют одним грузом той же массы.
Неуравновешенность можно компенсировать высверливанием соответствующей части металла из тяжелой части ротора.
Более точной, чем на призмах и дисках, является балансировка на специальных весах.
Статическую балансировку применяют для роторов с частотой вращение не более 1000об/мин. Статически -уравновешенный ротор может быть динамически неуравновешенным, поэтому роторы с частотой вращения более 1000 об/мин подвергают динамической балансировке, при которой устраняется и статическая неуравновешенность.
Динамическая балансировка ротора, которую выполняют на балансировочном станке, состоит из двух операций: измерение первоначальной вибрации; нахождение точки расположения и массы уравновешивающего груза для одного из торцов ротора.
Балансировку производят с одной стороны ротора, а потом с другой. После окончания балансировки груз закрепляют сваркой или винтами. Затем выполняют проверочную балансировку.
Устройство и ремонт электрических машин — Бандажирование и балансировка роторов и якорей
При вращении роторов и якорей электрических машин возникают центробежные силы, стремящиеся вытолкнуть обмотку из пазов и отогнуть ее лобовые части. Чтобы противодействовать центробежным силам и удержать обмотку в пазах, используют расклиновку и бандажирование обмоток роторов и якорей.
Применение способа крепления обмоток (клиньями или бандажами) зависит от формы пазов ротора или якоря. При полуоткрытой и полузакрытой формах пазов используют только клинья, а при открытой — бандажи или клинья. Пазовые части обмоток в сердечниках якорей и роторов закрепляют при помощи клиньев или бандажей из стальной бандажной проволоки либо стеклоленты, а также одновременно клиньями и бандажами; лобовые части обмоток роторов и якорей — бандажами. Надежное крепление обмоток имеет важное значение, поскольку необходимо для противодействия не только центробежным силам, но и динамическим усилиям, воздействию которых подвергаются обмотки при редких изменениях в них тока. Для бандажирования роторов применяют стальную луженую проволоку диаметром 0,8 — 2 мм, обладающую большим сопротивлением на разрыв.
Перед намоткой бандажей лобовые части обмотки осаживают ударами молотка через деревянную прокладку, чтобы они ровно располагались по окружности. При бандажировании ротора пространство под бандажами предварительно покрывают полосками электрокартона, чтобы создать изоляционную прокладку между сердечником ротора и бандажом, выступающую на 1 — 2 мм по обеим сторонам бандажа. Весь бандаж наматывают одним куском проволоки, без паек. На лобовых" частях обмотки во избежание их вспучивания накладывают витки проволоки от середины ротора к его концам. При наличии у ротора специальных канавок проволоки бандажа и замки не должны выступать над канавками, а при отсутствии канавок толщина и расположение бандажей должны быть такими, какими они были до ремонта.
Скобки, устанавливаемые на роторе, следует размещать над зубцами, а не над пазами, при этом ширина каждой из них должна быть меньше ширины верхней части зубца. Скобки на бандажах расставляют равномерно по окружности роторов с расстоянием между ними не более 160 мм.
Расстояние между двумя соседними бандажами должно быть 200—260 мм. Начало и конец бандажной проволоки заделывают двумя замочными скобками шириной 10—15 мм, которые устанавливают на расстоянии 10 — 30 мм одна от Другой. Края скобок завертывают на витки бандажа и. запаивают припоем ПОС 40.
Полностью намотанные бандажи для увеличения прочности и предотвращения их разрушения центробежными усилиями, -создаваемыми массой обмотки при вращении ротора, пропаивают по всей поверхности припоем ПОС 30 или ПОС 40. Пайку бандажей производят электродуговым паяльником с медным стержнем диаметром. 30 — 50 мм, присоединяемым к сварочному трансформатору.
В ремонтной практике нередко проволочные бандажи заменяют выполненными стеклолентами из однонаправленного (в продольном направлении) стеклянного волокна, пропитанного термореактивными лаками. Для наматывания бандажей из стеклоленты применяют то же оборудование, что и для бандажирования стальной проволокой, но дополненное приспособлениями в. виде натяжных роликов и укладчиков ленты.
В отличие от бандажирования стальной проволокой ротор до наматывания на него бандажей из стеклоленты прогревают до 100 °С. Такой прогрев необходим потому, что при наложении бандажа на холодный ротор остаточное напряжение в бандаже при его запекании снижается больше, чем при бандажировании нагретого.
Сечение бандажа из стеклоленты должно не менее чем в 2 раза превосходить сечение соответствующего бандажа из проволоки. Крепление последнего витка стеклоленты с нижележащим слоем происходит в процессе сушки обмотки при спекании термореактивного лака, которым пропитана стеклолента. При бандажировании обмоток роторов стекло- лентой не применяют замки, скобки и подбандажную изоляцию что является преимуществом этого способа.
Балансировка.

Отремонтированные роторы и якоря электрических машин подвергают статической, а при необходимости и динамической балансировке в сборе с вентиляторами и другими вращающимися частями. Балансировку производят на специальных станках для выявления неуравновешенности (дисбаланса) масс ротора или якоря, являющейся частой причиной возникновения вибрации при. работе машины.
Ротор, и якорь состоят из большого количества деталей и поэтому распределение масс в них не может быть строго равномерным. Причины неравномерного распределения масс — разная толщина или масса отдельных деталей, наличие в них раковин, неодинаковый, вылет лобовых частей обмотки и др. Каждая из деталей, входящих: в состав собранного ротора или якоря, может быть неуравновешенной вследствие смещения ее осей инерции от. оси вращения. В собранном роторе и якоре неуравновешенные массы, отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться. Роторы и якоря, у которых главная центральная ось инерции не совпадает с осью вращения, называют неуравновешенными.
Рис. 155.Способы статической балансировки роторов и якорей:
а — на призмах, б — на дисках, в — на специальных весах; 1 — груз, 2 — грузовая рамка, 3 — индикатор, 4 — рама, 5 — балансируемый ротор (якорь)
Неуравновешенность, как правило, складывается из суммы двух неуравновешенностей — статической и динамической.
Вращение статически и динамически неуравновешенного ротора и якоря вызывает вибрацию, способную разрушить подшипники и фундамент машины. Разрушающее воздействие неуравновешенных роторов и якорей устраняют путем их балансировки, которая заключается в определении размера и места неуравновешенной массы;
Неуравновешенность определяют статической или динамической балансировкой. Выбор способа балансировки зависит от требуемой точности уравновешивания, которой можно достигнуть на имеющемся оборудовании. При динамической балансировке получаются более высокие результаты компенсации неуравновешенности (меньшая остаточная неуравновешенность), чем при статической. Такой балансировкой можно устранить как/динамический, так и статический небаланс/ При необходимости устранения неуравновешенности (дисбаланса) на обоих торцах ротора или якоря должна производиться -только динамическая балансировка. Статическую балансировку выполняют при невращающемся роторе на призмах (рис., 155, я), дисках (рис. 155,5) или специальных весах (рис. 155, в). Такой балансировкой можно устранить только статическую неуравновешенность.
Для определения неуравновешенности ротор выводят из равновесия легким толчком; Неуравновешенный ротор (якорь) будет стремиться возвратиться в такое положение, при котором его тяжелая сторона окажется внизу. После остановки ротора отмечают мелом место, оказавшееся в верхнем положении. Прием повторяют несколько раз, чтобы проверить, останавливается ли ротор (якорь) всегда в этом, положении. Остановка ротора в одном и том же положении указывает на смещение центра тяжести.
В отведенное для балансировочных грузов место (чаще всего это внутренний диаметр обода нажимной шайбы) устанавливают пробные грузы, прикрепляя их с помощью замазки. После этого повторяют прием балансировки. Прибавляя или уменьшая массу грузов, добиваются остановки ротора в любом, произвольно взятом положении. Это означает, что ротор статически уравновешен, т. е. его центр тяжести совмещен с осью вращения. По окончании балансировки пробные грузы заменяют одним такого же сечения и массы, равной массе пробных грузов и замазки и уменьшенной на массу части электрода, которая пойдет на приварку постоянного груза. Неуравновешенность можно компенсировать высверливанием соответствующей части металла с тяжелой стороны ротора.
Более точной, чем на призмах и дисках является балансировка на специальных весах. Балансируемый ротор 5 устанавливают шейками вала на опоры рамы 4, которая может поворачиваться вокруг своей оси на некоторый угол пoboрачивая балансируемый ротор, добиваются наибольшего показания индикатора J, которое будет при условии расположения центра тяжести ротора, показанного на рисунке (в наибольшем удалении от оси поворота рамы). Добавлением к грузу 1 дополнительного груза—рамки 2 с делениями добиваются уравновешивания ротора, которое определяют по стрелке индикатора. В момент уравновешивания стрелка совмещается с нулевым делением.
Если повернуть ротор на 180, его центр тяжести приблизится к оси качания рамы на двойной эксцентриситет смещения центра тяжести ротора относительно его оси. Об этом моменте судят по наименьшему показанию индикатора. Ротор уравновешивают вторично передвижением грузовой рамки 2 по линейке со шкалой, отградуированной в граммах на сантиметр. О величине неуравновешенности судят по показаниям шкалы весов.
Статическая балансировка применяется для роторов, вращающихся с частотой, не превышающей 1000 об/мин. Статически уравновешенный ротор (якорь) может иметь динамическую неуравновешенность, поэтому роторы, вращающиеся с частотой выше 1000 об/мин, чаще всего подвергают динамической балансировке, при которой одновременно устраняются оба вида неуравновешенностей — статическая и динамическая.
Динамическую балансировку при ремонте электрических машин производят на балансировочном станке при пониженной (по сравнению с рабочей) частоте вращения или при вращении ротора (якоря) в собственных подшипниках при рабочей частоте вращения.
Для динамической балансировки наиболее удобен станок резонансного типа (рис. 156), состоящий из двух сварных стоек U опорных плит 9 и балансировочных головок.
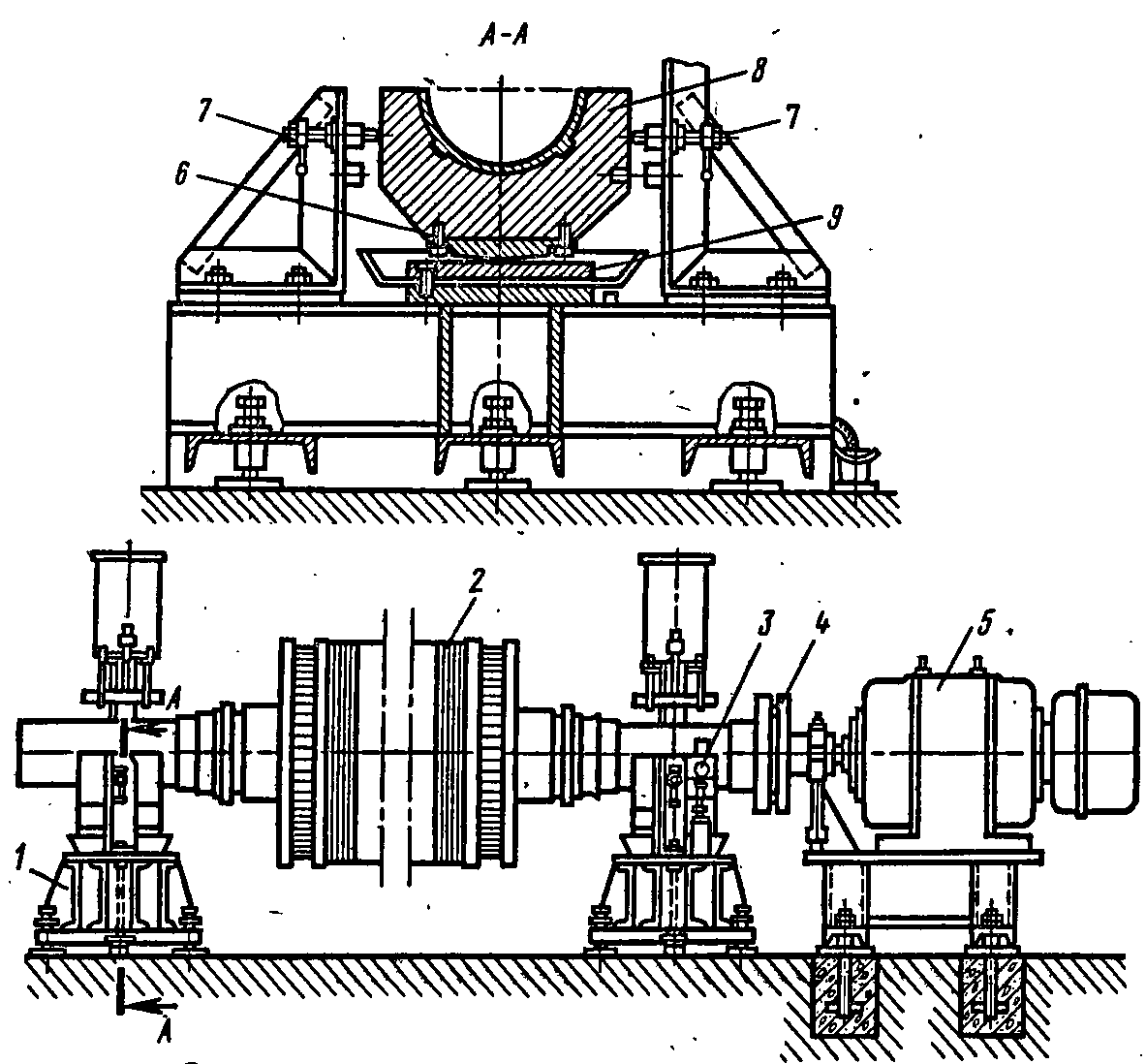
Рис. 156. Станок резонансного типа для динамической балансировки роторов и якорей
Головки, состоящие из подшипников 8 и сегментов 69 могут быть закреплены неподвижно болтами 7 либо свободно качаться на сегментах. Балансируемый ротор 2 приводится во вращательное движение электродвигателем 5, муфта расцепления 4 служит для отсоединения вращающегося ротора от привода в момент балансировки.
Динамическая балансировка роторов состоит из двух операций: измерения первоначальной вибрации, дающей представление о размерах неуравновешенности масс ротора; нахождения точки размещения и определения массы уравновешивающего груза для одного из торцов ротора.
При первой операции головки станка закрепляют болтами 7. Ротор 2 при помощи электродвигателя 5 приводится во вращение, после чего привод отключают, расцепляя муфту, и освобождают одну из головок станка. Освобожденная головка под действием радиально направленной силы небаланса
раскачивается, что позволяет измерить стрелочным индикатором 3 амплитуду колебания головки. Такое же измерение производится для второй головки.
Вторая операция выполняется методом «обхода грузом». Разделив обе стороны ротора на шесть равных частей, закрепляют в каждой точке поочередно пробный груз, который должен быть несколько меньше предполагаемого небаланса. Затем описанным выше способом измеряют колебания головки для каждого положения груза. Необходимым местом размещения груза будет точка, у которой амплитуда колебаний минимальная. Массу груза подбирают опытным путем. —
Выполнив балансировку одной стороны ротора, уравновешивают таким же способом его другую сторону. Окончив балансировку обеих сторон ротора, окончательно закрепляют временно, установленный груз путем сварки либо винтами, при этом учитывают массу сварочного шва или винтов.
В качестве груза используют чаще всего куски полосовой стали. Крепление груза должно быть надежным поскольку недостаточно прочно закрепленный груз может в процессе работы машины оторваться от ротора и вызвать тяжелую аварию или несчастный случай.
Закрепив постоянный груз, ротор подвергают проверочной балансировке и при удовлетворительных результатах передают в сборочное отделение для сборки машины.
Явления, возникающие в турбине при ее разгрузке и останове. Выбег ротора. Остановка турбины с охлаждением. Аварийный останов турбины. Мероприятия, выполняемые на остановленной турбине.
При снижении расхода пара через турбину в ее проточной части изменяются давление и температура. Наиболее сильное влияние на режим остановки турбины оказывает изменение температуры, особенно для неблочных турбин, а также для тех блочных турбин, снижение нагрузки которых осуществляется при номинальном давлении свежего пара Изменение температуры в проточной части турбины приводит к тем же явлениям, какие возникают и при ее пуске: появляется несовместность тепловых расширений отдельных деталей, а в них самих возникают температурные напряжения.
Н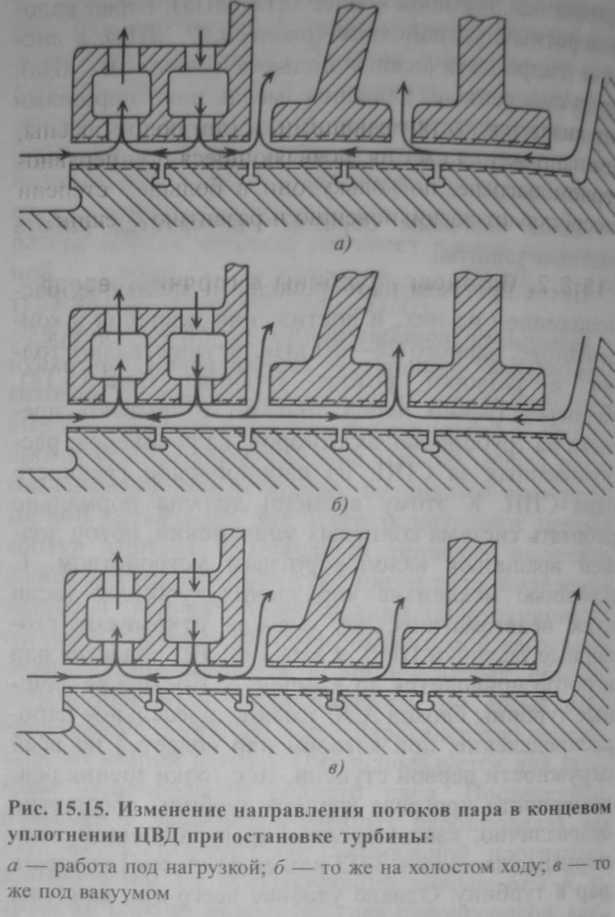 аиболее опасным при остановке турбины является относительное сокращение ротора, основная причина которого — поступление в камеру регулирующей и последующих ступеней пара пониженной температуры. Ротор, омываемый паром по большой поверхности и с высокой интенсивностью, быстро охлаждается и сокращается. Корпус турбины, имеющий гораздо большую массу и экранированный во многих случаях обоймами, охлаждается хуже, поэтому отстает от ротора в своем сокращении. Кроме того, при нормальной работе турбоагрегата значительная часть длины уплотнения омывается горячим паром (рис. 15.15, а), поступающим из камеры первой ступени ЦВД или ЦСД. При уменьшении нагрузки эта часть уплотнения начинает обтекаться паром все более низкой температуры, а при отключении генератора турбины от сети (рис. 15.15, б) поверхность ротора начинает омываться относительно холодным паром (140—160 °С), поступающим из деаэратора. Если учесть, что длина передних концевых уплотнений ЦВД иногда составляет половину длины ротора, то даже небольшое охлаждение ротора приведет к его сильному сокращению.
аиболее опасным при остановке турбины является относительное сокращение ротора, основная причина которого — поступление в камеру регулирующей и последующих ступеней пара пониженной температуры. Ротор, омываемый паром по большой поверхности и с высокой интенсивностью, быстро охлаждается и сокращается. Корпус турбины, имеющий гораздо большую массу и экранированный во многих случаях обоймами, охлаждается хуже, поэтому отстает от ротора в своем сокращении. Кроме того, при нормальной работе турбоагрегата значительная часть длины уплотнения омывается горячим паром (рис. 15.15, а), поступающим из камеры первой ступени ЦВД или ЦСД. При уменьшении нагрузки эта часть уплотнения начинает обтекаться паром все более низкой температуры, а при отключении генератора турбины от сети (рис. 15.15, б) поверхность ротора начинает омываться относительно холодным паром (140—160 °С), поступающим из деаэратора. Если учесть, что длина передних концевых уплотнений ЦВД иногда составляет половину длины ротора, то даже небольшое охлаждение ротора приведет к его сильному сокращению.
Главным способом уменьшения относительного сокращения ротора при разгружении и выбеге турбины является подача на уплотнения пара повышенной температуры.
Весьма опасны и температурные напряжения, особенно в роторе и корпусе турбины, возникающие из-за быстрого охлаждения поверхностей этих деталей. Возникающие на поверхности детали напряжения являются растягивающими, и они более опасны, чем напряжения сжатия, появляющиеся при неравномерном нагреве, поскольку они в большей степени способствуют возникновению и развитию трещин.
Выбег ротора — это важный эксплуатационный этап, позволяющий в определенной степени судить об исправности турбоагрегата. Во время выбега обязательно снимается кривая выбега — зависимость частоты вращения от времени (рис. 15.16). — Замедление частоты вращения при выбеге происходит из-за трения лопаток и дисков о пар, из-за вентиляции пара лопаточным аппаратом и из-за трения в масляном слое подшипников. Полученная кривая выбега сравнивается с нормативной кривой, снятой после первых 200—300 ч работы (после приработки всех деталей турбины). Как нормативную, так и все остальные кривые выбега снимают при одном и том же постоянном давлении в конденсаторе, поскольку вентиляционные потери в турбине в значительной степени зависят от плотности среды, в которой вращается ротор турбины. Время полного выбега современных турбин в зависимости от мощности составляет 20—40 мин. При отклонении выбега по сравнению с нормативным более чем на 2—3 мин необходимо выяснить причины отклонения и принять соответствующие меры. Уменьшение времени выбега свидетельствует о появлении повышенного трения в подшипниках или задеваний в проточной части и уплотнениях. Поэтому в процессе выбега необходимо периодически «прослушивать» турбину, чтобы обнаружить возможные задевания. Увеличение времени выбега, как правило, свидетельствует о неплотности стопорных или регулирующих клапанов или клапанов на линиях отборов.
В процессе выбега ротора на турбине производится ряд операций:
— насосы отключают сис-мы рег-ния (система регулирования уже не работает);
— для исключения возможной конденсации пара в остывающих в последующем перепускных трубах ЦВД и паропроводах промежуточного перегрева необходимо при закрытой ГПЗ через вентили обеспаривания выпустить пар из тракта промежуточного перегрева, а через дренажи — из перепускных труб ЦВД;
— далее при остановке турбины в горячий резерв необходимо принять все возможные меры для сохранения теплоты в паропроводе и в котле. Для этого закрываются все дренажи и задвижки, через которые возможен отток теплоты;
— после остановки ротора турбины необходимо во избежание его теплового прогиба немедленно включить ВПУ;
—  последними операциями по остановке турбины являются прекращение подачи пара на эжекторы и уплотнения, остановка питательного насоса после предварительной подпитки котла, конденсатных насосов (после достаточного охлаждения охладителей пара эжекторов), циркуляционных насосов (при температуре выходного патрубка ниже 50 °С и непоступлении пара в конденсатор) и прекращение подачи пара от постороннего источника на деаэратор.
последними операциями по остановке турбины являются прекращение подачи пара на эжекторы и уплотнения, остановка питательного насоса после предварительной подпитки котла, конденсатных насосов (после достаточного охлаждения охладителей пара эжекторов), циркуляционных насосов (при температуре выходного патрубка ниже 50 °С и непоступлении пара в конденсатор) и прекращение подачи пара от постороннего источника на деаэратор.
Остановка турбины с охлаждением (расхолаживанием) производится в тех случаях, когда предусматриваются работы, которые не могут быть проведены на горячей турбине. К таким работам относятся текущие и капитальные ремонты, при проведении которых необходимо вскрывать цилиндры. Прекращение вращения ротора турбины валоповоротным устройством, подача масла к подшипникам и снятие изоляции допускаются как по техническим причинам, так и по соображениям техники безопасности при температуре турбины ниже 200 °С.
Если производить остановку с сохранением постоянной температуры горячих частей турбины, то, поскольку современные турбины остывают со скоростью 60—70 °С в сутки, потребовалось бы 6—7 сут для остывания до допустимой температуры. Необходимость в полном остывании возникает не только при капитальных, но и при частичных ремонтах системы маслоснабжения, подшипников, паровпускных частей турбины, одним словом, тогда, когда подача масла на подшипники или вращение ротора валоповоротным устройством не могут быть прекращены или когда этого требует техника безопасности.
Основная идея проведения остановки блочной турбины с расхолаживанием состоит в том, что турбина постепенно охлаждается протекающим через нее паром понижающейся температуры; при этом также уменьшают начальное давление пара. Основная трудность в осуществлении режима расхолаживания состоит в том, что не все котлы могут выдавать пар требуемых параметров. Для исключения попадания в турбину влажного пара (это вызовет резкое понижение температуры металла турбины) необходимо иметь перегрев его по отношению к температуре насыщения. Поэтому вместе со снижением температуры пара следует снижать и его давление. Эта операция сравнительно просто осуществляется на блоке с барабанным котлом. Весь тракт прямоточного котла, должен работать под давлением, которое не может быть сильно снижено по соображениям его надежности, поэтому на блоках с такими котлами возможно лишь ограниченное снижение температуры пара. В некоторых случаях расхолаживание турбины ведут путем прикрытия регулирующих клапанов при поддержании номинальных параметров пара, но при снижении паропроизводительности котла.
При остановке турбины с расхолаживанием в результате постепенного охлаждения со скоростью 0,5—0,7 °С/мин удается довести температуру турбины за 5—7 ч до 360—370 °С.
Аварийная остановка турбоагрегата
При возникновении на турбоагрегате аварийного положения дежурный персонал должен действовать в соответствии с противоаварийной инструкцией, в которой содержится перечень основных аварийных ситуаций и приведены меры по их ликвидации.
При ликвидации аварийных положений дежурный персонал должен особенно внимательно наблюдать за основными показателями работы турбины, к которым относятся: частота вращения, электрическая мощность, параметры свежего пара и пара промежуточного перегрева, вакуум в конденсаторе, уровень вибрации турбоагрегата, осевое положение ротора и положение роторов относительно соответствующих корпусов, давление масла в системах регулирования и смазки, уровень масла в масляном баке, температура масла на входе в подшипники и выходе из них.
Аварийная остановка турбоагрегата производится путем немедленного прекращения подачи пара в турбину. При этом различают аварийную остановку без срыва вакуума, т.е. без его резкого ухудшения, и со срывом вакуума, при котором в выходную часть турбины и конденсатор впускают атмосферный воздух через специальную электрозадвижку.
При срыве вакуума плотность среды в ЦНД резко возрастает, и это приводит к быстрому замедлению частоты вращения ротора при прекращении подачи пара и отключении генератора от сети. При срыве вакуума динамические напряжения в рабочих лопатках возрастают в несколько раз, поэтому регулярные остановки с использованием срыва вакуума ведут к накоплению в них повреждений. Кроме того, при срыве вакуума происходит разогрев выходного патрубка и появляется возможность расцентровок и вибрации. Поэтому использование срыва вакуума допустимо лишь в аварийных ситуациях, действительно требующих этого.
Срыв вакуума необходим и при увеличении частоты вращения сверх допустимой, при гидравлическом ударе, при котором может произойти выплавление заливки колодок упорного подшипника, при резком осевом сдвиге ротора, при чрезмерном относительном удлинении роторов, при появлении искр из концевых уплотнений, свидетельствующих о сильных задеваниях, при которых может произойти прогиб ротора.
При возникновении аварийного положения, не предусмотренного противоаварийной инструкцией, персонал должен действовать быстро, но продуманно. Прежде всего надо уяснить, что же произошло. Для этого необходимо быстро собрать всю возможную информацию, имеющую отношение к аварии, и мысленно представить себе процесс развития аварии. Это позволит предположить причину возникновения аварии. Очень большую пользу при этом оказывает знание конкретной турбины, ее особенностей и истории эксплуатации. Конечно, все это надо делать быстро, иногда в считанные секунды. Приняв решение, необходимо приступить к ликвидации сначала последствий, а затем причин аварии.
Уход за остановленной турбиной
За остановленной турбиной необходим тщательный уход. Наибольшую опасность для остановленной турбины и некоторых других элементов турбоустановки представляет стояночная коррозия.
Основной причиной коррозии является одновременное присутствие влаги и воздуха, поэтому при остановке турбины должны быть приняты меры для исключения их одновременного попадания в нее. Для этого паропровод, подводящий пар к турбине, снабжается специальным вентилем обеспаривания, который сообщает паропровод с атмосферой сразу же после остановки турбины. Камера регулирующей ступени турбины, камеры отборов, паровые коробки регулирующих клапанов, перепускные трубы (от стопорных клапанов к регулирующим) также должны быть сообщены с атмосферой во избежание скопления конденсата, который может испаряться и через неплотности арматуры попадать в турбину.
При остановке турбины в длительный резерв принимаются дополнительные меры..
Еще более эффективным средством борьбы со стояночной коррозией является консервация турбины.
Методы оптимального распределения нагрузки между параллельно работающими агрегатами в пределах ТЭС. Понятие о маневренности ТЭС, турбоустановок и турбин. Факторы, определяющие маневренность турбоагрегата. Повышение маневренности турбоустановок.
Под маневренностью энергетического оборудования понимают комплекс свойств, определяющих его способность быстро откликаться на требование энергосистемы изменить свою мощность, быстро пускаться и останавливаться без снижения надежности оборудования в недопустимых пределах.
К числу наиболее важных свойств, входящих в этот комплекс, относятся;
1)регулировочный диапазон турбоустановки или энергоблока, число допустимых изменений нагрузки в пределах регулировочного диапазона за срок службы и скорость изменения нагрузки;
2)длительности пуска энергоблока или турбины из различных тепловых состояний и их допустимое число за срок службы;
3) возможность работы при аварийных режимах в энергосистеме.
Реализация этих свойств зависит от целого ряда факторов; топлива, на котором работает ТЭЦ, параметров пара, назначения и конструкции перепроизводящей установки и турбины и т.д.
Регулировочный диапазон энергоблока турбоустановки определяется верхним и нижним пределами нагрузки, т.е. интервалом ее изменения, внутри которого мощность может изменяться автоматически и без изменения состава вспомогательного оборудования и числа горелочных устройств котла. Это означает, чго при снижении нагрузки не включается БРОУ для направления части пара в обвод турбины в конденсатор, а при повышении нагрузки не отключаются ПВД или сетевые подогреватели (для теплофикационных энергоблоков). Нижний предел регулировочного диапазона для энергоблоков, работающих на газе и мазуте, должен составлять не более 20—30 %, на пыле-угольном топливе — не более 60—70% (в зависимости от типа шлакоудалепия в котле). При изменении нагрузки внутри регулировочного диапазона температура свежего пара и пара промежуточного перегрева должна поддерживаться в строгих пределах, с тем чтобы не вызвать отрицательных последствий
Регулировочный диапазон теплофикационного энергоблока (или турбоустановки) прежде всего определяется той тепловой нагрузкой, которую он несет. Электрическую мощность турбины нельзя снизить ниже той, которая создается теплофикационным потоком пара, и повысить выше той, которая вырабатывается максимальным конденсационным потоком пара, т.е. увеличением расхода свежего пара вплоть до максимального. Если тепловая нагрузка велика, то мощность конденсационного потока .мала, и маневренные возможности теплофикационной турбины милы.
При малых тепловых нагрузках турбина может изменять свою мощность в достаточном широком диапазоне, а при конденсационной нагрузке — в том диапазоне, который определяется возможностями турбины, котла, питательной установки.
Дополнительные ограничения регулировочного диапазона создаются такими факторами, как давление в теплофикационных отборах, от которых зависят напряжения в рабочих лопатках предотборных ступеней и осевое усилие, воспринимаемое упорным подшипником, давление в камере регулирующей ступени и т.д.
При работе турбины внутри регулировочного диапазона должна обеспечиваться без вредных последствий вполне определенная скорость изменения нагрузки. Если давление перед турбиной поддерживается постоянным, то средняя скорость изменения нагрузки может составлять 1—1,5% номинальной мощности в минуту. В реальных условиях в отдельные периоды скорость изменения нагрузки может быть и выше, однако тогда диапазон изменения нагрузки должен быть меньше; должна снижаться скорость изменения нагрузки и после «скачка» нагрузки. Например, при изменении нагрузки в пределах 20— 25 % номинальной мощности может быть допущена скорость ее изменения до 4 % номинальной мощности в минуту, но тогда последующее изменение мощности (в том же направлении) должно быть ограничено значением 0,7—1 % в минуту. Причина этого требования очевидна: малоцикловая прочность деталей энергоблока определяется разностями температур в детали, а они определяются диапазоном и скоростью изменения температуры в проточной части турбины. В свою очередь, эти значения зависят от диапазона и скорости изменения нагрузки, поэтому, варьируя их, можно управлять температурными напряжениями.
Требованиями к маневренности предусматриваются и определенные длительности пуска энергоблоков из различных тепловых состояний, характеризующихся температурой верха корпусов ЦВД и ЦСД перед пуском.
Обязательным требованием ко всем строящимся в настоящее время конденсационным энергоблокам является определенное число пусков, которое должна выдержать оборудование энергоблока за срок службы без повреждений от малоцикловой усталости при предусмотренных инструкциями графиках пуска
В число свойств, определяющих маневренность, входит и возможность работы при аварийных ситуациях в энергосистеме, когда требуются очень быстрое изменение нагрузки и последующая работа на ней. Дополнительными требованиями к маневренности являются возможность сброса до нагрузки собственных нужд и длительная работа в таком режиме. Основным последствием нарушений пусковых инструкций является либо повышенный расход топлива (при удлиненных по сравнению с инструкцией временах переходных процессов), либо ускоренное накопление повреждений и преждевременный выход оборудования из строя. При этом особенность накопления повреждений состоит в том, что отказы и аварии из-за них происходят не сразу, а спустя 5, 10, 15 лет эксплуатации. Поэтому тщательное выдерживание графиков переходных процессов является непременным требованием к качеству эксплуатации.
Для высокой маневренности необходима тщательно продуманная пусковая схема и хорошая подготовки оперативного персонала.
Основными факторами, ограничивающими маневренность турбины, являются взаимные деформации ее отдельных деталей и температурные напряжения в них. Степень влияний этих факторов определяется в значительной мере конструкцией турбины.
Для согласованного теплового расширения ротора и корпуса диаметр ротора, толщина стенки корпуса и ширина фланцев должны по возможности подбираться так, чтобы их средние температуры изменялись во времени одинаково. Важную роль в решении этой задачи играют тонкие, быстро прогреваемые сопловые коробки, которые позволяют уменьшить температуру и давление пара, поступающего в корпус турбины, и, следовательно, толщину стенок и фланцев корпуса. Еще больший эффект дает использование двустенной конструкции корпуса , в которой каждый из корпусов имеет тонкие стенки и уменьшенные быстро прогревающиеся фланцы. Двухстенная конструкция в области паровпуска попутно решает и другую важную проблему — проблему высоких температурных напряжений: тонкие стенки и фланцы легко прогреваются, возникающие температурные разности невелики и поэтому малы температурные напряжения.
Фланцы, являющиеся наиболее массивной частью корпуса, при пусках, а иногда и при расхолаживании и выводе турбины в ремонт подвергают прогреву с помощью пара. Обогрев фланцев позволяет резко уменьшить относительное удлинение ротора, однако вызывает другую опасность: при быстром прогреве фланец быстро расширяется в вертикальном направлении, а шпильки (или болты), стягивающие фланцы, значительно отстают в прогреве. Это может привести к пластической вытяжке шпилек и тогда после выхода турбины на номинальный режим работы, когда фланец и шпильки полностью прогреются, фланцевый разъем перестанет быть плотным. Поэтому вместе с прогревом фланцев необходимо вести прогрев и шпилек..
Для обогрева фланцевых соединений может использоваться пар из разных источников: из паропроводов свежего пара, из паропроводов горячего промежуточного перегрева, посторонний пар из станционного паропровода, от соседнего энергоблока и т.д.
Подача острого пара на фланцы из паропровода.Достоинством подачи для обогрева фланцев свежего пара является возможность быстрого прогрева фланцев, однако при этом возникает опасность их перегрева при неумелом пользовании. Пар с регулирующей ступени. Пар из регулирующей ступени подводится прямо в обнизку, проходит по ней и между болтами и фланцем и сбрасывается в короба. Такая система хороша тем, что обеспечивает одинаковость прогрева фланцев и болтов. В настоящее время на мощных турбинах пар для обогрева берется прямо из камеры регулирующей ступени и двумя короткими трубопроводами направляется через верхние (или нижние) фланцы прямо в обшивку. Эффективность этой схемы обогрева обусловлена прежде всего возможностью поднять давление в обнизке и обеспечить симметрию прогрева и отсутствие перекосов корпусов подшипников при их расширении по фундаментным рамам.
На графики, иллюстрирующие эффективность обогрева фланцевого соединения при пуске турбины из холодного состояния. При пуске с обогревом фланцев и сохранением допустимого относительного удлинения ротора ЦВД в пределах 4 мм удается набирать нагрузку в 1,5—2 раза быстрее, чем без использования обогрева. Обогрев фланцев позволяет не только уменьшить относительное удлинение ротора, но и снизить температурные напряжения в корпусе.
В турбинах малой мощности, не имеющих обогрева фланцев, скорость пуска и нагружения, как правило, ограничивается температурными напряжениями во фланце или разностью температур фланца и шпильки. В мощных турбинах с одностенным корпусом, при отсутствии обогрева фланцевых соединений звеном, ограничивающим скорость пуска, часто является не ротор, а корпус турбины, толщина которого вследствие его одностенности велика (до 150 мм). К тому же к температурным напряжениям в корпусе из-за его неравномерного прогрева по толщине добавляются напряжения из-за разности средних температур фланца и стенки турбин.
С равнение графиков пуска турбины с применением обогрева фланцев (сплошные линии) и без него (штриховые)
равнение графиков пуска турбины с применением обогрева фланцев (сплошные линии) и без него (штриховые)
 l — относительное удлинение ротора ЦВД
l — относительное удлинение ротора ЦВД
Поэтому в таких турбинах используют обогрев фланцев и шпилек, и тогда температурные напряжения в этих деталях, как правило, не ограничивают скорость набора нагрузки.
В мощных турбинах с двухсменными корпусами, толщина которых невелика, температурные напряжения в деталях статора не ограничивают скорость пуска. Наиболее опасными становятся температурные напряжения в роторах ЦВД и ЦСД в области паровпуска, где температура пара и скорость ее изменения максимальны. Особенно больших значений достигают температурные напряжения в зоне концентраторов — тепловых канавок и преддискосвых галтелей, где обычно и возникают трещины малоцикловой (термической) усталости.
Наиболее значительными концентраторами напряжений в роторе являются тепловые канавки, температурные напряжения в которых могут увеличиваться в 4—6 раз.
Конструкция клапанов и их размещение относительно корпуса турбины сильно сказываются на ее маневренных возможностях.
В результате размещения корпусов регулирующих клапанов на корпусе турбины снижается маневренность турбины, так как худшая изоляция корпуса клапана приводит к его более быстрому остыванию по отношению к корпусу турбины и трудностям при пуске из горячего состояния. Кроме того, неравномерность температурного поля по окружности паровпуска при быстром разогреве корпуса клапана во время пуска приводит к короблению корпуса турбины и задеваниям. Поэтому при размещении регулирующих клапанов рядом с турбиной улучшается маневренность турбины.
Повышение маневренности. Хорошая изоляция — это простое и очень эффективное средство повышения маневренности и надежности работы турбины.
Во многих случаях низкая маневренность турбоустановки является следствием несовершенства пусковой схемы (недостаточная пропускная способность РОУ и дренажей, большое количество запорной арматуры с ручным приводом)
Для работы в маневренном режиме турбина должна быть оснащена приборами для измерений параметров, характеризующих надежность работы при нестационарных режимах. Обязательно должны измеряться температура в камере регулирующей ступени, разности температур между верхом и низом корпуса, по ширине фланца, между фланцем и стенкой корпуса, между фланцем и шпильками, в характерных точках корпусов стопорного и регулирующего.
Повышение маневренности неблочных турбоустановок может быть достигнуто в результате изменения технологии пуска, в частности, при пуске и нагружении турбины при полностью открытых регулирующих клапанах.
Для энергоблоков хорошим способом увеличения маневренности является переход на регулирование нагрузки скользящим давлением .
Оптимальное распределение нагрузок между работающими агрегатами оказывает большое влияние на общую экономичность турбинного цеха и станции в целом.
В блочных установках, где нагрузка котлоагрегата определяется нагрузкой турбины, распределение мощности между блоками необходимо вести с учетом режимной характеристики котлоагрегата. В этом случае распределение нагрузок следует вести, руководствуясь относительными приростами блоков, которые в первом приближении (без учета тепловых и электрических собственных нужд блока) могут быть определены как произведение относительных приростов- котла и турбоагрегата.
При работе в параллель турбин с отборами пара вопрос об оптимальном распределении тепловых и электрических нагрузок усложняется, поскольку расход тепла на турбоагрегат будет зависеть как от электрической, так и от тепловой нагрузки турбины. В практической деятельности для решения этого вопроса достаточно иметь энергетические характеристики турбин при различных расходах
тепла и пара в отбор ; на основании этих графиков можно вести оптимальное распределение электрической нагрузки при постоянном отборе или тепловой нагрузки при постоянной электрической мощности .
При работе станций, имеющих в своем составе как конденсационные турбины, так и турбоагрегаты, отпускающие тепловую энергию, следует в первую очередь загружать агрегаты, вырабатывающие электроэнергию на тепловом потреблении, и в последнюю очередь — конденсационные агрегаты. При эксплуатации такого смешанного оборудования может возникнуть проблема: на каком агрегате выгоднее
увеличивать электрическую нагрузку — на конденсационной турбине или на турбине с отбором пара. Этот вопрос также решается путем сравнения энергетических характеристик рассматриваемых агрегатов. Обычно в этом случае предпочтение отдается конденсационному агрегату, поскольку в турбине с регулируемыми отборами пара конденсационный поток пара испытывает многократное дросселирование. Однако имеются режимы, при которых бывает выгоднее загрузить хвостовую часть турбины с отбором, а конденсационную турбину разгрузить или
остановить. Для обеспечения экономичной работы турбинного цеха во всем диапазоне изменения тепловых и электрических нагрузок должны быть составлены режимные карты очередности загрузки и разгрузки агрегатов, которыми и должен пользоваться эксплуатационный персонал.
Ремонт обмоток электрических машин. Бандажирование и балансировка роторов и якорей. Сборка и испытание электрических машин
Обмотка является одной из наиболее важных частей электрической машины. Надежность машин в основном определяется качеством обмоток, поэтому к ним предъявляются требования электрической и механической прочности, нагревостойкости, влагостойкости.
Подготовка машин к ремонту заключается в подборе обмоточных проводов, изоляционных, пропиточных и вспомогательных материалов.
Технология капитального ремонта обмоток электрических машин включает следующие основные операции:
очистка пазов сердечника от старой изоляции;
ремонт сердечника и механической части машины;
очистка катушек обмотки от старой изоляции;
подготовительные операции для изготовления обмотки;
изготовление катушек обмотки;
изолирование сердечника и обмоткодержателей;
укладывание обмотки в паз;
пайка соединений обмотки;
крепление обмотки в пазах;
сушка и пропитка обмотки.
Ремонт обмоток статоров. Изготовление обмотки статора начинают с намотки отдельных катушек на шаблоне. Чтобы правильно выбрать размер шаблона, необходимо знать основные размеры катушек, главным образом их прямолинейной и лобовой частей. Размеры катушек обмотки демонтируемых машин определяют путем замеров старой обмотки.
Катушки всыпных обмоток статоров изготавливают обычно на универсальных шаблонах (рис. 5).
Такой шаблон представляет собой стальную плиту 1, которая при помощи
приваренной к ней втулки 2 соединяется со шпинделем намоточного станка. Плита имеет форму трапеции.

Рисунок 5 — Универсальный намоточный шаблон:
1 — плита; 2 — втулка; 3 — шпилька; 4 — ролики
В ее прорези установлены четыре шпильки, закрепленные гайками. При намотке катушек разной длины шпильки перемещают в прорезях. При намотке катушек разной ширины шпильки переставляют с одних прорезей в другие.
В обмотках статора машин переменного тока обычно несколько соседних катушек соединяют последовательно, и они образуют катушечную группу. Чтобы избежать лишних паечных соединений, все катушки одной катушечной группы наматывают цельным проводом. Поэтому на шпильки 3 надевают ролики 4, выточенные из текстолита или алюминия. Число желобков на ролике равно наибольшему числу катушек в катушечной группе, размеры желобков должны быть такими, чтобы в них могли поместиться все проводники катушки.
Катушки двухслойной обмотки укладывают в пазы сердечника группами, как они были намотаны на шаблоне. Провода распределяют в один слой и кладут стороны катушек, которые прилегают к пазу. Другие стороны катушек не укладывают в пазы до тех пор, пока не будут уложены нижние стороны катушек во все пазы. Следующие катушки кладут одновременно верхними и нижними сторонами.
Между верхними и нижними сторонами катушек в пазах устанавливают изоляционные прокладки из электрокартона, согнутого в виде скобочки, а между лобовыми частями — из лакоткани или листов картона с наклеенными на них кусочками лакоткани.
Изготовление обмотки с закрытыми пазами имеет ряд особенностей. Пазовую изоляцию таких обмоток делают в виде гильз из электрокартона и лакоткани. Предварительно по размерам пазов машины изготовляют стальной дорн, который представляет собой два встречных клина. Дорн должен быть меньше паза на толщину гильзы. Затем по размерам старой гильзы нарезают заготовки из электрокартона и лакоткани на полный комплект гильз и приступают к их изготовлению. Нагревают дорн до 80 — 100 °С и плотно обертывают заготовкой, пропитанной лаком. Сверху на заготовку вполнахлестку плотно укладывают хлопчатобумажную ленту. После охлаждения дорна до температуры окружающей среды разводят клинья и снимают готовую гильзу. Перед намоткой помещают гильзы в пазы статора, а затем заполняют их стальными прутками, диаметр которых должен быть на 0,05 — 0,1 мм больше диаметра изолированного обмоточного провода. От бухты отрезают кусок провода, необходимый для намотки одной катушки. Длинный провод усложняет намотку, при этом нередко повреждается изоляция из-за частой протяжки его через паз.
Изоляцию лобовых частей обмотки машин на напряжение до 660 В, предназначенных для работы в нормальной среде, выполняют стеклолентой ЛЭС, причем каждый следующий слой полуперекрывает предыдущий. Каждую катушку группы обматывают, начиная от торца сердечника. Сначала обматывают лентой часть изоляционной гильзы, которая выступает из паза, а затем часть катушки до конца выгиба. Середины головок группы обматывают стеклолентой вполнахлестку. Конец ленты закрепляют на головке клеем или плотно пришивают к ней. Провода обмотки, которые лежат в пазе, удерживают с помощью пазовых клиньев, изготавливаемых из бука, березы, пластмассы, текстолита или гетинакса. Клин должен быть на 10 — 15 мм длиннее сердечника и на 2 — 3 мм короче пазовой изоляции и толщиной не менее 2 мм. Для влагоустойчивости деревянные клинья «варят» 3 — 4ч в олифе при 120 — 140 °С.
Клинья забивают в пазы средних и малых машин молотком и с помощью деревянной надставки, а в пазы крупных машин — пневматическим молотком. Затем собирают схему обмотки. Если фаза обмотки намотана отдельными катушками, их последовательно соединяют в катушечные группы.
За начало фаз принимают выводы катушечных групп, которые выходят из пазов, расположенных около выводного щитка. Эти выводы отгибают к корпусу статора и предварительно соединяют катушечные группы каждой фазы, скручивают зачищенные от изоляции концы проводов катушечных групп.
После сборки схемы обмотки проверяют электрическую прочность изоляции между фазами и на корпус, а также правильность ее соединения. Для этого используют самый простой способ — кратковременно подключают статор к сети (127 или 220 В), а затем к поверхности его расточки прикладывают стальной шарик (от шарикоподшипника) и отпускают его. Если шарик вращается по окружности расточки, значит схема собрана правильно. Такую проверку можно также осуществить с помощью вертушки. В центре диска из жести пробивают отверстие, укрепляют его гвоздем на торце деревянной планки, а затем эту вертушку помещают в расточку статора, который подключен к электрической сети. Если схема собрана правильно, диск будет вращаться.
Бандажирование роторов и якорей
При вращении роторов и якорей электрических машин возникают центробежные силы, стремящиеся вытолкнуть обмотку из пазов и отогнуть ее лобовые части. Чтобы противодействовать центробежным силам и удержать обмотку в пазах, используют расклиновку и бандажирование обмоток роторов и якорей.
Применение способа крепления обмоток (клиньями или бандажами) зависит от формы пазов ротора или якоря. При открытой форме пазов используют бандажи или клинья. Пазовые части обмоток в сердечниках якорей и роторов закрепляют при помощи клиньев или бандажей из стальной бандажной проволоки либо стеклоленты, а также одновременно клиньями и бандажами; лобовые части обмоток роторов и якорей — бандажами. Надежное крепление обмоток имеет важное значение, поскольку необходимо для противодействия не только центробежным силам, но и динамическим усилиям, воздействию которых подвергаются обмотки при редких изменениях в них тока. Для бандажирования роторов применяют стальную луженую проволоку диаметром 0,8 — 2 мм, обладающую большим сопротивлением на разрыв.
Перед намоткой бандажей лобовые части обмотки осаживают ударами молотка через деревянную прокладку, чтобы они ровно располагались по окружности. При бандажировании ротора пространство под бандажами предварительно покрывают полосками электрокартона, чтобы создать изоляционную прокладку между сердечником ротора и бандажом, выступающую на 1 — 2 мм по обеим сторонам бандажа. Весь бандаж наматывают одним куском проволоки, без паек. На лобовых частях обмотки во избежание их вспучивания накладывают витки проволоки от середины ротора к его концам. При наличии у ротора специальных канавок проволоки бандажа и замки не должны выступать над канавками, а при отсутствии канавок толщина и расположение бандажей должны быть такими, какими они были до ремонта. Скобки, устанавливаемые на роторе, следует размещать над зубцами, а не над пазами, при этом ширина каждой из них должна быть меньше ширины верхней части зубца. Скобки на бандажах расставляют равномерно по окружности роторов с расстоянием между ними не более 160 мм. Расстояние между двумя соседними бандажами должно быть 200—260 мм. Начало и конец бандажной проволоки заделывают двумя замочными скобками шириной 10—15 мм, которые устанавливают на расстоянии 10 — 30 мм одна от другой. Края скобок завертывают на витки бандажа и. запаивают припоем ПОС 40.
Полностью намотанные бандажи для увеличения прочности и предотвращения их разрушения центробежными усилиями, создаваемыми массой обмотки при вращении ротора, пропаивают по всей поверхности припоем ПОС 30 или ПОС 40. Пайку бандажей производят электродуговым паяльником с медным стержнем диаметром 30 — 50 мм, присоединяемым к сварочному трансформатору. В ремонтной практике нередко проволочные бандажи заменяют выполненными стеклолентами из однонаправленного (в продольном направлении) стеклянного волокна, пропитанного термореактивными лаками. Для наматывания бандажей из стеклоленты применяют то же оборудование, что и для бандажирования стальной проволокой, но дополненное приспособлениями в. виде натяжных роликов и укладчиков ленты.
В отличие от бандажирования стальной проволокой ротор до наматывания на него бандажей из стеклоленты прогревают до 100 °С. Такой прогрев необходим потому, что при наложении бандажа на холодный ротор остаточное напряжение в бандаже при его запекании снижается больше, чем при бандажировании нагретого. Сечение бандажа из стеклоленты должно не менее чем в 2 раза превосходить сечение соответствующего бандажа из проволоки. Крепление последнего витка стеклоленты с нижележащим слоем происходит в процессе сушки обмотки при спекании термореактивного лака, которым пропитана стеклолента. При бандажировании обмоток роторов стеклолентой не применяют замки, скобки и подбандажную изоляцию что является преимуществом этого способа.
Балансировка роторов и якорей
Отремонтированные роторы и якоря электрических машин подвергают статической, а при необходимости и динамической балансировке в сборе с вентиляторами и другими вращающимися частями. Балансировку производят на специальных станках для выявления неуравновешенности (дисбаланса) масс ротора или якоря, являющейся частой причиной возникновения вибрации при работе машины.
Ротор и якорь состоят из большого количества деталей и поэтому распределение масс в них не может быть строго равномерным. Причины неравномерного распределения масс — разная толщина или масса отдельных деталей, наличие в них раковин, неодинаковый, вылет лобовых частей обмотки и др. Каждая из деталей, входящих: в состав собранного ротора или якоря, может быть неуравновешенной вследствие смещения ее осей инерции от оси вращения. В собранном роторе и якоре неуравновешенные массы, отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться. Роторы и якоря, у которых главная центральная ось инерции не совпадает с осью вращения, называют неуравновешенными.
Неуравновешенность, как правило, складывается из суммы двух неуравновешенностей — статической и динамической. Вращение статически и динамически неуравновешенного ротора и якоря вызывает вибрацию, способную разрушить подшипники и фундамент машины. Разрушающее воздействие неуравновешенных роторов и якорей устраняют путем их балансировки, которая заключается в определении размера и места неуравновешенной массы. Неуравновешенность определяют статической или динамической балансировкой. Выбор способа балансировки зависит от требуемой точности уравновешивания, которой можно достигнуть на имеющемся оборудовании. При динамической балансировке получаются более высокие результаты компенсации неуравновешенности (меньшая остаточная неуравновешенность), чем при статической.
Для определения неуравновешенности ротор выводят из равновесия легким толчком. Неуравновешенный ротор (якорь) будет стремиться возвратиться в такое положение, при котором его тяжелая сторона окажется внизу. После остановки ротора отмечают мелом место, оказавшееся в верхнем положении. Прием повторяют несколько раз, чтобы проверить, останавливается ли ротор (якорь) всегда в этом, положении. Остановка ротора в одном и том же положении указывает на смещение центра тяжести.
В отведенное для балансировочных грузов место (чаще всего это внутренний диаметр обода нажимной шайбы) устанавливают пробные грузы, прикрепляя их с помощью замазки. После этого повторяют прием балансировки. Прибавляя или уменьшая массу грузов, добиваются остановки ротора в любом, произвольно взятом положении. Это означает, что ротор статически уравновешен, т. е. его центр тяжести совмещен с осью вращения. По окончании балансировки пробные грузы заменяют одним такого же сечения и массы, равной массе пробных грузов и замазки и уменьшенной на массу части электрода, которая пойдет на приварку постоянного груза. Неуравновешенность можно компенсировать высверливанием соответствующей части металла с тяжелой стороны ротора.
Более точной, чем на призмах и дисках является балансировка на специальных весах. Балансируемый ротор устанавливают шейками вала на опоры рамы, которая может поворачиваться вокруг своей оси на некоторый угол пoвoрачивая балансируемый ротор, добиваются наибольшего показания индикатора J, которое будет при условии расположения центра тяжести ротора.
Добавлением к грузу дополнительного груза—рамки с делениями добиваются уравновешивания ротора, которое определяют по стрелке индикатора. В момент уравновешивания стрелка совмещается с нулевым делением.
Если повернуть ротор на 180, его центр тяжести приблизится к оси качания рамы на двойной эксцентриситет смещения центра тяжести ротора относительно его оси. Об этом моменте судят по наименьшему показанию индикатора. Ротор уравновешивают вторично передвижением грузовой рамки по линейке со шкалой, отградуированной в граммах на сантиметр. О величине неуравновешенности судят по показаниям шкалы весов.
Статическая балансировка применяется для роторов, вращающихся с частотой, не превышающей 1000 об/мин. Статически уравновешенный ротор (якорь) может иметь динамическую неуравновешенность, поэтому роторы, вращающиеся с частотой выше 1000 об/мин, чаще всего подвергают динамической балансировке, при которой одновременно устраняются оба вида неуравновешенностей — статическая и динамическая.
Закрепив постоянный груз, ротор подвергают проверочной балансировке и при удовлетворительных результатах передают в сборочное отделение для сборки машины.
Сборка и испытание электрических машин Сборка — завершающий этап ремонта электрической машины, в процессе которого соединяют ротор со статором при помощи подшипниковых щитов с подшипниками и собирают остальные детали машины. Как правило сборка любой машины ведется в последовательности, обратной разборке.
Сборку машины ведут в такой последовательности, чтобы каждая устанавливаемая деталь постепенно приближала ее к собранному состоянию и в то же время не вызывала необходимости переделок и повторения операции.
Технологическая последовательность выполнения основных сборочных
работ и содержание производимых при этом операций приведены ниже на примере сборки машины постоянного тока серии П.
Сборку машины постоянного тока П-41 (рис. 6) производят следующим образом. Надевают на главные полюса катушки возбуждения, устанавливают полюса с катушками в станине 16 согласно маркировке, сделанной при разборке, и крепят их болтами. Проверяют шаблоном расстояния между полюсными наконечниками, штихмасом — расстояния между противоположными полюсами.

Рисунок 6 — Машина постоянного тока П-41
Надевают на добавочные полюса 13 катушки, вставляют полюса с катушками в станину 16 согласно маркировке, сделанной при разборке, и крепят их болтами. Проверяют шаблоном расстояния между полюсными наконечниками главных и добавочных полюсов, а штихмасом — расстояния между противоположными добавочными полюсами. Соединяют катушки главных и добавочных полюсов согласно схеме соединений. Проверяют полярность главных и, добавочных полюсов, а также величину вылета обмотки 12, расположенной в сердечнике 14 якоря. Насаживают на вал 7 вентилятор согласно пометкам, сделанным при разборке. Закладывают консистентную смазку в лабиринтовые канавки. Надевают на вал внутренние крышки 2 и 20 подшипников. Нагревают шарикоподшипники в масляной ванне или индукционным методом и насаживают их на вал с помощью приспособления, Закладывают в подшипники консистентную смазку. Вводят якорь в станину, пользуясь приспособлением. Собирают траверсу 6 вместе со щеткодержателями на приспособлении и притирают щетки. Привинчивают траверсу со щеткодержателями к подшипниковому щиту 5 и поднимают щетки из гнезд щеткодержателей. Надвигают на шарикоподшипник задний подшипниковый щит 18, приподнимают якорь за конец вала и надвигают подшипниковый щит на замок станины. Ввертывают болты подшипникового щита в отверстия торца станины, не затягивая их до отказа. Надвигают на шарикоподшипник 3 передний подшипниковый щит 5. Приподнимают якорь и вводят подшипниковый щит в замок станины. Ввертывают болты подшипникового щита в отверстия торца станины, не затягивая их до отказа. Проверяют легкость вращения якоря, постепенно затягивая болты подшипниковых щитов. Надевают крышку 4 шарикоподшипника и стягивают крышки 4 и 2 болтами. Закладывают консистентную смазку в лабиринтовые канавки. Надевают крышку 19 шарикоподшипника и крепят крышки 19 и 20 болтами. Проверяют легкость вращения якоря, вращая его за конец вала. Опускают щетки на коллектор. Проверяют расстояния между щетками разных пальцев по окружности коллектора и сдвиг щеток по длине коллектора. Проверяют расстояния между коллектором и щеткодержателями. Собирают зажимы 7 на дощечке 9 в коробке 8 и крепят к ней конденсаторы 10. Устанавливают собранную дощечку зажимов на переднем подшипниковом щите 5. Производят электрические соединения согласно схеме. Проверяют щупами расстояния между якорем и полюсами. Подводят к зажимам провода питания от сети. Производят пробную обкатку машины. В процессе обкатки проверяют работу щеток и подшипников. Щетки должны работать без искрения, подшипники — без шума. Окончив обкатку, закрывают коллекторные люки крышками. Отсоединяют провода питания и закрывают коробку зажимов крышкой. Сдают собранную машину мастеру или контролеру ОТК.
При выполнении сборочных работ электрослесарь должен помнить, что ротор электродвигателя, удерживаемый в центральном положении магнитным полем статора, должен иметь возможность перемещения («разбега») в осевом направлении. Это необходимо для того, чтобы вал ротора при малейшем смещении не стирал своими заточками торцы подшипников и не вызывал добавочных усилий или трении сопряженных частей машины. Величины осевого разбега, зависящие от мощности машины, должны быть: 2,5 — 4 мм при мощности 10—40 кВт и 4,5 — 6 мм при мощности 50—100 кВт.
У всех машин после ремонта проверяют нагрев подшипников и отсутствие в них посторонних шумов. У машин мощностью выше 50 кВт при частоте вращения более 1000 об/мин и у всех машин, имеющих частоту вращения свыше 2000 об/мин, измеряют величину вибрации.
Зазоры между активной сталью ротора и статора, измеренные в четырех точках по окружности, должны быть одинаковы. Размеры зазоров в диаметрально противоположных точках ротора и статора асинхронного электродвигателя, а также между серединами главных полюсов и якорем машины постоянного тока не должны отличаться более чем на ±10%.
Испытания электрических машин. В ремонтной практике встречаются главным образом следующие виды испытаний: до начала ремонта и в процессе его для уточнения характера неисправности; вновь изготовленных деталей машины; собранной после ремонта машины.
Испытания собранной после ремонта машины проводят по следующей программе:
проверка сопротивления изоляции всех обмоток относительно корпуса и между ними;
проверка правильности маркировки выводных концов;
измерение сопротивления обмоток постоянному току;
проверка коэффициента трансформации асинхронных двигателей с фазным ротором;
проведение опыта холостого хода; испытание на повышенную частоту вращения; испытание межвитковой изоляции; испытание электрической прочности изоляции.
В зависимости от характера и объема произведенного ремонта иногда ограничиваются выполнением лишь части перечисленных испытаний. Если испытания проводят до ремонта с целью выявления дефекта, то достаточно провести часть программы испытаний.
В программу контрольных испытаний асинхронных двигателей входят:
1) внешний осмотр двигателя и замеры воздушных зазоров между сердечниками;
2) измерение сопротивления изоляции обмоток относительно корпуса и между фазами обмоток;
3) измерение омического сопротивления обмотки в холодном состоянии;
4) определение коэффициента трансформации (в машинах с фазным ротором);
5) испытание машины на холостом ходу;
6) измерение токов холостого хода по фазам;
7) измерение пусковых токов в короткозамкнутых двигателях и определение кратности пускового тока;
8) испытание электрической прочности витковой изоляции;
9) испытание электрической прочности изоляции относительно корпуса и между фазами;
10)проведение опыта короткого замыкания;
11) испытание на нагрев при работе двигателя под нагрузкой.
В программу контрольных испытаний синхронных машин входят те же испытания за исключением п. 4, 7 и 10.
Контрольные испытания машин постоянного тока включают следующие операции:
внешний осмотр и измерение воздушных зазоров между сердечником якоря и полюсами;
измерение сопротивления изоляции обмоток относительно корпуса;
измерение омического сопротивления обмоток в холодном состоянии;
проверка правильности установки щеток на нейтралях;
проверка правильности соединения обмоток добавочных полюсов с
проверка согласованности полярностей катушек последовательного и параллельного возбуждений;