Удаление хрома с пластика, восстановление эмблемы Лада в домашних условиях

Когда-то, чуть меньше года назад моя нифка приняла облик "урбан" .
Эмблема на решётке радиатора появилась позже т.к. саму решётку брал не и интернет-магазина тюнинга а в обычном магазине запчастей, где эмблем этих небыло.
Не нашёл я тогда её и в других магазинах.
Купил чуть позже на авторынке Южный порт за 400 рублей.
На днях решил помыть машину и после мойки обнаружил, что хром с неё местами облез ��
Искать опять было лениво и я решил покрасить эту.
Но многие наверное знают, что хром нормально не красится, на нём краска долго не держится.
Нужно удалять хром.
Хром ложится на медную подложку.
Из своего прошлого помню, что медь травится раствором хлорного железа.
Полез в гугл искать где купить его и наткнулся на другой способ, реактивы для которого есть практически у каждого перед домом, в отличии от хлорного железа -которое ещё поискать надо.
Эмблема была подготовлена: хром слегка зашкурен до меди, до небольших проплешин, хотя и облезлых мест наверное хватило-бы.
Суть- чтоб медь вступила в реакцию с раствором, может и под хромом протравиться но долше.
Ну а хром просто отвалится в виде частичек.
Куплен флакончик перекиси водорода в аптеке, 200мл за 65 руб
Пакетик лимонной кислоты за 39 руб
Соль есть у всех дома.
На 25мл перекиси чайная додка лимонки(7,5гр)
И на любое количество добавляем чайную ложку соли, она как катализатор, по этому ложка и всё.
Разводим это всё в стеклянной или пластиковой таре и помещаем туда деталь.
Вобщем всё протравил, поехал за краской и в магазине увидел эмблему хром �� за 219 руб.
К слову баллон акрилового грунта стоит 190 руб и акриловая черная эмаль 220руб.
Да ну нах это чёрное, мне эмблема в хроме больше нравится.
Вобщем не покрасил, оставил до лучших времён.
А так, осталось пройтись грунтом по пластику, акрилом на пару слоёв и эмалью на 2-3 слоя.
Хромирование пластика в домашних условиях: технология и советы
Вопрос о том, можно ли выполнить хромирование пластика своими руками в домашних условиях, чаще всего интересует автолюбителей, которые таким образом могут придать своему автомобилю более эстетичный внешний вид без лишних трат.

Покрытый хромовым составом пластиковый бампер
Что потребуется
Для хромирования пластика в домашних условиях вам потребуются:
- емкость из диэлектрического материала, в качестве которого может выступать стекло (или пластик);
- анодная пластина, подключаемая к плюсовому контакту источника электротока;
- электролитический раствор, в который будут погружаться анод и обрабатываемая деталь.

Ванна для гальванопластики должна соответствовать габаритам изделия
Технологические особенности
Подвергать хромированию можно не только изделия из пластмассы, но и металлические детали. Следует иметь в виду, что для выполнения этой процедуры используются химические реактивы, которые могут представлять опасность для человеческого здоровья, поэтому осуществлять ее необходимо только в хорошо проветриваемом помещении. Химические реагенты могут не только пагубно воздействовать на органы дыхания, приводя к отравлению, но и вызывать ожоги, попадая на кожные покровы.
В качестве места для хромирования пластмассы лучше всего выбрать нежилое помещение – гараж или домашнюю мастерскую. Для обеспечения личной безопасности выполнять такую операцию необходимо в респираторе, перчатках из плотной резины, защитных очках и клеенчатом фартуке.
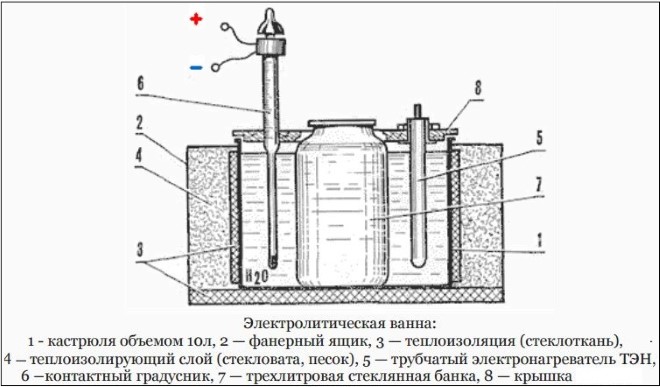
Самодельная электролитическая ванна
Для хромирования пластиковых деталей своими руками необходимо подготовить следующие инструменты и приспособления:
- емкость из стекла или пластика, внутренний объем которой подбирается в зависимости от размеров обрабатываемого изделия;
- деревянный ящик, стенки которого надо заизолировать стеклотканью, а затем утеплить песком;
- нагревательный элемент, при помощи которого температура электролита будет доводиться до требуемого значения (в качестве такого элемента можно использовать обычный ТЭН);
- термометр, способный измерять температуру до 100 ° ;
- лист фанеры;
- зажим;
- кронштейн, на котором будет фиксироваться обрабатываемая деталь.
Правила подготовки
Для хромирования пластика в домашних условиях необходимо изготовить специальную кисть. Ручку такой кисти, в полую внутреннюю часть которой будет заливаться электролит, можно сделать из трубки, изготовленной из оргстекла. Щетина кисти должны быть токопроводящей, поэтому изготовить ее можно из пучка медного провода, предварительно сняв с него изоляцию.
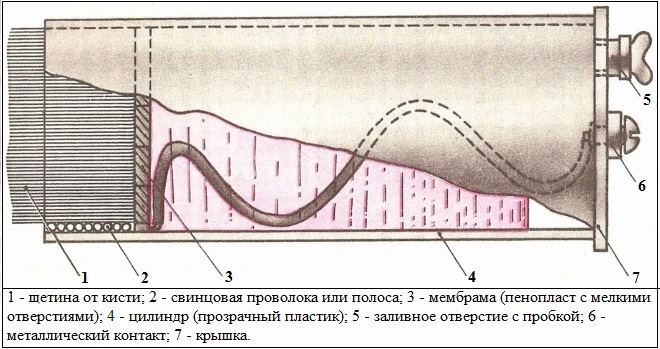
Конструкция кисти для хромирования крупногабаритных пластиковых деталей
Важным элементом установки для хромирования пластмассы является источник тока, в качестве которого может быть использован мощный трансформатор или автомобильный аккумулятор. Схема работы такой установки при использовании разных источников тока будет иметь некоторые отличия.
В случае применения в качестве источника тока трансформатора к подготовленной заранее кисти дополнительно подсоединяется диод, а при использовании аккумулятора данный элемент в электрической схеме не используется. Анод при помощи кабеля подсоединяется к понижающей обмотке трансформатора, а катод фиксируется на обрабатываемом изделии.

Компоненты для приготовления электролита: серная кислота, дистиллированная вода и хромовый андигрид
После того как вы подобрали и подготовили емкость, в которой будет выполняться нанесение хрома на пластик, ее необходимо наполнить электролитическим раствором. Состав такого раствора, а также температура, до которой он будет нагреваться перед хромированием, зависит от того, какими характеристиками должно обладать готовое покрытие.
Составы различных электролитов для хромирования
Кроме того, пластик перед началом обработки необходимо обезжирить. Для этого выполняются следующие действия.
- В равных количествах берутся следующие химические вещества – едкий натр, кальцинированная сода, силикатный клей.
- Все подготовленные компоненты растворяются в воде и смешиваются.
- Полученный раствор доводится до кипения, затем в него помещается обрабатываемое изделие.
Этапы процедуры
После приготовления электролитического раствора и обезжиривания пластика можно приступать непосредственно к процессу хромирования. Выполняется такая процедура, позволяющая нанести на пластик слой хрома, следующим образом.
- Обрабатываемое изделие подключают к источнику электрического тока.
- Кисточку, во внутреннюю полость которой залит электролит, также подключают к источнику тока.
- При помощи кисточки на пластик плавно и аккуратно наносится электролитический раствор. Чтобы покрытие из хрома было максимально надежным и долговечным, слой хромирующего электролита должен быть достаточно большой толщины.
- Количество электролита, содержащегося во внутренней полости кисти, необходимо постоянно пополнять.
- Наносить хромовый слой на пластик следует как минимум за тридцать проходов кистью по поверхности обрабатываемого изделия.
- Обработанную поверхность по окончании процедуры следует промыть проточной водой и просушить.
- Хромовое покрытие, нанесенное на пластмассовое изделие, необходимо натереть до металлического блеска, используя ветошь.

В процессе обработки необходимо следить за силой тока
Несколько полезных рекомендаций
Задаваясь вопросом о том, как хромировать изделия из пластика и получать при этом качественный результат, следует придерживаться следующих рекомендаций.
- Выполнение хромирования пластика не всегда возможно в домашних условиях. В таких случаях можно наносить покрытие не из хрома, а из никеля.
- Светоотражающие способности хромового слоя, нанесенного на пластик, могут со временем ухудшиться. В таких случаях качество покрытия можно восстановить, для чего изделие необходимо промыть в теплой воде, используя при этом средства бытовой химии. После промывки и просушки поверхность детали надо натереть мягкой тканью (грубые и твердые материалы могут нанести ей непоправимый вред).
- Следует иметь в виду, что хромовое покрытие, нанесенное на пластик, может потускнеть под воздействием низких температур.
- После хромирования пластмассы выполняется финишная обработка изделия – полировка его поверхности.
Хромирование пластиковых деталей автомобиля, а также изделий из пластмасс любого другого назначения – это выполнимая в домашних условиях, но достаточно трудоемкая операция. Для проведения данной процедуры потребуется не только собрать своими руками гальванический аппарат, но и приобрести соответствующие химические реагенты, а также подготовить необходимые приспособления и инструменты.
Все это, естественно, потребует значительных финансовых вложений. Именно поэтому, если к хромированию пластмассы вы прибегаете один раз, а не занимаетесь им постоянно, лучше доверить эту операцию специализированным организациям или частным мастерам.
Чем заменить хром на пластмассовых деталях автомобиля
Хромирование: технологии, способы, фото, видео, процесс, виды, состав
Как можно самостоятельно хромировать детали в домашних условиях?
Необязательно быть химиком со стажем, чтобы провести хромирование деталей в домашних условиях своими руками. Данный метод доступен рядовому умельцу, не нуждается в привлечении профессиональных знаний и потому остается популярным способом обработки. Технология позволяет получить блестящую поверхность на металлической, пластмассовой, стеклянной или деревянной основе, не теряющую своего блеска под влиянием воздуха и воды.
Существуют схожие операции получения дополнительного металлического слоя: цинкование, никелирование, серебрение. Хромировка деталей (процесс нанесения хрома на изделие) включает несколько функций:
- Защитную. Слой хрома устойчив к температурным перепадам; он улучшает физико-химические характеристики поверхности, защищая ее от окисления, предавая предметам (деталям автомобилей, велосипедов, приборов) дополнительную прочность.
- Декоративную. Результатом гальванизации становится привлекательный внешний вид любого транспортного средства. Декоративное хромирование выгодно преображает детали интерьера — крепежные элементы потолочных карнизов, фурнитуру (ручки дверей или мебельные), декоративные подставки, сувениры.
- Восстанавливающую. Продлевает срок службы изношенной поверхности валов, втулок (если глубина износа не превышает 1 мм), тем самым увеличивая срок эксплуатации.
- Повышает износоустойчивость двигателей внутреннего сгорания (осаждается на трущиеся поверхности), всевозможных штампов и матриц, мерильных инструментов.
- Улучшает отражательные свойства (хромирование отражателей фар, производство прожекторов, технических и бытовых зеркал).
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом — компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Оборудование
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
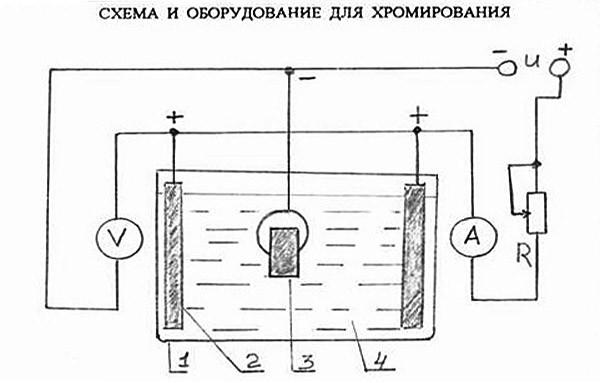
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Источник питания
Для гальваники в домашней лаборатории подойдет заземленный источник постоянного тока с регулируемым напряжением 1,5-12 В, с максимальным током 20 А (для регулировки выходной мощности удобно пользоваться реостатом).
Выбор сечения соединительных проводов делают с учетом максимальной нагрузки (силы тока). Для хромирования мелких деталей используют провода с сечением 2,5 мм.
Состав и методика подготовки электролита
В смеси для осаждения хрома содержится:
- Дистиллированная (из аптеки) либо водопроводная (прокипяченная и отстоянная, идеально — фильтрованная) вода.
- Хромовый ангидрид (CrO3), из расчета 250 г на 1 л воды.
- Серная кислота (H2SO4) – 2-2.5 г/л (с удельной плотностью 1,84 г/см3).
- Сосуд наполовину заполнить водой, разогретой до 60º С.
- Всыпать хромовый ангидрид; добиться полного растворения, размешивая.
- Долить оставшуюся воду, осторожно добавить кислоту, перемешать.
- Электролит выдерживается 3,5 часа под номинальным током (для выравнивания плотности).
Подготовка поверхности
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски — наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
Хромирование
- Электролит подогревается до 52±2°С (во время процесса поддерживается неизменный температурный режим).
- В сосуд (с закрепленным анодом) помещается деталь с прикрепленным катодом и прогревается до уравнивания температур.
- Подается напряжение. Время осаждения составляет от 20 минут до 1-2 часов, что определяется формой предмета.
- Деталь вынимается, промывается в дистиллированной воде (несколько раз) и сушится 3 часа; во время сушки прикасаться к ней нельзя. По такой методике хромируют детали из стали, латуни, бронзы.
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
Видео: уникальная методика хромирования в домашних условиях.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.
Технология хромирования деталей
Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
Освоив технологию хромирования, вы сможете проводить ряд уникальных работ в домашних условиях. Это позволит вам поменять внешний облик мотоцикла или автомобиля, а также изготовить множество стильных и современных вещей, например: ручки для шкафов или дверей, подставки, крепежные элементы, карнизы, кашпо и другие декоративные изделия, которые превратят ваш интерьер в нечто невероятное.
Краткое описание процесса
 И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
 Улучшает антикоррозийные свойства;
Улучшает антикоррозийные свойства;- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.
Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим. Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:
 Хромовый ангидрид 250 г/л.
Хромовый ангидрид 250 г/л.- Серная кислота — 2,5 г/л.
- Температурные показатели — 50 градусов Цельсия для декоративной обработки, и 55−60 градусов Цельсия для улучшения функциональных качеств.
- Плотность тока — 25 А/дм2 для декоративной обработки, а также 60 А/Дм2 для достижения функциональных свойств.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.
Диффузный метод гальванической обработки
 Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода H2О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Обработка посредством напыления
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
- Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
- Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
- Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.
- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:
- Подготовка поверхности заготовки посредством шлифовки и полировки.
- Очистка от загрязнений с помощью специального средства и дистиллированной воды и протирка ветошью.
- Полное изолирование поверхности, куда не нужно наносить хром, заделка отверстий (если не нужно покрывать внутренние полости).
- Установка изделия на специальную подвеску.
- Полное обезжиривание.
- Промывка водой.
- Декапирование.
Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия. Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.
Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Чтобы заделать образованные поры хрома, деталь дополнительно покрывают маслом или лаком. Образовавшуюся хромовую пленку дополнительно защищают термической обработкой, в процессе чего заготовку выдерживают под воздействием высоких температур (около двухсот градусов Цельсия) на протяжении некоторого времени.
Подвиды хромирования
Как уже говорилось выше, гальваническое хромирование позволяет создать эффективный защитно-декоративный слой и придать поверхности особенные свойства.
Хромированный металл декорируется и с помощью других металлов, включая медь или никель. В таком случае эксплуатационные показатели, а именно срок службы и сохранность блеска хрома существенно улучшаются. Также материал обретает отличные антикоррозийные свойства, поэтому он не поддаётся вредным воздействиям.
Твердое хромирование незаменимо в тех случаях, если речь идёт о желании улучшить износостойкость и твердость, уменьшив показатели трения на обрабатываемой заготовке.
В таком случае использовать другой металл не нужно. Выдержка в ванной отличается большой продолжительностью, что необходимо для получения определенной толщины слоя.
На отмену от декоративной металлизации, твердая подразумевает дополнительное использование специальных лаков или масел.
Теперь вы знаете, в чём заключаются все особенности металлизации деталей с помощью хрома. При соблюдении последовательности действий, можно успешно провести такое мероприятие в домашних условиях.
Хромирование
Электролитическое хромирование в практических целях осуществляется исключительно из растворов электролитов на основе шестивалентной окиси хрома. Многочисленные попытки создать промышленно полезный электролит на основе соединений трехвалентного хрома, позволяющий получать хромовые покрытия, обладающие такими же технико-эксплуатационными свойствами, особенно для получения толстослойных твердых износостойких покрытий, не привели к положительным результатам.
Все электролиты хромирования содержат свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуют осаждению хрома на катоде. Помимо этого, во всех электролитах хромирования на основе шестивалентного хрома обязательно присутствуют и ионы трехвалентного хрома. Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др.). Вместе с тем, обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3-5 г/л.
Электролитическое хромирование, проводимое на основе шестивалентных солей хрома, является высокотоксичным процессом, а используемые для этого электролиты являются агрессивными жидкостями, даже в разбавленных растворах. К тому же, во время электроосаждения хрома происходит усиленное газообразование и в воздух вместе с газом, в виде аэрозоля, поступает большое количество агрессивных веществ. Поэтому при работе с электролитами хромирования должны строго соблюдаться правила техники безопасности и приняты все необходимые меры предосторожности, а используемые ванны хромирования обязательно должны быть снабжены мощными отсасывающими устройствами и вентиляционными установками, очищающими воздух от вредных аэрозольных примесей.
В зависимости от условий проведения процесса электролиза различают три типа хромовых покрытий встречающихся на практике: это блестящие защитно-декоративные покрытия, отличающиеся небольшой толщиной покрытия и позволяющие получать блестящие осадки хрома, затем твердые износостойкие защитные покрытия, позволяющие получать хромовые покрытия большой толщины, с высокими значениями твердости и износостойкости, и молочные безпористые покрытия, использующиеся в основном как подслой, для улучшения коррозионной стойкости покрытий. По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий.
Блестящие защитно-декоративные хромовые покрытия имеют небольшую толщину, в пределах 0,2 — 0,7 мкм, наносятся обычно по подслою меди и никеля, и используются для повышения механической и коррозионной стойкости покрытия, для придания поверхности изделия улучшенных декоративных свойств. Молочные защитные хромовые покрытия осаждают на сталь, алюминий, титан и некоторые другие металлы и сплавы. Получаемые покрытия имеют большую толщину, порядка 10-100 мкм и используются для защиты рабочего инструмента, оптической аппаратуры, для покрытия валов полиграфических машин, турбинных лопаток и т.д.
Электролиты хромирования обладают самой низкой рассеивающей способностью из всех известных на сегодня электролитов. Осаждение хрома и нанесение хромового покрытия требует очень высокой токовой нагрузки в ванне, значительно более высокой, чем в других процессах гальваноосаждения. Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения.
 Для процесса блестящего декоративного хромирования в основном используют электролиты, содержащую высокую концентрацию хромового ангидрида. К преимуществам такихэлектролитов относится их более высокая электропроводность, а следовательно, возможность проводить осаждение хрома при пониженных плотностях тока, а также меньшая чувствительность к загрязнениям, по сравнению с разбавленными электролитами, используемыми для молочного хромирования. К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм 2 ), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Для процесса блестящего декоративного хромирования в основном используют электролиты, содержащую высокую концентрацию хромового ангидрида. К преимуществам такихэлектролитов относится их более высокая электропроводность, а следовательно, возможность проводить осаждение хрома при пониженных плотностях тока, а также меньшая чувствительность к загрязнениям, по сравнению с разбавленными электролитами, используемыми для молочного хромирования. К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм 2 ), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Блестящие защитно-декоративные хромовые покрытия не рекомендуется осаждать непосредственно на медную, латунную или бронзовую основу, или подслой из этих металлов, или сплавов. Связано это с тем, что при эксплуатации в атмосферных условиях медь взаимодействует с атмосферными газами с образованием углекислой и других солей меди. Образующиеся соли, скапливаясь в порах, резко ухудшают внешний вид хромового покрытия. В случаях, когда хром необходимо осаждать непосредственно на детали из меди, латуни или бронзы, толщина хромового покрытия должна быть не менее 4-5 мкм. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
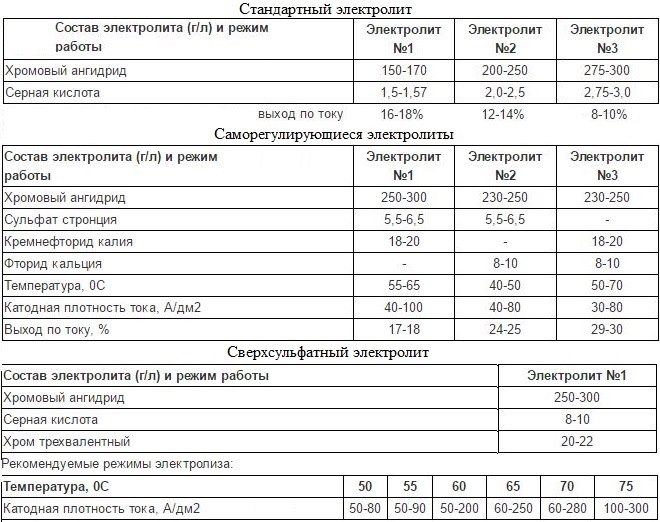
Самыми распространенными электролитами хромирования являются электролиты, состоящие из окиси хрома и серной кислоты. Они бывают разбавленные, стандартные и концентрированные.
| Номер ванны | CrO3, г/л | Катализатор или добавка, г/л | Температура, °С | Плотность тока, А/дм 2 | Выход по току, % |
|---|---|---|---|---|---|
| 1 | 130-175 | 1,3 — 1,75 H2SO4 | 40-70 | 15-105 | 16-18 |
| 2 | 220-250 | 2,2 — 2,5 H2SO4 | 40-70 | 15-105 | 12-14 |
| 3 | 275-300 | 2,75 — 3,0 H2SO4 | 40-70 | 15-105 | 8-10 |
У разбавленных электролитов наилучшая рассеивающая способность, но электролит не очень устойчив по составу, а хромированные осадки склонны к шероховатости. Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
 В некоторых случаях в электролит добавляют катионы цинка. Такие электролиты используются для нанесения износостойких покрытий на деталях, работающих в условиях воздействия сред повышенной агрессивности. Для повышения рассеивающей способности электролита и улучшения физико-химических свойств хромовых покрытий, в электролит вводятся органические добавки. Недостатком органических веществ является их взаимодействие с хромовой кислотой, что приводит уже в начале процесса электролиза к накоплению излишнего количества трехвалентного хрома в электролите.
В некоторых случаях в электролит добавляют катионы цинка. Такие электролиты используются для нанесения износостойких покрытий на деталях, работающих в условиях воздействия сред повышенной агрессивности. Для повышения рассеивающей способности электролита и улучшения физико-химических свойств хромовых покрытий, в электролит вводятся органические добавки. Недостатком органических веществ является их взаимодействие с хромовой кислотой, что приводит уже в начале процесса электролиза к накоплению излишнего количества трехвалентного хрома в электролите.
Во всех технических электролитах, содержащих хромовую кислоту, для обеспечения стабильности процесса хромирования, важно поддерживать правильное соотношение между концентрациями хромовой кислоты и каталитической добавкой. Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
 Процесс осаждения хрома и свойства получаемого хромового покрытия во многом зависят от режима осаждения хрома, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных граница х режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 1.
Процесс осаждения хрома и свойства получаемого хромового покрытия во многом зависят от режима осаждения хрома, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных граница х режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 1.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50°С) и широком диапазоне плотностей тока. Осадки блестящего хрома обладают высокой твердостью (6000… 9000 Н/мм 2 ), высокой износостойкостью и имеют меньшую хрупкость.

Рис. 1. Зоны хромовых осадков.
Молочный хром получается при более высокой температуре электролита (выше 70°С) и более широком широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400.. 6000 Н/мм 2 ), но обладают пластичностью и имеют повышенную коррозионную стойкость.
Сверхсульфатный электролит хромирования
Сверхсульфатный электролит хромирования рекомендуется для скоростного осаждения толстослойных, блестящих и износостойких хромовых покрытий (до 500 мкм).
Состав сверхсульфатного электролита хромирования, г/л:
Хромовый ангидрид (CrO3) 250-300 г/л
Хром трехвалентный (в пересчете на Сг203) 20-22.
Температура электролита должна быть не ниже 50 0 С, а плотность тока во время процесса хромирования более 55 А/дм 2 . Из сверхсульфатного электролита в широком интервале температур и плотностей тока (до 300 А/дм 2 ) осаждаются износостойкие, твердые хромовые покрытия.
Рекомендуемые режимы электролиза:
Сверхсульфатный электролит хромирования имеет крайне низкую рассеивающую способность. Поэтому он рекомендуется только для нанесения хромовых покрытий на цилиндрические детали: штоки, валы, цилиндры и т.д., при использовании специальной оснастки, обеспечивающей концентрическое (коаксиальное) расположение детали и анода. Рекомендуемый состав анодов: РЬ 7986%; Sb 4-6%; Sn 10-15%
Саморегулирующийся сульфатный электролит хромирования
Саморегулирующийся сульфатный электролит подобен стандартному электролиту хромирования, т.к. в его состав входит только один анион катализатор — сульфат. Различие заключается лишь в том, что сульфаты вводятся в электролит не в виде серной кислоты, а в виде трудно растворимой соли — сульфата стронция. Содержание сульфатов в электролите регулируется благодаря ограниченной растворимости этой соли. Состав саморегулирующегося сульфатного электролита хромирования, г/л:
Хромовый ангидрид (Сг03) 250;
Сернокислый стронций (SrS04) 6-8;
Двуокись кремния (SiO;) 10-15.
Режим работы электролита:
Блестящие твердые покрытия: Плотность тока 60-95 А/дм 2 . Температура 60-65 0 С.
Молочные толстослойные покрытия: Плотность тока 20-50 А/дм 2 .Температура 78-80 0 С.
Саморегулирующийся сульфатно-кремнефторидный электролит хромирования
В саморегулирующемся сульфатно-кремнефторидномэлектролите анионами-катализаторами являются ионы S04 2 — и SiF6 2 — . Основные преимущества данного электролита по сравнению с сульфатным электролитом, заключается в большей стабильности состава, несколько более высокой рассеивающей способности, более высоком выходе по току и более широкому интервалу допустимых температур, и плотностей тока, обеспечивающих получение блестящих осадков хрома. При использовании данного электролита легче решается проблема получения прочного сцепления хрома с блестящим никелевым покрытием, нержавеющей сталью. Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Главным недостатком саморегулирующихся кремнефторидных электролитов хромирования является их повышенная агрессивность по сравнению со стандартными электролитами, особенно по отношению к медным сплавам, стали и к свинцовым анодам. Скорость растворения металлов в саморегулирующемся электролите хромирования, а следовательно, и скорость накопления в нем ионов железа или меди выше, чем в сернокислом. При плохой рассеивающей способности электролита участки хромируемых деталей, на которых реализуется более низкая плотность тока, более медленно покрываются хромом и подвергаются, с одной стороны, травлению электролитом, а с другой — сильному наводораживанию.
Состав саморегулирующего сульфатно-кремнефторидного электролита, г/л:
хромовый ангидрид (CrO3) — 250—300:
сернокислый стронций (SrSO4)— 5,5 -6,5
кремнефтористый калий (K2SiF6) — 18- 20
Тетрахроматный электролит хромирования
Тетрахроматный электролит имеет довольно необычный для электролитов хромирования состав — наряду с хромовой и серной кислотами он содержит достаточно большое количество щелочи, которая частично нейтрализует кислоту. Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25 о С) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
К электролитам тетрахроматного типа относятся и электролиты, в которых вместо щелочи используют углекислый кальций. В некоторых случаях рекомендуется добавлять в электролит 0.5-10 г/л вольфраматов или солей магния, в присутствии которых осаждаются хромовые покрытия, обладающие лучшей полируемостью.
Состав тетрахроматного электролита хромирования, г/л:
Хромовый ангидрид (СrO3) -350-400
Едкий натр (NaOH) — 40-60
Температура электролита -18-25 0 С. Плотность тока -10-80 А/дм 2
Тетрахроматный электролит используется исключительно для получения защитно-декоративных покрытий. Ввиду того, что электролиз ведется при комнатной температуре, осадки получаются серыми. Однако, благодаря низкой твердости и достаточно высокой пластичности, они могут быть отполированы до зеркального блеска, характерного для блестящих декоративных хромовых покрытий. Относительно высокая рассеивающая способность тетрахроматного электролита позволяет применять его для нанесения хромовых покрытий на пресс-формы, используемыех, например, для изготовления деталей из пластмасс.
Хромовые покрытия, полученные из тетрахроматного электролита, имеют значительно более низкую пористость по сравнению с хромом из сульфатных электролитов, но для получения износостойких покрытий тетрахроматные электролиты не используются. Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Электролиты черного хромирования
Черное хромирование применяется для покрытия оптических систем и деталей, которые должны иметь хорошую теплоотдачу в пространство. Толщина слоя черного хрома составляет 1,5-2,0 мкм. Покрытие черного хромирования обладает хорошей термостойкостью, и в отличии черного никеля или черных оксидных покрытий, являются износостойкими.
| Состав электролита и режим осаждения | №1 | №2 | №3 | №4 | №5 | №6 | №7 | №8 |
|---|---|---|---|---|---|---|---|---|
| Хромовый ангидрид | 250 | 200 | 250-400 | 250 | 150-400 | 250 | 250 | 200 400 |
| Уксусная кислота | — | 6.5 | 5 | — | _ | 3 | . | |
| Ванадат аммония | — | 20 | — | — | _ | _ | ||
| Оксалат железа | — | — | — | — | 15-75 | — | — | — |
| Карбамид | 2.5 | |||||||
| Фторид хрома | ||||||||
| Борная кислота | — | — | — | — | 15 | _ | ||
| Нитрат натрия | 3-5 | — | — | 5 | _ | |||
| Гексафторалюминат натрия | 0.2 | — | — | — | 0.1 | — | — | — |
| Плавиковая кислота | — | — | — | — | — | — | 0.21 | |
| Кремнефторис товодородная кислота | — | — | — | 1.25 | — | — | — | |
| Хромин | 2-3 | — | — | 1.53 | — | — | — | |
| Температура,°С | 18-25 | 10-30 | 10-30 | 18-25 | 18-25 | 15-25 | 60-70 | 18-40 |
| Плотность тока, А/дм 2 | 15-30 | 50-100 | 50-100 | 10-60 | 10-50 | 10-50 | 20-30 | 50-120 |
Продолжительность процесса черного хромирования составляет 4-6 минут.
Примеси в электролите хромирования.
Присутствие в электролитах хромирования посторонних примесей может приводить к ухудшению качества хромового покрытия. Причиной появления примесей часто является нарушение самой технологии хромирования. Следует подчеркнуть, что наименьшее накопление вредных примесей происходит в электролитах, используемых для блестящего декоративного хромирования. Это объясняется тем, что из-за недолгой продолжительности процесса блестящего хромирования, подвески с деталями постоянно выносят на своей поверхности электролит с примесями. А необходимость регулярно доливать или воду, или свежую порцию электролита, приводит к разбавлению раствора электролита и предотвращает накопление в нем примесей в опасных концентрациях.
Осаждение хрома на алюминий и его сплав
Хром осаждают на детали из алюминия или его сплавов в основном в тех случаях, когда необходимо повысить их износостойкость, термостойкость или улучшить антифрикционные свойства. Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
В промышленности применяются две их разновидности:
— Активация (удаление оксидной пленки с одновременным легким подтравливанием) поверхности алюминия и одновременное осаждение на его поверхности прочно сцепленного с основой тонкого слоя металла, служащего в качестве подслоя для последующего нанесения слоя покрытия;
— Анодное оксидирование алюминия с целью формирования на нем оксидной пленки определенной структуры и толщины, которые обеспечивают надежное сцепление с ней последующего покрытия.
«Цинкатная»щелочная обработка заключается в обработке алюминиевых изделий в растворе цинката, содержащего раствор щелочи и оксида цинка. Процесс осуществляется, путем опускания алюминиевой детали на несколько секунд в раствор цинката при температуре 18-25°С. При этом имеющаяся оксидная пленка вытравливается с поверхности алюминия и, одновременно на ее месте формируется тонкий слой цинка. В принципе уже на этот слой можно наносить хромовое покрытие. Однако для улучшения сцепления рекомендуют первый слой цинка удалять, растворяя его в растворе азотной кислоте (300-500 г/л). Затем, после тщательной промывки, детали опять погружают в цинкатный раствор на 10-15 сек. Такой метод называется «двойной цинкатной обработкой» или «двойным цинкатом». Для получения более плотных, компактных с лучшими антикоррозионными свойствами пленок, рекомендуют добавлять в цинкатный раствор хлорид железа и сегнетову соль.
Хромируем деталь автомобиля

Можно ли самостоятельно хромировать детали автомобиля, не используя сложного гальванического оборудования — этот вопрос волнует многих профессиональных маляров. Эксперты канала Kuzov Lab Павел Никифоров и дядя Володя расскажут, как хромировать детали авто, используя только малярное оборудование.
Покраска автомобиля хромой — материалы, необходимые для восстановления декора
Чтобы осуществить самостоятельное восстановление хромированных деталей автомобиля, маляру потребуются:
Краскопульт с «дюзой» 0,6. 0,8 мм (покрасить авто хромой стандартным «пистолетом» не получится).
- Авто краска под хром Mipa Vicrom mirror glaze.
- Биндер-изолятор декоративной краски для авто Mipa WBC Beispritzlack.
- Водно-спиртовый обезжириватель PK 1000 (с антистатическим эффектом).
- Салфетка из микрофибры.
- Полиуретановый лак BASIC CLEAR II CP для финишной покраски.

В качестве «подопытных» деталей авто, которые постараются покрасить эксперты, будут использоваться: крыло от автомобиля «ЗАЗ» и пластмассовая модель маленького авто. Перед восстановлением хрома, крыло автомобиля было подвергнуто покраске в черный цвет и залакировано.


Как хромировать детали автомобиля с помощью оборудования для покраски
Самостоятельно хромировать можно: черный акрил, черный полиуретан, ЛКП «базовая краска+лак». Детали авто, на которые наносится хромированный декор, должны иметь идеально ровную поверхность, иначе «зеркальный» эффект на кузове автомобиля не получится. Шлифовать лакокрасочное покрытие, прежде чем, покрасить детали хромой не нужно. Но все дефекты покраски следует тщательно отполировать. Покрасить элементы автомобиля хромой нужно не позже пятого дня, от времени нанесения базовой краски.
Восстановление хромированного покрытия специализированной краской
- Перед тем, как покрасить хромированную деталь автомобиля специализированной краской, ее тщательно обрабатывают обезжиривателем PK 1000. В качестве салфетки применяется только «микрофибра», иначе хромированное покрытие получится с дефектами.
- Настраивают краскопульт на рабочее давление 3,0. 3,5 бар. Заливают в его бачок краску Mipa Vicrom mirror glaze и начинают восстановление хромой.
- Тонким напылением, с большого расстояния, выполняют покраску хромом автомобиля или отдельных деталей авто.
- После непродолжительной сушки продолжаем восстановление. Для этого, наносим второй и последующие слои декора. Производитель краски советует выполнять восстановление минимально возможным количеством эмали. Чем сильнее просвечивает черное покрытие базового ЛКП, тем интенсивнее хромированный эффект.
- Покрыв деталь хромой, оставляем ее сушиться в камере при 60 °С, в течение 30 минут. Если сушильная камера отсутствует, минимальное время сушки — 1 час.
- Наносим на поверхность детали тонкий слой Mipa WBC Beispritzlack. Состав выполняет роль изолятора, если покрасить без него, растворители из лака проникнут в хромированный слой. «Зеркальный» эффект исчезнет.
- Делаем десятиминутную выдержку.
- Тонко-тонко наносим первый слой прозрачного лака серии UHS. Делаем перерыв десять минут, даем растворителю полностью испариться.
- Наносим основной слой лака. Включаем сушку на 30 минут, при 60 °С. Покраска окончена.
- Оцениваем результаты восстановления декора.

Посмотрите видеоролик о том, как хромируют детали:
Автомобиль, хромированный без спецоборудования
Декорирующая краска Mipa Vicrom mirror glaze позволяет выполнять восстановление хромированных деталей автомобиля, не используя технологию «химической металлизации». Без сложного оборудования, применяя лишь профессиональные навыки нанесения ЛКП, каждый маляр сможет покрасить хромой и стальные детали и пластиковые элементы авто. Главное, не переусердствовать с количеством наносимой эмали. В противном случае при восстановлении декора, детали авто не получат хромированный вид, а превратятся в «отполированный алюминий».
Хромирование пластика в домашних условиях
Изделия, имеющие хромовое покрытие, имеют эстетичный и привлекательный внешний вид, именно поэтому они настолько популярны и стоят дороже нехромированных аналогов.
Но что делать, если на рынке нет вариантов с хромовым покрытием, или хочется придать соответствующий внешний вид уже имеющимся в наличии вещам без хромового слоя? В подобной ситуации может помочь хромирование пластика в домашних условиях.

Хромирование пластика в домашних условиях
Особенности хромирования пластика в домашних условиях
Главной особенностью домашнего хромирования является необходимость приобретения оборудования, некоторые элементы которого довольно-таки дорогостоящи. Поэтому, в случае если подобный способ планируется использовать только один раз, целесообразней воспользоваться платными услугами специалистов.
Второй важной особенностью технологии хромирования пластика в домашних условиях является применение едких и токсичных реагентов с высокой степенью летучести. Прежде чем приступать к процессу важно выбрать подходящее и хорошо вентилируемое помещение и позаботиться о средствах личной защиты.
Помещение для проведения процесса хромирования пластиковых изделий должно быть хорошо проветриваемым или оборудованным достаточно мощной вытяжной вентиляционной системой. Для этих целей лучше всего подойдёт гараж, домашняя мастерская или другое крытое нежилое помещение.
Что касается личной защиты, то крайне необходимо вооружиться респиратором, защитными очками, качественными резиновыми либо прорезиненными перчатками и защитным фартуком. Важно помнить, что попадание применяемых реагентов на кожу может вызвать химические ожоги, а вдыхание их паров привести к общему отравлению организма.
Подготовка к проведению хромирования
Для хромирования пластмассы своими руками дома необходимо подготовить следующие материалы и инструменты:
- подходящая по размерам ёмкость, в которую будет налит диэлектрический раствор, это может быть стеклянная банка или пластиковое ведро;
- электролитный раствор;
- пластиковое ведро или пластиковый тазик, в который помещают ёмкость;
- ящик из фанеры или дерева, который необходимо предварительно изолировать стеклотканью и утеплить минеральной ватой или песком — это нужно для хорошей термоизоляции;
- специальная кисть для нанесения раствора;
- нагревательный элемент — лучше всего для этого подойдёт обыкновенный ТЭН;
- источник электропитания необходимого напряжения, мощности и силы тока (трансформатор или автомобильный аккумулятор);
- термометр, с помощью которого можно измерять жидкость с температурой до 100 0 C;
- кронштейн, необходимый для свободного подвешивания обрабатываемой детали в ёмкости;
- щиток для плотного накрывания ёмкости — это может быть лист из фанеры;
- зажим.

Первым делом, необходимо подготовить специальный электролитический раствор, без которого весь процесс невозможен. Сделать его можно в домашних условиях. Для этого понадобятся следующие ингредиенты:
- дистиллированная вода (объем зависит от объёма тары и размера обрабатываемой детали);
- хромовый ангидрит (250 г/литр воды);
- серная кислота H2SO4 (2.5 г/л).
Независимо от выбора метода проведения хромирования деталей в домашних условиях для его осуществления понадобится электролитический раствор.
Чтобы приготовить электролит, необходимо в дистиллированную воду, предварительно нагретую до 60 0 C, насыпать и тщательно размешать хромовый ангидрит, после этого добавить и размешивать серную кислоту. Через полученный раствор в течение 2 – 3 часов прогоняем электрический ток до приобретения им темно-бордового оттенка. Силу тока рассчитываем исходя из количества жидкости, она должна составлять 6.5 А./литр жидкости. Готовый раствор настаиваем в течение суток.
Процесс хромирования пластика
Прежде чем приступить к обработке детали, её нужно обезжирить. Для этого необходимо приготовить специальный раствор: в равных долях смешать кальцинированную соду, едкий натрий и силикатный клей, полученную смесь растворить в воде и довести до кипения, после чего погрузить в неё деталь.

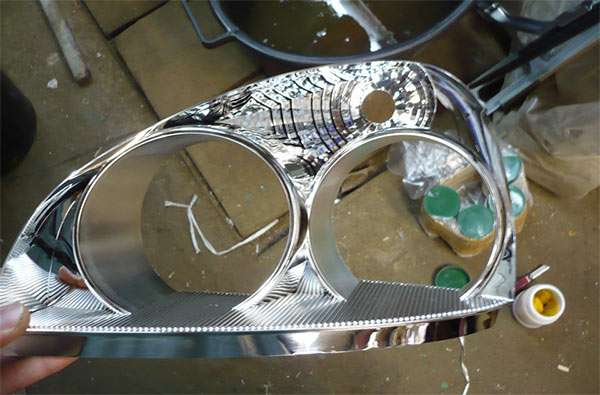
Результат хромирования пластика
Существует два основных метода хромирования пластика дома:
- с помощью гальванической ванны;
- с помощью специальной кисти.
Оба метода по-своему хороши, и каждый сам для себя выбирает подходящий ему способ. Рассмотрим оба эти метода подробнее.
Хромирование с помощью кисти
Главным элементом оборудования, необходимого для хромирования пластика в домашних условиях при помощи специальной кисточки, является сама кисть, с помощью которой наносится реагент на поверхность обрабатываемой детали.

Схема устройства кисти для хромирования
Ее можно сделать самому. Для этого необходимо взять полую внутри трубку из органического стекла, на один конец которой приспосабливаем щетину из электропроводного материала. Для этой цели лучше всего подойдёт пучок из тонкой медной неизолированной проволоки. Щетину кисти нужно обмотать тонким свинцовым проводом.
Для нанесения хромового покрытия на пластик, саму деталь и кисть необходимо подключить к источнику электропитания, таким источником может быть трансформатор или автомобильный аккумулятор. В зависимости от выбора источника питания схема подключения будет разной.
В случае если используется трансформатор, к кисти подключают диод: анод подключаем к понижающей обмотке трансформатора, а катод с помощью зажима типа «крокодил» присоединяем к обрабатываемой детали. Если источником питания служит аккумулятор, диод не используется.
После подключения к источнику электропитания, на деталь с помощью кисти наносится электролит, который предварительно заливается в полую ручку кисти, важно при этом следить за уровнем самого электролита. Раствор наносится плавными движениями из стороны в сторону ровными слоями.
Для того чтобы покрытие сохранилось максимально долго, специалисты рекомендуют наносить раствор в несколько слоёв, количество проходов по каждому участку должно быть в диапазоне от 25 до 35 раз.
Хромирование в гальванической ванне
В данном случае температура электролита должна быть на уровне 50-60 0 C, после подогрева его настаивают 2,5-3 часа.

Гальваническая ванна из пластикового контейнера
В подготовленную ёмкость (гальваническую ванну), погружают анод (+), а катод подключают к трансформатору (-), после чего в неё погружают пластмассовую деталь и фиксируют в подвешенном состоянии так, чтобы она не касалась стенок ванной. Это нужно для того чтобы покрытие было равномерным и без огрехов. Важно при этом поддерживать температуру раствора на уровне 50 – 53 0 C. Через некоторое время подаётся ток.
Если после хромирования пластика видны недостатки в хромовом слое, процесс нужно повторить (возможно, несколько раз).
После хромирования обрабатываемую деталь необходимо промыть под проточной водой и прокипятить как минимум в 3-х литрах дистиллированной воды не менее чем 30 мин.
Для доведения детали до идеального состояния, после хромирования её натирают и полируют при помощи мягкой ткани.
В завершении хочется сказать, что сейчас на рынке практически все товары продаются в вариациях с хромовым покрытием, но иногда бывает так, что нужно хромировать какую-то деталь самому и многие думают, что это невозможно в домашних условия. Безусловно, это сложно, но возможно. Поэтому если возникает такая необходимость – смело беритесь за дело, главного при этом быть осторожным и внимательным, чтобы не повредить саму деталь или не навредить своему здоровью.
Что нужно для хромирования пластика?
Профилактика Царапины и тусклость Хромированные детали придают машине особенный вид. На солнце они блестят, в пасмурную погоду отражают, как зеркало. Именно отражательная способность хрома требует постоянного поддержания. Хорошо обращаться с машиной недостаточно, поскольку такая поверхность легко покрывается мелкими царапинами и тускнеет со временем.Вопреки расхожему мнению, ржавеет хром ничуть не хуже, чем обычный металл. Поэтому уход за хромированными деталями крайне важен.
Обратите внимание на процесс мытья машины. Желательно использовать мыльную теплую воду. Протирать нужно мягкой тряпочкой или мягкой поролоновой губкой.
Как хромировать пластмассу своими руками?
Слой электролита должен быть достаточным, чтобы нанесенное покрытие сохранилось на максимально возможный период времени. Во время работы отслеживаем наличие в кисточке электролита и если нужно, добавляем состав снова.
Обратите внимание! Рекомендуется делать, по крайней мере, тридцать прохождений кистью по каждому месту поверхности. По окончании нанесения электролита, поверхности промываем под проточной водой.
Затем даем деталям просохнуть. Уже сухие поверхности натираем кусочком материи до состояния блеска. Полезные советы
- В некоторых случаях выполнить хромирование своими руками не представляется возможным, и тогда можно выбрать альтернативный способ придания детали эффектного вида — никелирование.
- Хромирование позволяет отражать свет Солнца, но со временем это свойство обработанной поверхности утрачивается.
Хромирование пластика: этапы работы
На первом этапе проводят подготовку детали. Ее обрабатывают обезжиривающим раствором, который готовят из следующих компонентов:
- кальцинированной соды;
- едкого натрия;
- силикатного клея.
Ингредиенты смешивают в равных долях и разводят водой, после чего ставят на огонь и доводят до кипения. Когда раствор будет готов, в нее опускают деталь, которую предстоит хромировать.
После того, как деталь будет обезжирена, приступают к следующему этапу – хромированию. Это можно делать с помощью гальванической ванны или специальной кисти. Каждый выбирает тот метод, который считает наиболее удобным.
Хромирование при помощи кисти
Кисть можно изготовить своими руками. Потребуется полая трубка, сделанная из оргстекла. На один ее конец фиксируется щетина, которую можно сделать из пучка медной неизолированной проволоки. Кисть обматывают тонким проводом из свинца. Кисть и деталь подключают к аккумулятору. В качестве источника питания может выступить трансформатор, тогда кисть соединяют с ним диодом, при этом анод идет к обмотке трансформатора, а катод подсоединяют к детали. Для аккумулятора диод не пригодится.
Далее на деталь кистью наносят реагент, который перед работой вливают в стеклянную ручку кисти. Процедуру проводят аккуратно, плавными движениями, нужно следить, чтобы раствор ложился равномерно. В кисть постоянно подливают раствор. Вещество наносят в несколько слоев. Каждый участок обрабатывается до 35 раз. В итоге покрытие должно представлять собой толстый равномерный слой.

Хромирование с помощью гальванической ванны
Если хромирование пластика будет проводиться в гальванической ванне, электролит нагревают до 60 градусов и настаивают около трех часов. В емкость опускают анод, а к трансформатору подключают катод. Затем в ванную опускают деталь. Ее нужно подвешивать на кронштейн, чтобы предмет ни в коем случае не касался стенок ванны, дабы не повредить равномерность нанесения вещества.
Восстановление хромированных деталей в домашних условиях
Но даже самый качественный хром со временем может получить различного рода повреждения:
- царапины, мелкие шероховатости;
- микротрещины;
- помутнение, потеря изначального блеска;
- образование налета, желтизна;
- появление очагов коррозии.
К повреждениям хромированных элементов, которые поддаются восстановления в домашних условиях, не относятся: отслаивание верхнего слоя покрытия либо хрома вместе с никилеевой подложкой, отсутствие хрома на углубленных участках изделия или вокруг отверстий. Такого рода дефекты являются заводским браком, возникающим вследствие нарушения технологии или использования некачественных реагентов. Для восстановления таких деталей автомобиля потребуется полное удаление старого покрытия и нанесение нового слоя хрома. Несмотря на трудоемкость и затратность процесса, хромирование своими руками – вполне осуществимая задача.
Методика хромирования металла своими руками
Тому, кто собирается освоить хромирование металла в бытовых условиях, в первую очередь необходимо четко усвоить, что этот химический процесс связан с применением особо токсичных веществ, опасных для здоровья и наносящих вред природной среде. Поэтому ни о какой гальванике в домашних условиях не может быть и речи. Для хромирования необходимо подобрать нежилое помещение и по возможности оборудовать его хотя бы какой-нибудь вентиляцией. Также стоит заранее позаботиться об утилизации отработанного раствора и промывочной воды. Все работы следует выполнять в спецодежде и с применением средств индивидуальной защиты, используемых на химпроизводствах.

Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления. О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Подготовка металла к хромированию ничем не отличается от приготовлений к любому другому гальваническому процессу. В первую очередь необходимо убрать остатки покрытий и ржавчину с хромированной поверхности. Первое выполняется с помощью металлических щеток и наждачной бумаги или же (если есть такая возможность) абразивоструйной обработкой. Для удаления ржавчины с металла можно также использовать механические методы, но лучше воспользоваться ортофосфорной кислотой.
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
Основными компонентами всех электролитов для хромирования металлов являются хромовый ангидрид и серная кислота. В промышленных гальванических растворах применяют различные добавки, но для домашнего мастера на первое время достаточно этих двух. При приготовлении электролита сначала в воде разводится серная кислота из расчета 1.5–2.5 г/л, а затем добавляется хромовый ангидрид в количестве 150–250 г/л. Точную пропорцию можно подобрать только экспериментально, оценивая результат хромирования поверхности металла (см. также ниже о возможных дефектах).
Восстановление хромированных деталей автомобиля
Рассмотрим поэтапно восстановление всех видов повреждений. Удаление коррозии Хром хорошо защищает металлические поверхности от ржавления, но и сам подвержен коррозии.
- смесь пищевой соды, порошкового очистителя для газовых плит и теплой воды. Для приготовления разведите в пропорции 1:1 соду и порошок, а затем добавьте воды, перемешивая до пастообразного состояния;
- в качестве заменителя пищевой соды можно использовать лимонную кислоту и обычную соль в пропорции 1:1.
Процесс хромирования пластика
Прежде чем приступить к обработке детали, её нужно обезжирить. Для этого необходимо приготовить специальный раствор: в равных долях смешать кальцинированную соду, едкий натрий и силикатный клей, полученную смесь растворить в воде и довести до кипения, после чего погрузить в неё деталь.

Результат хромирования пластика
Существует два основных метода хромирования пластика дома:
- с помощью гальванической ванны;
- с помощью специальной кисти.
Как восстановить блеск хромированных деталей авто
С небольшими очагами коррозии справится Кока-Кола;
- WD-40 (в простонародье называемая “вэдешкой”);
- специализированные очистители для хрома. К примеру, Soft99 Chrome Cleaner или средство от Doctor Wax (DW8317), “Очиститель хрома” от GRASS и т.д.
Производители средств заверяют, что состав их химических реактивов и мелкий абразив способны не только снять окислы и помутнения, но и создать защитную пленку. Так вы сможете защитить детали от дальнейшего разрушения.
Порядок действий Для очистки хромированных деталей часто используется фольга или металловата (стальная вата), за неимением можно использовать обычную губку.
Технология гальванических ванн
подготовительный процесс. Предварительно металл нужно зачистить, удалив с поверхности остатки старой краски, ржавчины, грязи
Отдельное внимание стоит уделить обезжириванию (качественная металлизация невозможна после удаления отложений жира обычным разбавителем или ацетоном). Пропорция смешиваемых реагентов для электролита зависит от площади и состава покрываемой детали; поместите катод (металл на который подается «–») в готовый электролит (t±52º)
После того как температура детали и электролита выровняется, подайте напряжение; обработка деталей занимает не менее 20-ти минут. Показатель варьируется в зависимости от качества очистки детали, рельефности и прочих факторов; хромированные элементы требуют осушки (минимум 2,5 часа). На протяжении всего процесса к элементу нельзя прикасаться.
Тонкости процесса
Металлизация должна происходить в хорошо проветриваемом помещении (в идеале: принудительная вентиляция вытяжной системой). Испарения в процессе хромирования чрезвычайно вредны для человеческого здоровья. Приступать к приготовлению электролита и обработке деталей можно только в респираторе, защитных очках, прочных прорезиненых рукавицах и фартуке.
В случаи, если вы не имели раньше дела с управлением химическими процессами, первый опыт вряд ли увенчается успехом. Возможен неравномерный блеск детали, отсутствие блеска, коричневые пятна, образование раковин, отслоение и прочие дефекты. Испытания процесса на опытном образце поможет вам скорректировать возможные погрешности.
Хромировать таким методом можно не только металл, но и пластик. Металлизация диэлектриков требует внесения некоторых поправок в технологию.
Уделите большое внимание правильной утилизации «отработки»
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.