Что такое шпг для двигателя
При сборке удобно использовать комплект Mot. 574-22 и приспособление Mot. 574-24.
Разборка и проверка ШПГ двигателя К4М была рассмотрена в статье – «Разборка и дефектовка ШПГ».
Визуально проверьте состояние шатунов (скручивание и изгиб) и чистоту опорных поверхностей крышки и кривошипной головки шатуна.
Для нагрева верхней головки шатунов используйте электроплитку мощностью 1500 Вт.
Поместите верхние головки шатунов на плитку.
Убедитесь, что верхние головки шатунов соприкасаются с плиткой по всей поверхности.
На каждую головку шатуна положите в качестве индикатора температуры кусочек оловянного припоя.
Температура плавления оловянного припоя составляет примерно 250°С.
Нагрейте верхние головки шатунов до расплавления припоя.
Подготовка поршневых пальцев
Проверьте, свободно ли вращаются поршневые пальцы в бобышках соответствующих новых поршней.
Для установки используйте оправки C13 и A13 из комплекта Mot. 574-22 для поршневых пальцев без буртика или оправки C13 и A13 из комплекта Mot. 574-24 для поршневых пальцев с буртиком.

Установите поршневой палец (1) на монтажную оправку (2) (см. рис. 1).
— Заверните оправку (3) до затяжки сборки.
— Отверните на четверть оборота оправку (2).
Положение поршней по отношению к шатунам
Поршни маркированы меткой «V» на головке, которая должна располагаться со стороны маховика.

— Расположите головку поршня меткой «V» вверх (см. 1, рис. 2).
— Направьте паз под стопорный усик шатунного вкладыша вниз (см. 2, рис. 2).
Сборка

Установите на призму кольцо B10 (см. 1, рис. 3), поршень с опорой на кольцо и скрепите все детали зажимом (2).
Убедитесь, что отверстие поршневого пальца совпадает с отверстием кольца B10.
Смажьте оправку и поршневой палец моторным маслом.
Оставьте поршневой палец в сборку и проверьте, свободно ли он вращается. При необходимости отцентрируйте поршень.
Следующие операции нужно выполнить быстро, чтобы не допустить охлаждения головки шатуна.
Когда кусочек припоя расплавится, удалите припой.
Вставьте центрирующую оправку в поршень,
Вставьте правильно ориентированный шатун в поршень.
Быстро запрессуйте поршневой палец до упора центрирующей оправки в дно приспособления.
Убедитесь в том, что поршневой палец не выступает из поршня при любых положениях шатуна.
Установка поршневых колец
Поршневые кольца подобраны по поршню и должны свободно перемещаться в канавках поршня.
Соблюдайте направление установки колец (метка «ТОР» должна быть направлена вверх).

Соблюдайте положение замка каждого кольца (см. рис. 4). Замки компрессионных колец надо развернуть на 180˚, замки частей маслосъемного кольца – на 120˚.
Облегченный поршень. Зачем устанавливают? И можно ли сделать своими руками
Облегчение системы КШМ (кривошипно-шатунного механизма), может добавить свои плюсы в работе всего двигателя в целом. Многие тюнеры облегчают не только шатуны и коленчатый вал, но и сами поршни. Если идти дальше, то можно облегчить и сам маховик. Но для простого обывателя это очень сложная информация для усвоения. Многие слышали про поршни двигателя, многие даже видели вживую, но вот зачем их облегчать – не понимают! Сегодня я постараюсь рассказать вам простыми словами, про эту процедуру, а также в конце статьи будет небольшая инструкция для облегчения стандартных вариантов своими руками. Так что читайте …

ОГЛАВЛЕНИЕ СТАТЬИ
Для начала давайте вспомним, что такое поршень?
Это часть механизма КШМ (кривошипно-шатунного механизма), который имеет только одно назначение – нагнетание давления в цилиндре. Нагнетает давление при помощи движений вверх, а его в свою очередь толкает шатун, который связан с коленчатым валом. Эта конструкция всем известна и уже не нова. Хороша она или нет, это вопрос другой, но стоит отметить — КПД двигателя внутреннего сгорания крайне мал.

Если вы хотите понять принцип работы, то возьмите обычный пластиковый (аптечный) шприц для инфекций лекарств. У него также есть поршень иногда с прорезиненной прослойкой — он практически имитирует работу нашего металлического варианта.
Вспомнили – разобрались, дошли до облегченного варианта.
Зачем он нужен и для чего его устанавливают?
Если разобрать все по полочкам, то получается вот такая информация.
1) Облегчение позволяет двигателю работать с более высокими оборотами, это полезно для тюнинговых двигателей, например с компрессором. А как известно при высоких оборотах мощность возрастает.
2) Двигатель быстрее набирает обороты, ему не нужно тратить энергию на раскрутку тяжелых поршней.
3) Двигатель работает более ровно, уменьшается детонация. Посмотрите короткий, но познавательный ролик.
4) Ходит мнение, что увеличивается ресурс деталей. Так как испытываемые нагрузки уменьшаются в связи с уменьшение веса поршня.
Если подвести промежуточный итог, то получается – скоростнее (более высокие обороты), более уверенный старт с места, меньше детонации, больше ресурс.
Как обычно происходит облегчение?
Конечно, хочется понимать, благодаря чему снижается вес и чем жертвует конструкция?
Если посмотреть на строение «обычного» поршня, то можно увидеть полый цилиндр высотой примерно от 80 до 100 мм (это усредненные размеры). Такими они были на заре своего появления. Если подбить по весу, то получается примерно 500 – 600 грамм. То есть полкило летает вверх – вниз оттягивая на себя часть энергии. А чем больше обороты – тем больше энергии приходится тратить!
Теперь облегченный вариант, если сравнить его с «обычным» то:
Во-первых, уменьшают высоту, она (если опять взять усредненные размеры) – от 50 до 80 мм.
Во-вторых, уменьшают вес, конечно он значительно уходит от уменьшения высоты, но этого не достаточно, срезают еще и бока. Получается так называемый «Т-образный» облегченный поршень. «Т-образный» потому что если посмотреть на него с одного боку он напоминает букву «Т», кстати некоторые называют «треугольный».

Единственное что оставляется неизменным это верхняя площадка, кстати, некоторые могут иметь проточки нужные при обрыве ремня ГРМ.
Такие вариации могут снизить приличную массу, средний вес облеченного варианта – около 250 грамм. Что в два раза легче. А с 4 штук, уходит более 1 килограмма! Для мотора это очень существенно.

Как сделать своими руками?
Знаю многих мучает такой вопрос – как из обычного, сделать облегченный поршень и вообще возможно ли это?
Конечно возможно, причем некоторые умельцы вытачивают и срезают лишнее в своих гаражах. Однако хочется отметить — что нужны точные размеры под срезы, а также «развесовка» и «балансировка».
Срезают как обычно высоту и бока.
Работа очень трудоемкая и точная, если что-то сделаете не правильно, то поршень идет на свалку. Поэтому лучше сначала вычислить размеры на бумаге-компьютере.
Далее нанести контур карандашом, затем закрепить по этому контуру метки. Многие их отмечают клеящейся бумагой (можно и малярным скотчем), другие рисуют нестирающимся маркером (например — перманентным).

После можно срезать не нужную часть на специальном станке, либо можно отрезать болгаркой или специальными насадками на дрель.
Опять же отмечу, срез должен быть точный, либо баланс поршня будет нарушен и у двигателя будет большая детонация. Так что если ни разу этим не заниматься, нужно обратиться к «тюнерам» вашего города. Возможно они уже это проходили.

А из личного опыта скажу, иногда лучше купить уже готовый комплект для вашего агрегата, они также продаются в большом количестве на интернет площадках.
А теперь смотрите большое видео, как установить облегченне покупные поршни на двигатель ВАЗ
Наверное на этом все, думаю это информация была вам полезной. Читайте наш АВТОБЛОГ.
(9 голосов, средний: 3,44 из 5)
Похожие новости

Что такое форсированный двигатель? Только правда и видео материа.

Гусеницы на авто или танк из НИВЫ и УАЗ своими руками. Какова це.

Даунпайп что это такое. Зачем устанавливают?
Превращаем втыковый вазовский мотор в безвтыковый
Чтобы модернизировать вазовский моторDatsun mi-DO, нам понадобится заменить ключевые детали и необходимые прокладки.
Но обо всем по порядку.
Делу крышка
Мы оставляем прежнюю клапанную крышку, а сопутствующие прокладки, в том числе и две втулки, вставляющиеся в отверстия на крышке, понадобились новые. Обратите внимание, что при замене втулок герметик не требуется. Многие герметики со временем отслаиваются, попадают через масляные каналы в поддон, а оттуда — в маслозаборник, забивая систему. Поэтому мы рекомендуем по возможности не использовать герметик.
Всему голова
Переходим к головке блока цилиндров. Меняем все клапаны, оказавшиеся загнутыми, на новые. Для этого притираем их и проверяем на герметичность. Затем ставим маслосъемные колпачки, а после — сами клапаны. При снятии головки блока повреждаются все прокладки, и их также необходимо заменить.
Особенно важна прокладка между головкой и блоком. Она двухслойная, металлическая, с пружинящими «зигами», которые обеспечивают герметичность соединения при меньшем моменте затяжки. Благодаря этой детали существенно сокращается объем газов, попадающих в картер двигателя, — это помогает стабилизировать его работу, а меньший момент затяжки снижает деформацию стенок цилиндров. На нашем моторе используются болты М10, затягивающиеся в три приема: сначала — с моментом 20 Нм, затем они дважды доворачиваются на 90°.
Обратим внимание на распредвал. На его подшипниках есть участки, которые необходимо — без фанатизма! — смазать герметиком, чтобы масло не вытекало по торцевым поверхностям. Притянув головку, при установке толкателей нужно проверить зазоры в клапанах, так как все клапаны у нас новые, а шайбы старые. Последние при необходимости также придется заменить. На шайбах есть маркировка, при установке она должна оказаться внутри толкателя. Шайбы располагают так, чтобы они не протирались при контакте с кулачком распредвала.
Тонкости ШПГ
Переходим к самому интересному — к шатунно-поршневой группе. На нашем втыковом двигателе у поршней нет проточек под клапаны. Мы решили поменять поршни на новые, с проточками, причем вместе с шатунами, так как старые погнулись. Запчасти мы заказали у официального дилера Federal Mogul. В комплект на один цилиндр входят поршень, кольца, палец и собственно шатун вместе с болтами для крепления нижней крышки его головки. На днище поршней видны проточки, а также нанесены номер 11189, стрелка, указывающая направление установки поршня в блок цилиндров, и дата выпуска. Юбка имеет улучшенное покрытие из оксида железа, защищающее ее от повреждений.
Нижняя головка шатуна изготовлена по разрывной технологии, за счет чего место стыка практически не видно. Болты, которыми крепится нижняя крышка шатуна, затягиваются в два приема: сначала — с моментом 20 Нм, затем доворачиваются на 135°. Ориентироваться при сборке помогают выступы на нижней крышке и на теле шатуна. На нижней головке этой запчасти, с двух сторон, есть дублирующаяся в двух местах маркировка: указаны дата выпуска детали и ее номер в партии. Все номера должны совпадать.
По диаметру юбки поршни делятся на три класса. У нас были поршни класса В, поэтому и новые имеют тот же класс, о чем говорит соответствующая маркировка на деталях. Пометка есть и на блоке цилиндров — на привалочной поверхности, рядом с резьбовыми отверстиями, где крепится поддон двигателя.
При покупке запчастей также важно учесть класс шатуна по массе! Эта информация есть на крышке нижней его головки. Таких классов три, и они обозначаются точками — одной, двумя или тремя. В комплекте должны быть шатуны одного класса либо соседних, например первого и второго, но ни в коем случае не первого и третьего.
После установки поршневой группы и затяжки болтов крепления шатунов ставим алюминиевый поддон. Прокладка здесь не нужна — только герметик. Желательно использовать маслобензостойкий состав. Наносить следует совсем немного герметика, чтобы излишки не выдавило во внутреннюю полость.
Новые зубья
Переходим к приводу ремня ГРМ. Мы выбрали комплект Gates, в который входят помпа от Dolz с прокладкой, ремень и ролик с полуавтоматическим натяжителем. К слову, для натяжения используются разные приспособления. Мы подобрали серповидный захват, рассчитанный под ролик. Захват ставится на ролик, к головке последнего прикручивается болт, и ремень натягивается. Мы отдали предпочтение большому набору с помпой, чтобы подстраховаться: пробег у нашего автомобиля 68 тыс. км, и сколько еще проживет установленная на нем помпа, неизвестно.
Ремень привода вспомогательных агрегатов также было решено поменять — на старом появились отслоения. Мы купили ремень Gates 6PK995 и новый ролик INA вместо посвистывающего старого.
Цена вопроса
Что касается стоимости работ, то и здесь разброс очень большой. В Московском регионе в зависимости от сервиса ремонт подобного вазовского двигателя обойдется в сумму от 15 000 до 40 000 рублей.
Чтобы «довести до ума» мотор ВАЗ-21116, придется потратить время на поиск запчастей и приличную сумму. Но если втыковый двигатель уже накрылся — а случиться с ним это может когда и где угодно, — такая доработка гарантированно избавит вас от повторения подобной ситуации и всех возможных последствий.
Все вопросы и предложения по серии выпусков «Техническая среда» присылайте на [email protected] .
Другие выпуски «Технической среды» доступны в нашем спецпроекте, а также на нашем канале в YouTube.
Шатунно-поршневая группа двигателя Cummins — Камминз ISF2.8

- В наличии
* Время указано для региона: Россия, Москва
Условия возврата и обмена
Компания осуществляет возврат и обмен этого товара в соответствии с требованиями законодательства.
Сроки возврата
Возврат возможен в течение 30 дней после получения (для товаров надлежащего качества).
Обратная доставка товаров осуществляется по договоренности.
Запчасти не бывшие в употрблении можно обменять или вернуть в течение 30 дней с момента покупки при условии сохранения внешнего вида товара и упаковки. Товар бывший в употреблении подлежит возврату только в гарантийных случаях.
Шатунно-поршневая группа двигателя Камминз модели ISF 2.8
Для автомобилей Газель Бизнес и Некст
В наличии в Санкт-Петербурге и Москве.
Экспресс-доставка во все города России!
Наш магазин специализируется на продаже запчастей для дизельных двигателей
Cummins ISF 2.8 и Cummins ISF 3.8, устанавливаемых на автомобилей завода Газ и Паз.
Миссия нашей компании — снабжение предприятий и частных лиц запчастями двигателя Cummins в минимальные сроки.
Если Вы используете в своей деятельности технику с двигателем
Cummins ISF 2.8
Cummins ISF 3.8
то наш интернет-магазин готов предложить Вам большой выбор запчастей как в наличии на складе в Санкт-Петербурге, так и под заказ.
Ежедневные отправки транспортными компаниями в регионы России позволяют нам значительно сокращать время доставки и мобильно реагировать на Ваши потребности.
Для покупателей, находящихся в удаленных от Санкт-Петербурга регионах, мы готовы предложить авиа доставку.
Наличие и стоимость деталей можно узнать у наших менеджеров по телефону или отправив запрос по электронной почте с указанием артикулов необходимых деталей и номера Вашего двигателя.
Шатунно-поршневая группа двигателя Cummins ISF 2.8L
В двигателях серии ISF2.8 используются шатунные подшипники двух типов:
- С биметаллическими вкладышами: нижние шатунные подшипники
- С триметаллическими вкладышами: верхние шатунные подшипники.
- Цена: Цену уточняйте
- Способ упаковки: Шатунно-поршневая группа Cummins ISF 2.8L
Техника, которая используется в коммерческих и промышленных целях, должна отвечать повышенным требованиям к качеству и функциональности. Такие агрегаты отличаются устойчивостью к интенсивным нагрузкам и непрерывной работе в сложных условиях. Подобные характеристики эксплуатации, конечно, отрицательно сказываются на степени износа комплектующих, и крайне важно своевременно проводить диагностику и ремонт систем и узлов машин, будь то грузовик, единица спецтехники, автобус или другое оборудование.
Ключевой аспект результативного ремонта – опытные мастера и качественные запчасти. Если Вы хотите обеспечить своей технике долговечную и безотказную работу, обращайтесь в компанию «Астра Моторс». Наша команда поможет не только найти и заказать любые запчасти для двигателя Камминз или иные комплектующие для оборудования, но и оперативно устранит повреждения и неисправности мотора.
Профессионализм и богатый опыт работы,
Использование и продажа оригинальных запчастей с гарантией до 12 месяцев,
Индивидуальный подход к каждому заказчику,
Выгодные цены и специальные условия сотрудничества для оптовиков.
Свяжитесь с нашим менеджером по указанным на сайте телефонам (звонок бесплатный по всей России) или напишите нам на сайте. Мы принимаем заказы от клиентов из любых регионов России и обеспечиваем оперативную доставку с помощью проверенных транспортных компаний. Прозрачность нашей работы и отменное качество продукции приятно удивят Вас – обращайтесь и позаботьтесь о работе Вашего технопарка!
Облегченная ШПГ из стандартных деталей (1600 куб. в низком блоке, ПП) или поршни АВТРАМАТ

Этот пост о том, как я облегчил ШПГ своего двигателя.(Передний привод, 1600куб., калино коленвал, шатун — 121мм, низкий блок).
Делалось это совместно с предыдущим ремонтом ГБЦ (замена направляющих клапанов).
И так, напомню, я ремонтировал ГБЦ (естественно ее снял). Так как мой двигатель часто испытывает сильные нагрузки (высокие обороты двигателя до 8300 об/мин) на местных покатушках, захотел я посмотреть как себя чувствуют поршни (напомню поршни ТРТ харьковские)… Снял поддон, вынул поршень с шатуном 4-го цилиндра (почему 4-го, потому что он самый теплонагруженный). И что я вижу – да ничего особенного, поршень и кольца в идеальном состоянии … Снимаю кольца, мерю зазор поршень цилиндр – он выходит 0,05 мм (напомню под эти поршни, когда я растачивал блок, я просил чтоб сделали зазор 0,04 мм). Тоисть, все отлично, можно собирать все обратно…
Но не тут то было, я ж не могу так просто собрать все обратно, тот кто меня знает – подтвердит!
Случайно увидев на сайте завода поршней «Автрамат», про их поршни 21124 новой разработки, которые весят всего 315 г (против моих тежелых ТРТ, которые весят 360 г), а чтоб их засунуть в мой низкий блок, их нужно еще будет торцануть на 2 мм, и они выйдут еще легче… Решено покупаю эти поршни (стоили 260 грн).






Пятдесят раз их промеряю, делаю чертеж, и отдаю их токарю на доработку – торцовка + выборка лужи в днище (под нужную мне степень сжатия – 10,5). Лужу сделал такой интересной конструкции – так как по центру днища поршня его толщина меньше чем по краям. Минимальная толщина днища получилась приблизительно 4 мм. Стоимость работы токаря 150 грн.
Вот, что вышло. Вес поршня 245г, почти как ковка + меньше на 125г чем мои предыдущее ТРТ.

Собрал все на место: шатунные вкладыши, поршневые кольца, пальцы оставил естественно старые.

И так, двигатель прошел так называемую обкатку, и уже наваливаю! Новые поршни держатся, и надеюсь, что долго продержатся. Если поршня разлетятся – то я обязательно напишу! Но думаю они выдержат, так как я их уже нехило проверил, «3-и раза подряд первые 3-и передачи раскручивал до отсечки» — Все держится!
2.5.2. Шатунно-поршневая группа
Шатунно-поршневая группа входит в состав кривошипно-шатунного механизма. К ней относят поршень, поршневые кольца (компрессионные и маслосъемные), поршневой палец, стопорные кольца, шатун, шатунные вкладыши, крышку шатуна, шатунные болты. Кривошипно-шатунный механизм рядного двигателя с шатунно-поршневой группой показан на рис. 2.18.
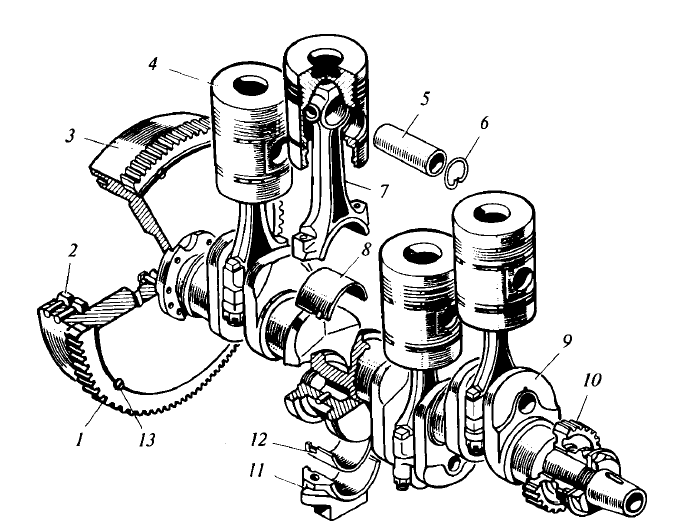
Рис. 2.18. Кривошипно-шатунный механизм рядного двигателя:
1 — венец маховика; 2 — пальцы ведущие; 3 — маховик; 4 — поршень; 5 — поршневой палец; 6 — кольцо стопорное; 7 — шатун; 8 — вкладыш шатуна верхний; 9 — коленчатый вал; 10 — блок распределительных шестерен; 11 — крышка шатуна; 12 — вкладыш шатуна нижний; 13 — винт стопорный венца маховика
Верхняя часть поршня вместе со стенками цилиндра (гильзы) и поверхностью камеры сгорания образует рабочее пространство, в котором происходят рабочие процессы ДВС.
Поршень при работе двигателя воспринимает знакопеременные силы давления газов и инерции, боковые силы, силы трения. Поршень контактирует с горячим рабочим телом, температура которого может достигать 2 500 °С. При этом тело поршня нагревается до 250…300 °С, что приводит к возникновению термических напряжений. Дополнительные нагрузки воспринимают канавки и торцовые кромки поршня.
В этой связи к поршню предъявляются следующие требования: они должны быть прочными, обладать износостойкостью, иметь минимальную массу, хорошо без перегрева отводить поглощаемую теплоту.
Например, в поршне 6 (рис. 2.19) тракторного двигателя различают головку (верхнюю уплотняющую часть) с днищем и канавками для компрессионных колец 1—3 и верхнего маслосъемного кольца 4, а также нижнюю направляющую часть (юбку) с бобышками для поршневого пальца и нижнего маслосъемного кольца 4'.
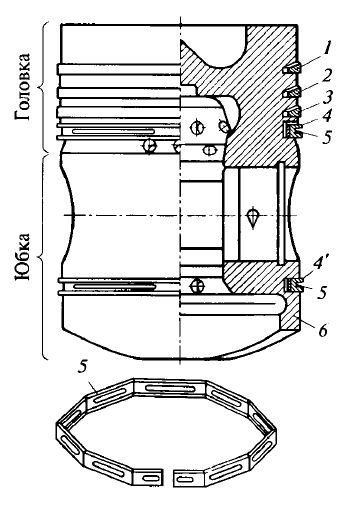
Рис. 2.19. Поршень в сборе с кольцами на примере тракторного дизеля:
I, 2 ,3 — компрессионные кольца соответственно верхнее, среднее и нижнее; 4, 4’ — верхнее и нижнее маслосъемные кольца; 5 — радиальный расширитель; 6 — поршень
Днище поршня непосредственно воспринимает давление газов и температурное воздействие горячего рабочего тела. Для лучшего отвода теплоты и увеличения прочности поршня днище с внутренней стороны снабжено ребрами жесткости. Снаружи днище может быть плоским, вогнутым, выпуклым, фасонным.
У бензиновых двигателей преобладает плоская форма. Плоские днища просты в изготовлении, имеют наименьшую площадь соприкосновения с горючими газами, из-за чего воспринимают наименьшее количество теплоты.
В дизелях широко применяют вогнутые фасонные днища, поверхность которых образует камеру сгорания. Такая камера обеспечивает качественное смесеобразование и сгорание топлива. Форма фасонного днища зависит от способа смесеобразования в дизеле, расположения клапанов и форсунок.
Наиболее распространенные формы днищ поршней дизелей представлены на рис. 2.20.
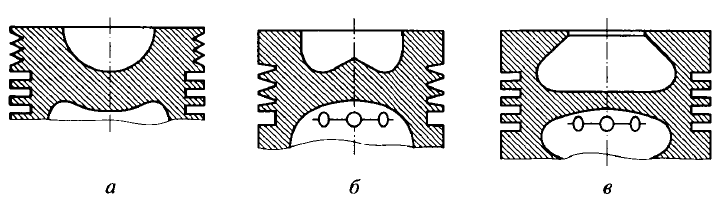
Рис. 2.20. Формы днищ поршней дизелей:
а — Д-144 и Д-21А1; б — СМД, А-03, ЯМЗ, КамАЗ; в — Д-245, Д-160
Юбка поршня служит для направления движения поршня в цилиндре и передачи на его стенки боковых нормальных сил. Длина направляющей части зависит от величины бокового давления, которое достигает наибольшей величины в плоскости движения шатуна. Для максимального облегчения поршня и уменьшения трения ненагруженные части юбки срезают по диаметру и высоте.
Юбке поршня придают форму эллипса с учетом неравномерности ее теплового расширения и деформации. Большая ось эллипса расположена в плоскости, перпендикулярной оси поршневого пальца. В нагретом состоянии юбка приобретает форму цилиндра. Такая конструкция юбки позволяет обеспечивать работу поршней без стуков в холодном состоянии и исключает заклинивание при прогреве.
Тепловое расширение поршня неравномерно и по высоте, поэтому головке поршня придают цилиндрическую форму и изготовляют меньшим диаметром, чем у юбки. Боковая поверхность юбки может быть ступенчатой, конусной или бочкообразной. Юбка бочкообразной формы (поршни двигателей ЯМ3, ЗИЛ и др.) лучше, чем юбки других форм, сопрягается с цилиндром в рабочем состоянии и обеспечивает уменьшение стука поршня при переходе через ВМТ. Для снижения нагрева юбки от более горячей головки в некоторых поршнях бензиновых двигателей делают П- или Т-образные прорези. Для улучшения приработки поршней к цилиндрам и уменьшения изнашивания стенки поршней часто покрывают тонким слоем олова, тогда как поршень может изготовляться из специального алюминиевого или магниевого сплава, а также из чугуна.
Поршневые кольца должны обеспечивать уплотнение в месте контакта полости камеры сгорания и картера, отвод теплоты от головки поршня к стенкам цилиндра, предотвращать прорыв (утечку) газов и попадание масла в камеру сгорания из картера двигателя. С учетом этого применяют два типа колец: компрессионные и маслосъемные.
Работу компрессионных поршневых колец, а именно их уплотняющее действие можно проследить на схеме рис. 2.21, а. Уплотняющее действие обеспечивается за счет упругости колец и благодаря высокому сопротивлению перетекающему газу из камеры сгорания в картер в лабиринте кольца —торцовые канавки поршня— цилиндр. Число колец зависит от величины давления газов в цилиндре и быстроходности двигателя.
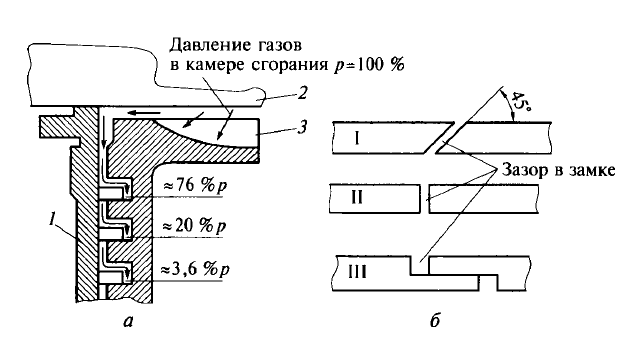
Рис. 2.21. Работа компрессионных поршневых колец и форма стыка их замка:
а — схема уплотняющего действия кольца; б — форма стыка замка колец; 1 — гильза цилиндра; 2 — головка цилиндра; 3 — поршень; 76 % р, 20 % р, 3,6 % р — давление соответственно в зоне 1-, 2- и 3-го поршневых колец; I, II, III — по форме стыка соответственно косой, прямой и ступенчатый замки колец; → движение газа
Для возможности установки колец в канавки поршня их выполняют разрезными с зазором 0,2 …0,5 мм. Замок, или стык кольца, по форме (рис. 2.21, б) может быть косым, прямым и ступенчатым. Чаще применяют поршневые кольца с прямыми замками, поскольку форма замка практически не влияет на утечку газа. При установке колец замки соседних колец смещают один относительно другого по окружности приблизительно на угол 120°.
Поршневые кольца, особенно верхние, работают в тяжелых условиях. Так, верхнее компрессионное кольцо испытывает дей-ствие температуры 250… 350 °С и почти полного (76% р) давления газов в камере сгорания. При этом данное кольцо работает практически без смазки.
Схема работы маслосъемных колец показана на рис. 2.22. Маслосъемные кольца (один или два) регулируют подачу масла на боковую поверхность поршня и к компрессионным кольцам, снимают излишки масла со стенок цилиндра и направляют его вкартер двигателя. Например, двигатели ЯМЗ-236 и ЯМЗ-238 имеют два, а КамАЗ-740 одно маслосъемное кольцо. От компрессионного маслосъемное кольцо отличается большей высотой и наличием сквозных прорезей 3, выполненных с некоторыми интервалами по всей окружности, а также выточек на наружной поверхности кольца. Маслосъемные кольца на поршне размещены ниже к ом п рессионных колец, их устанавливают в канавки, имеющие сквозные отверстия (канал 4) в теле поршня.
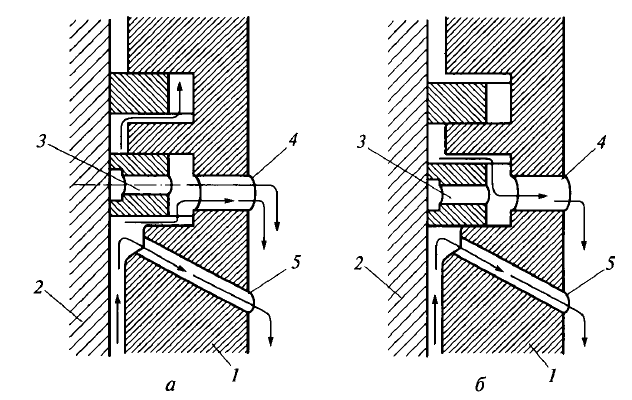
Рис. 2.22. Схема работы маслосъемных колец при движении поршня:
а — вниз; б — вверх; 1 — поршень; 2 — цилиндр; 3 — прорезь в маслосъемном кольце; 4 — канал в поршне; 5 — канал маслоотводящий
Поршневые кольца изготовляют из легированного чугуна индивидуальной отливкой с последующей механической обработкой, а также из стали. Материал для изготовления поршневых колец должен обладать хорошей упругостью и достаточной прочностью в условиях высоких температур, иметь высокую и зносо стойкость, но не больше износостойкости зеркала цилиндра.
Опорную поверхность одного или двух верхних компрессионных поршневых колец покрывают слоем хрома толщиной до 0,16…0,20 мм с пористой поверхностью, хорошо удерживающей смазку. Все это способствует уменьшению износа кольца и цилиндра. Для улучшения приработки рабочие поверхности нижних колец нередко покрывают слоем олова или другого легкоистираемого материала.
Поршневой палец обеспечивает шарнирное соединение поршня с шатуном, воспринимает значительные знакопеременные нагрузки при высокой температуре и неблагоприятных условиях трения. Таким образом, поршневой палец должен обладать высокой прочностью при минимальном износе, малой массой, высокой стойкостью рабочей поверхности против истирания, хорошей сопротивляемостью ударной нагрузке.
Поршневой палец изготовляют в виде гладкого полого цилиндра. Конструкция его определяется типом соединения с бобышкой поршня и верхней головкой шатуна. Смазку поршневого пальца осуществляют через сверления в стержне или прорези в верхней головке шатуна и масляные каналы в бобышках поршня.
Наибольшее применение получила конструкция так называемого плавающего пальца. При работе двигателя плавающие пальцы постоянно проворачиваются и в головке шатуна, и в бобышках поршня, испытывая незначительный и равномерный износ по длине и окружности. Плавающие пальцы удобны при монтаже, от осевого смещения их удерживают стопорные стальные пружинные кольца, устанавливаемые в канавки в бобышках поршня по обе стороны с торцов пальца (см. рис. 2.18, поз. 5 и 6).
Шатун во время работы двигателя воспринимает от поршня силу давления газов и передает ее коленчатому валу при рабочем ходе, а также обеспечивает перемещение поршня при вспомогательных процессах. Шатун подвергается действию силы давления газов, а также инерционных нагрузок, имеющих переменные величину и направление.
Конструкция шатуна 3 (рис. 2.23) должна обеспечивать высокую прочность, большую жесткость всех элементов, малую массу, минимальные габаритные размеры. При изготовлении шатунов двигателей применяют среднеуглеродистые и легированные стали. Стержень обычно имеет двутавровое сечение. В стержне шатунов некоторых двигателей выполнен канал для подвода смазки от нижней головки шатуна к поршневому пальцу.
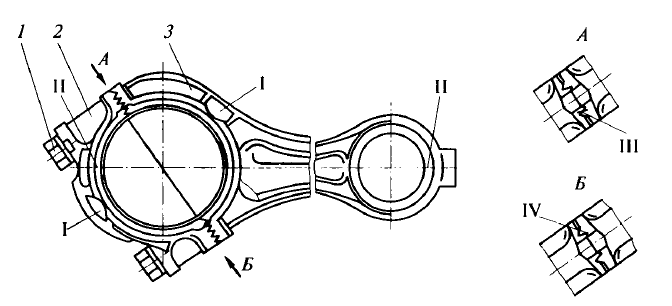
Рис. 2.23. Шатун дизеля и расположение на нем меток:
1 — шатунный болт; 2 — крышка шатуна; 3 — шатун; I — место обозначения порядкового номера шатуна и крышки; II — место обозначения массы шатуна; III — метки спаренности шатуна и крышки; IV — место, где выбит порядковый номер цилиндра
Верхняя головка шатуна неразъемная, при применении плавающего пальца используют в качестве подшипников бронзовую или латунную втулку, запрессованную в головку.
Нижнюю головку шатуна изготавливают разъемной. Разъем может быть прямым (90°) или косым (30…60°). Косой разъем позволяет уменьшить радиус окружности, описываемой нижней частью шатуна при вращении, проход его через цилиндр при сборке двигателя, а также его массу. Для повышения надежности соединения на поверхностях разъема шатуна и крышки наносят мелкие треугольные шлицы. Крепят крышку 2 к телу шатуна болтами с гайками или болтами 1, которые вворачивают в тело шатуна. Шатунные болты 1 и гайки изготовляют из высококачественных легированных сталей.
Для достижения хорошей уравновешенности двигателя различие в массе отдельных шатунов и комплектов шатунно-поршневой группы должно быть минимальным.
Для обеспечения правильной сборки поршня с шатуном и установки их в двигатель в определенном месте IV на нижней головке шатуна и ее крышке выбивают порядковый номер цилиндра, для которого предназначен шатун. Предусмотрены также определенные места для других меток (см. I — III на рис. 2.23).
Подшипники нижних головок шатунов имеют сменные тонко стенные вкладыши, изготовленные из стальной ленты (1,3…3,6 мм), на поверхность которой наносят антифрикционный слой (0,2 …0,7 мм) такого же материала, что и для вкладышей коренных подшипников коленчатого вала.
Шпг что это такое в машине
Динамические законы ШПГ на примере двигателей семейства М30. Часть 1

Внимание.: Данная статья содержит мнение автора за год до продолжения цикла статей, где вопрос R/S был изучен более глубоко. Оставлена статья в качестве отражения хода мыслей автора.
__________________________________________________________________
Ранее мы рассмотрели законы преобразования сил в двигателе достаточно подробно. Но очевидно, что у многих от формул возникает пелена перед глазами, а в голове образуется туман. Особенно, когда речь идет о формулах, которые не умещаются в одну строку и содержат много скобок.
Сегодня я постараюсь наглядно отобразить, сколько же это в попугаях на примерах геометрических характеристик моторов BMW семейства М30.
Для начала вспомним, к чему же мы пришли:
Простыми преобразованиями сил давления газов и инерции мы получили теоретическое значение мгновенного крутящего момента, т.е. значения крутящего момента при определенных параметрах в определенный момент времени. Без ускорения коленчатого вала (т.е. двигатель вращается с постоянной частотой) это будет выглядеть так:
Мкр = r * [((Р — Рк) * п * D^2 / 4 — (mп + mшп) * w^2 * r * )*sin (ф + arcsin (r/l * sinф)) / cos (arcsin (r/l * sinф)) — (mшк + mшш + 2*mщк) * r * w^2]
Это выражение очень пугает своей длиной и дотошностью. Совершим для наглядности следующее преобразование, которое не позволит потерять суть:
Мкр = r * [(Рг * п * D^2 / 4 — mвп * w^2 * r * )*sin (ф + arcsin (r/l * sinф)) / cos (arcsin (r/l * sinф)) — mв * r * w^2],
где
Рг = Р — Рк, т.е. результирующее давление газов,
mвп = mп + mшп, т.е. суммарная возвратно-поступательная масса,
mв = mшк + mшш + 2*mщк, т.е. суммарная вращательная масса.
Сделаем очевидный вывод, что крутящий момент прямо пропорционален радиусу кривошипа и запишем только выражение для вращающей силы:
Fв = (Рг * п * D^2 / 4 — mвп * w^2 * r * )*sin (ф + arcsin (r/l * sinф)) / cos (arcsin (r/l * sinф)) — mв * r * w^2
Теперь разобьем вращающую силу отдельно на составляющие и рассмотрим их детально:
Fв = (Fг + Fивп)* k + Fив,
где
Fг = Рг * п * D^2 / 4, т.е. сила давления газов на поршень
Fивп = — mвп * w^2 * r * , т.е. сила инерции возвратно-поступательных масс
Fив = — mв * r * w^2, т.е. сила инерции вращающихся масс
k = sin (ф + arcsin (r/l * sinф)) / cos (arcsin (r/l * sinф)), т.е. коэффициент передачи сил от поршня к коленчатому валу
Вроде, так должно восприниматься проще=)
Итак, теперь препарируем каждое составляющее:
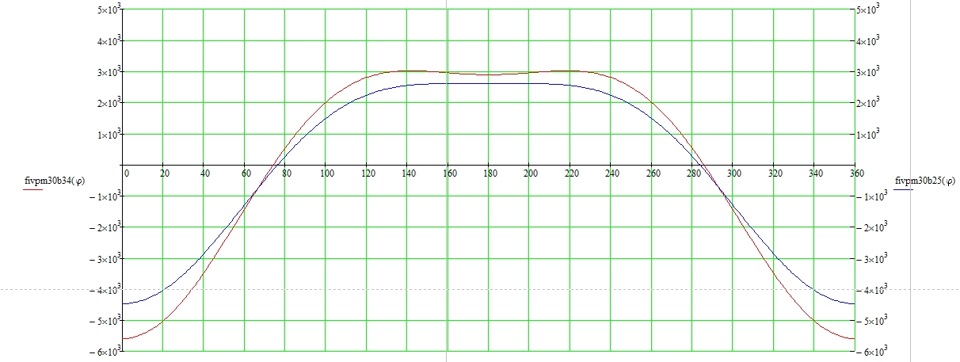
1. Коэффициент передачи сил от поршня к коленчатому валу:
k = sin (ф + arcsin (r/l * sinф)) / cos (arcsin (r/l * sinф))
По сути этот коэффициент можно определить так: это то значение силы, которое передастся коленчатому валу, если на поршень будет действовать постоянная единичная сила.
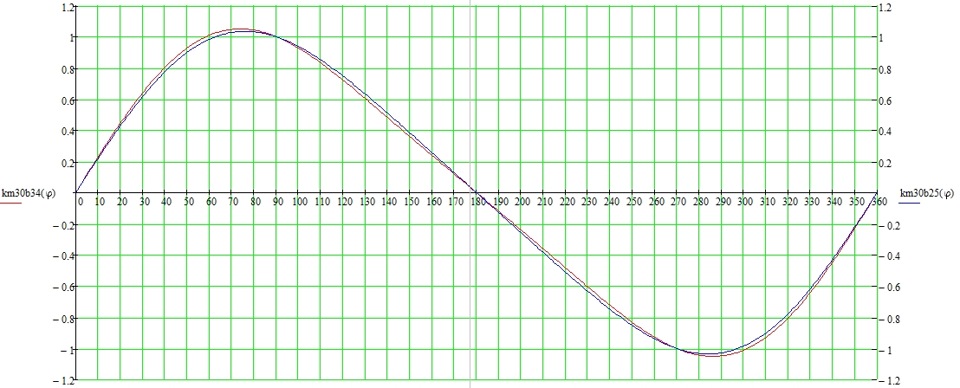
Посмотрим сравнение зависимости этого коэффициента от угла поворота коленчатого вала для моторов М30В34 и М30В25:
Ход (М30В25) = 71,6 мм,
Ход (М30В34) = 86 мм
Длина шатуна (М30В25) = Длина шатуна (М30В34) = 135 мм
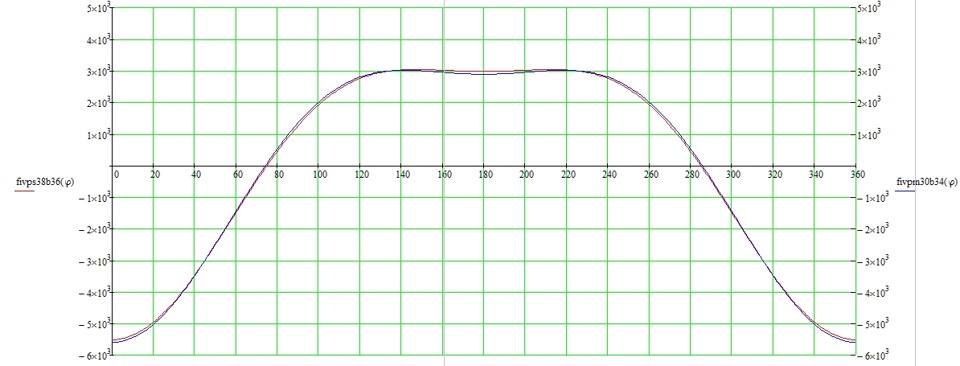
Теперь посмотрим сравнение зависимости этого коэффициента от угла поворота коленчатого вала для моторов М30В34 и S38B36:
Ход (М30В34) = Ход (S38B36) = 86 мм
Длина шатуна (М30В34) = 135 мм
Длина шатуна (S38B36) = 144 мм
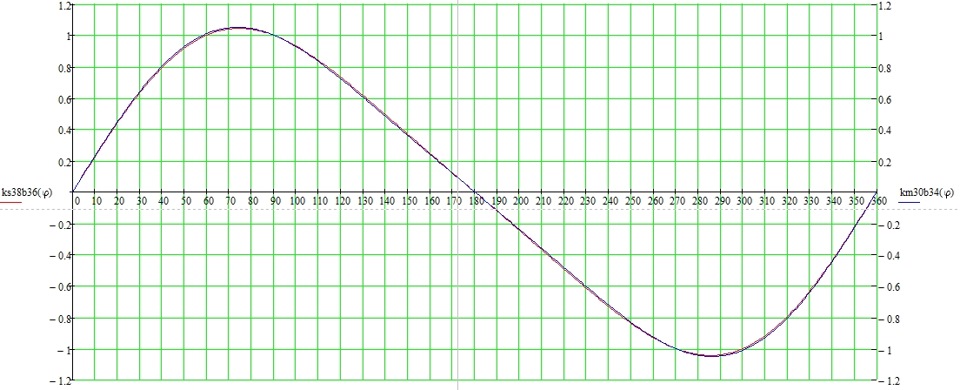
Что можно отметить? Если увеличение радиуса кривошипа хоть немного смещает по градусам раньше пик значения коэффициента и немного увеличивает само пиковое значение, то изменение длины шатуна практически не сказывается на изменении эпюры.
2. Сила инерции вращающихся масс.
Fив = — mв * r * w^2
Что можно сказать сразу из выражения?
Чем меньше масса вращающихся масс, тем меньше по модулю эта сила.
Чем меньше радиус кривошипа, тем меньше по модулю эта сила.
Чем меньше частота вращения коленчатого вала, тем меньше по модулю эта сила. Причем тут зависимость квадратичная.
Данная сила не зависит ни от длины шатуна, ни от угла поворота коленчатого вала.
Скучная, казалось бы, сила. Ни эпюр не построить, ни оценить изменения этой силы от каких-либо иных параметров. Да, так оно и есть. В готовом ДВС эта сила меняется только с частотой коленчатого вала, причем по обычной параболе.
Но давайте задумаемся над её смыслом. Как говорилось в статье про динамику, это паразитная сила. И нам бы её минимизировать. Ан не все так просто. К сожалению, уменьшить её не в ущерб силовой установке нельзя. Уменьшим массу коленчатого вала или шатуна — снизим прочность. Уменьшим радиус кривошипа — уменьшим крутящий момент. Уменьшим скорость вращения коленчатого вала — снизим мощность.
Дык, сколько же это в попугаях?
К сожалению или к счастью, я не распилил ни одного коленчатого вала и не взвешивал массы щек и шеек. Но давайте проведем оценку:
Коленчатый вал М30В34 имеет массу 29,5 кг. Пусть неуравновешена треть массы коленчатого вала, т.е. 10 кг. Делим на 6 цилиндров и получаем примерно 1,7 кг.
Шатун М30В34 имеет массу 0,75 кг. Пусть вращающаяся масса шатуна составляет треть, т.е. 0,5 кг.
Итого получаем:
Радиус кривошипа М30В34 составляет 86 см, т.е.
Fив (1000 об/мин) = — 2,2 кг * 0,086 м * (2*п рад/об * 1000 об/мин / 60 с/мин)^2 = — 0,1892 * (0,1 * 1000)^2 = — 1,8 кН.
А если же речь идет о 3000 об/мин:
Fив (3000 об/мин) = — 2,2 кг * 0,086 м * (2*п рад/об * 3000 об/мин / 60 с/мин)^2 = — 0,1892 * (0,1 * 3000)^2 = — 17 кН.
Если же 17 кило Ньютон Вас не впечатлили, то:
Fив (6000 об/мин) = — 2,2 кг * 0,086 м * (2*п рад/об * 6000 об/мин / 60 с/мин)^2 = — 0,1892 * (0,1 * 6000)^2 = — 68 кН.
Ну, аминь… Что еще тут можно сказать?
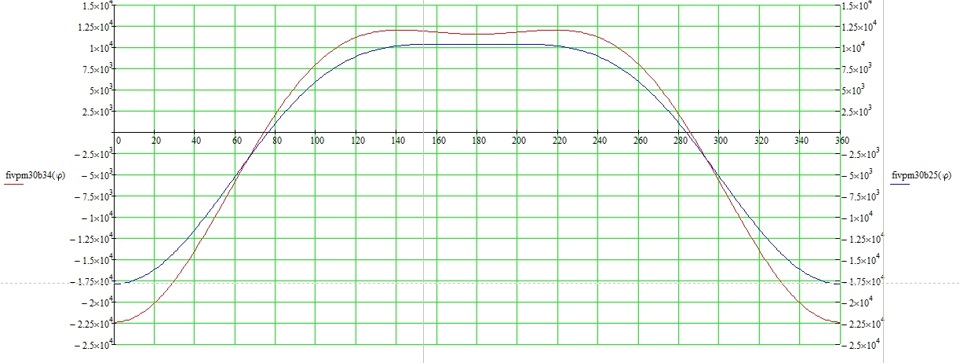
3. Сила инерции возвратно-поступательных масс.
Ну, эта сила в разы интереснее, не так ли? Налицо и зависимость от массы поршня и верхней части шатуна, и зависимость от радиуса кривошипа, и от оборотов двигателя, и от угла поворота коленчатого вала, и даже от длины шатуна. А это веский повод порисовать эпюрки=)
Но давайте вспомним, что означает данное выражение? Это произведение массы поршня и части массы шатуна на ускорение движения поршня (мы на них смотрели здесь), только со знаком минус. А это значит, что эпюра будет напоминать обратную эпюре ускорения с точности до массы.
Для наглядности представим массу единичной (т.е. 1 кг, что, кстати, близко у реальности) и посмотрим на графики:
М30В25 и М30В34 при 3000 об/мин:
Ход (М30В25) = 71,6 мм,
Ход (М30В34) = 86 мм
Длина шатуна (М30В25) = Длина шатуна (М30В34) = 135 мм
М30В25 и М30В34 при 6000 об/мин:
Ход (М30В25) = 71,6 мм,
Ход (М30В34) = 86 мм
Длина шатуна (М30В25) = Длина шатуна (М30В34) = 135 мм
М30В34 и S38B36 при 3000 об/мин:
Ход (М30В34) = Ход (S38B36) = 86 мм
Длина шатуна (М30В34) = 135 мм
Длина шатуна (S38B36) = 144 мм
М30В34 и S38B36 при 6000 об/мин:
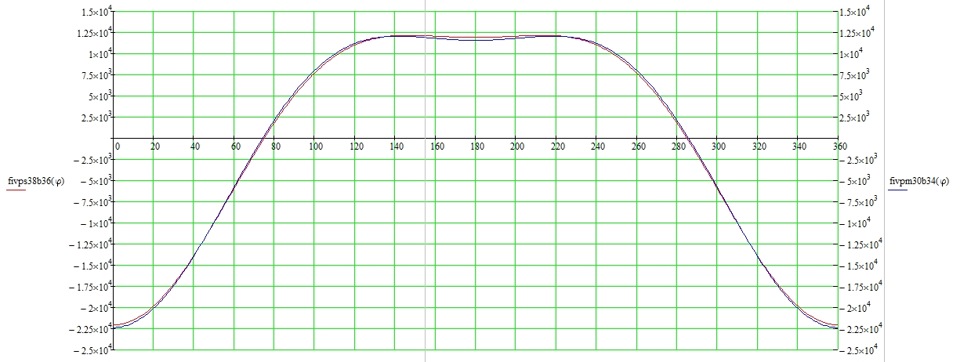
Ход (М30В34) = Ход (S38B36) = 86 мм
Длина шатуна (М30В34) = 135 мм
Длина шатуна (S38B36) = 144 мм
Как мы видим, имеется серьезная зависимость от частоты вращения коленчатого вала. Имеется выраженная зависимость от радиуса кривошипа. От длины шатуна зависимость несущественная.
Ну, и нельзя не отметить, что и здесь речь идет о кило Ньютонах. Напомню, что обозначенная для рассмотрения возвратно-поступательная масса в 1 кг очень близка к истинной, ибо масса одного только поршня в среднем составляет 0,5…0,75 кг.
Прошу обратить внимание на интересную особенность этой силы: примерно до 70…80 градусов оборота коленчатого вала эта сила работает, казалось бы, во вред. На самом деле, это запасение энергии, которая после 70…80 градусов оборота коленчатого вала учавствует в выполнение полезной работы (на эпюре видно, что значение силы сменило знак с минуса на плюс и продолжает расти). Этот эффект подобен качелям: сначала вес качелей сопротивляется нам, но когда мы их отпускаем, качели начинают радовать=)
Когда направление поршня меняет направление движения (т.е. после 180 градусов), а значит и вектор силы тяги, данная сила снова паразитирует, сопротивляясь вращению. Но после 280…290 градусов опять же приносит пользу.
Что такое поршневая группа: общая теория и поршни СТК
20.09.2020  Поршневая группа СТК
Поршневая группа СТК
Поршневая группа двигателя включает в себя: поршень, поршневые кольца и поршневой палец.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуются.
Требования, которым должна соответствовать эта деталь:
- температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С.
- после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер. При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя.
- зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
- изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более сто пятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
Устройство поршня
 Устройство поршня на примере СТК 21126
Устройство поршня на примере СТК 21126
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение.
Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой. Маркировка наносится на поверхность рядом с отверстием под поршневой палец. На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 — «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — «08»,»083″, «10». Поршень 2108 имеет диаметр 76 мм , модели 21083 и 2110 — 82 мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — «12»и «24» и отличаются глубиной выборки под клапана. Модели 21126 и 11194 отличаются диаметром.
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом» (огневым) называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру.
Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведёт к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок.
Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070 мм. Для второго компрессионного кольца зазор — 0,035-0,060 мм, для маслосъемного – 0,025-0,050 мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3 мм.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Юбка обеспечивает соосность положения детали к оси цилиндра блока. Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий.
На поверхность юбки (или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015 мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов, определяющих геометрию поршня, является необходимость снижения сил трения.
Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ.
На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции, основанных на новых научных разработках.
Когда речь заходит об отечественных машинах (ВАЗ, Приора и пр.) приходиться всерьёз рассматривать компанию СТК и её продукцию. Самара Трейдинг Компани (сокращённо – «СТК») не случайно стала одним из самых популярных производителей поршневых групп. Всё дело исключительно в производстве, ведь оно уникально в своём роде.
Самым сложным и, в то же время, важным технологическим процессом при изготовлении поршневых систем является литьё. Однородность и прочность материалов, жаростойкость и твёрдость – всё это играет важнейшую роль. Стоит какому-то коэффициенту отклонится на 1% и поршень застрянет в цилиндре, шатун может легко искривиться и даже заклинить, нарушив целостность и исправность всего силового агрегата.
Полуавтоматические устройства и специальные высокотехнологические станки позволяют компании СТК осуществлять литьё поршней на высочайшем уровне. Данной технологии нет равных, на протяжении долгих десятилетий и благодаря кропотливой работе инженеров фабрика создаёт самые качественные поршневые кольца и поршни. Несмотря на автоматизацию всех процессов, процедура изготовления каждого поршня контролируется людьми. Каждый продукт проходит целую линейку тестов.
Стоит лишь посетить любую станцию техобслуживания и задать вопрос автомеханику «Какой поршень идеально подойдёт отечественному автомобилю?», и вы услышите ответ: «СТК». Всё дело в том, что каждый механик желает выполнить работу так, чтобы клиент не возвращался к нему и не приходилось нарушать гарантийные обязательства.
Несмотря на лидирование компании СТК существуют и другие неплохие аналоги, например, Кострома-мотордеталь. В сравнении с китайскими и европейскими поршнями, Кострома хорошо показала себя в отечественных машинах, однако сама конструкция этого поршня не способна уберечь водителя от самой зловещей неисправности – столкновения поршня и клапанов.
Безвытковые Поршни СТК, содержащие специальные проточки, не влияют пагубно на клапана головки блока цилиндров. Поэтому в случае гидравлического удара, даже при срыве цепи газораспределительного механизма, когда поршни «летят» вверх, а клапана – вниз, исход их столкновения невозможен, если в двигатель установлены поршни СТК. Всё благодаря специальным канавкам, проточенным в головке каждого поршня – новшеству инженеров самарской компании.
Если ваш автомобиль уже давно б/у, его компрессия вас вовсе не радует и вы отлично понимаете, что настало время менять поршневую, помните: оптимальными для двигателя будут поршневые группы Самара Трейдинг Компани (СТК).
Шпг что это такое в машине
РЕМОНТ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ (ШПГ) ДВИГАТЕЛЯ
Характеристика дефектов деталей ШПГ, способы их определения и устранения Поршни изготавливаются, как правило, из алюминиевых сплавов АЛ 4, АЛ 10В твердостью НВ 100—130. Их основными дефектами являются износ канавок под поршневые кольца, износ отверстий бобышек под поршневой палец, износ и задиры юбки поршня.
У поршня измеряют диаметры юбки, отверстия в бобышках и ширину канавок под поршневые кольца. Диаметры юбки поршня измеряют микрометром в плоскости качения шатуна и плоскости оси бобышек в двух сечениях.
Диаметры бобышек измеряют нутромером в вертикальной и горизонтальной плоскостях вблизи канавок для стопорных колец.
При износе канавок поршневых колец по ширине более 0,2 мм поршень выбраковывают. Износ отверстий в бобышках устраняется развертыванием отверстий под увеличенный палец. Поршневые пальцы изготавливаются из стали 20Х, 32ХНЗА с последующей цементацией или из сталей 40, 45 с последующей закалкой. Твердость поверхности НРС 56— 65. Основным дефектом пальцев является износ поверхностей сопряжения с втулкой верхней головки шатуна или бобышек поршня.
Диаметры поршневого пальца измеряют микрометром в двух взаимно перпендикулярных плоскостях в местах сопряжения его с бобышками и втулкой верхней головки шатуна.
Восстановление поршневых пальцев осуществляется гальваническим наращиванием (хромирование, железнение), пластическим деформированием (раздачей) с последующей термической и механической обработками.
Шатуны изготавливаются из сталей 45Г2, 40Х, 40, 45 с последующей закалкой и высокотемпературным отпуском до твердости НВ 207—289.
Основными дефектами шатунов является изгиб и скручивание стержня, износ поверхности отверстия верхней и нижней головок, поверхностей разъема нижней головки,’ поверхностей под головку и гайку шатунного болта.
Проверку диаметров головок производят индикаторным нутромером. Изгиб и скручивание шатуна проверяют при помощи приспособления КИ-724, предварительно собрав шатун с крышкой нижней головки (без вкладышей и втулки верхней головки).
Для шатунов двигателей всех марок изгиб не должен превышать 0,04 мм, а скручивание 0,06 мм на длине 100 мм (расстояние между контрольными штифтами). Шатуны правят методом обратного деформирования на специальных приспособлениях или под прессом. Для снятия остаточных напряжений шатуны после правки стабилизируют. При этом их нагревают в электрической печи до 400—450 °С, выдерживают при этой температуре 0,5—1,0 ч и затем медленно охлаждают на воздухе.
Износ поверхности нижней головки шатуна устраняют шлифованием плоскости разъема крышки с последующей расточкой нижней головки. При этом с крышки снимают слой металла толщиной 0,20—0,30 мм.
Верхнюю и нижнюю головки шатуна растачивают на станке УРБ-ВП-М. Овальность и конусность не должны превышать 0,02 мм.
После восстановления отверстия верхней головки шатуна производят запрессовку втулки с последующим растачиванием.
При расточке восстанавливают расстояние между осями верхней и нижней головок шатуна смещением центра расточки втулки. После расточки внутренняя поверхность, втулки раскатывается.
Втулки верхней головки шатуна изготавливаются из бронзы различных марок. Основными дефектами втулок является износ внутренней поверхности и ослабление посадки в верхней головке шатуна. Восстановление осуществляется пластическим деформированием (осадкой, раздачей) или гальваническим наращиванием (меднением). Восстановленную или новую втулку запрессовывают в верхнюю головку шатуна.
Запрессованные втулки предварительно растачивают с припуском на раскатывание 0,025—0,050 мм. Ролики и втулки при раскатке обильно смазывают дизельным топливом. Овальность и конусность не должны превышать-0,005 мм.
Комплектование деталей ШПГ двигателя
Детали ШПГ изготавливают по высокому классу точности. Сопряжения их имеют узкие пределы допустимых зазоров, что требует малого поля допуска на изготовление, что экономически нецелесообразно, поэтому детали ШПГ изготавливают с более широкими допусками и разбивают на три группы. Соединением деталей одной и той же группы (селективная сборка) добиваются заданных значений зазоров.
Кроме этого, детали ШПГ работают в условиях высоких скоростей и значительных знакопеременных нагрузок, поэтому несбалансированность движущихся деталей приводит к ускоренному аварийному износу и возможному отказу. Чтобы обеспечить динамическую сбалансированность кривошипно-шатунного механизма, поршни и шатуны одного комплекта подбирают по массе. Разница в массе шатунов различных двигателей обычно допускается в пределах 8—15 г, а разница в массе поршней не должна превышать 10 г.
Обозначение размерной группы и веса деталей приводится непосредственно на деталях (табл. 4.39). Вместо полной массы на деталях некоторых марок двигателей нанесены 2—3 цифры, обозначающие соответственно сотни, десятки, единицы граммов.
Подбор поршневых колец осуществляют по канавкам поршня и зазору в стыке. В зависимости от марки двигателя зазоры бывают величиной 0,03—0,25 мм. Верхнее компрессионное кольцо ставят с большим зазором. Величину зазора проверяют щупом. Правильно подобранное кольцо-должно свободно перемещаться в канавках и утопать под действием собственного веса. Зазор в замке проверяется-постановкой кольца в гильзу и последующим измерением.
Содержание и порядок выполнения работы
Ознакомиться с заданием и оснащением рабочего места. Проверить шатун на изгиб и скрученность на приборе КИ-724 (рис. 1) и произвести его правку в следующей последовательности:

Рнс. 1. Приспособление для проверки шатуна на изгиб и скрученность.
а —проверка шатуна на изгиб, б — установка индикаторов, в — установка разжимной оправки, г — проверка шатуна на скрученность; 1 — оправка; 2 — разжимная оправка; 3 — призма; 4, 7 — индикаторы. .5 — плита; 6 — упор; 8,10 — конусы; 9 — разжимная втулка оправки; 11 — гайка
— установить шатун на пресс и выпрессовать изношенную втулку из отверстия верхней головки шатуна;
— вставить вместо нее оправку с разжимной втулкой 9. Затем, закручивая гайку 11, конусами 8 и 10 закрепить оправку в отверстии шатуна; установить призму 3 с индикаторами 4 и 7 на оправку 1 таким образом, чтобы упор 6 призмы уперся в плиту 5. Не сдвигая призму с места, провернуть шкалу индикатора 4 АО совпадения нулевого деления с большой стрелкой индикатора. Провернуть призму на 180° и аналогично настроить индикатор 7;
— закрепить шатун на оправке 1 таким образом, чтобы призма 3, установленная на оправку 2, уперлась упором 6 в плиту 5. Отклонение большой стрелки индикатора 4 от нулевого положения покажет величину изгиба шатуна. Провернуть призму 3 на 180° и также по индикатору 7 определить величину скрученности шатуна. Скрученность шатунов тракторных двигателей допускается в пределах 0,05— 0,08 мм, а изгиб — 0,03—0,05 мм на 100 мм длины межосевого расстояния нижнего и верхнего отверстий шатуна;
— при наличии изгиба и скрученности шатун необходимо выправить с помощью приспособлений;
— для снятия остаточных напряжений после правки шатун нагреть в печи до 400—450 °С и выдержать при этой температуре в течение 30—60 мин. Затем оставить медленно остывать на воздухе;
— повторить проверку на изгиб и скрученность.
Запрессовать втулку в верхнюю головку шатуна и расточить ее под поршневой палец в следующей последовательности:
— при наличии изгиба и скрученности шатун выправить с помощью приспособлений и повторить проверку на изгиб и скрученность;
— допускается изгиб и скрученность шатунов соответственно 0,03 и 0,05 мм на 100 мм длины межосевого расстояния нижнего и верхнего отверстий шатуна. Желательно перед правкой нагреть его стержень до 450—600 °С;
— установить шатун на пресс и запрессовать новую втулку в отверстие верхней головки шатуна;
закрепить в отверстии нижней головки шатуна оправку 4 (рис. 1). Установить оправку вместе с шатуном на призмах 5 каретки. Уложить шаблон между упорами на подвижной каретке в кронштейне 5. Маховичком 6 переместить каретку до зажима шаблона между упорами каретки и кронштейном, застопорить каретку винтом 7. Надеть на шпиндель 2 центрирующий конус и маховиком ручного перемещения шпинделя совместить ось втулки шатуна с осью шпинделя. Опорой / и прижимной стойкой 3 закрепить верхнюю головку шатуна так, чтобы не нарушать

Рис. 2. Крепление шатуна при расточке втулки верхней головки: 1 — опора; 2 —шпиндель; 3 — прижимная стойка; 4 — оправка; 5 — призмы каретки; 6 — маховичок передвижения кареток; 7 — винт стопорения каретки; в —кронштейн соосности осей. Вывести шпиндель и снять с него центрирующий конус;
произвести расчет и установить вылет резца. Он при растачивании втулки верхней головки шатуна на станке УРБ-ВП-М определяется по формуле:
Н = (d п + d ш + S – б )/2
Таблица 1. Зазоры в сопряжении втулка шатуна — поршневой палец в двигателях различных марок