Антифриз в масле снятие и установка ГБЦ 4D68

Всем привет, начал шарик плохо ехать не тянул совсем в горку дымить начал и грохот появился в районе ГРМ, ну решил заменить за одно и прокладку поменять под клапанной крышкой. Заменил но при снятии крышки заметил какую то херню железную маленькую валялась рядом распредвалом, решил снять его посмотреть что и откуда отвалилось. Оказалось на коромыслах стоят шайбочки металические держатся за счёт пластикового крепления и одна из них обломилась и упала. Вытащил всё промыл заменил прокладку, ГРМ ролик заклинивший. Но ведь подсказывало же что то сними остальные а то вдруг тоже отвалятся, но нет же зачем. Но вот настало любимое время тест драйва того что сделал) Красота тачка полетела не дымы тишина радости нет предела решил сгонять на заправку ) заправился еду обратно помощники ждут меня, еду слышу звук какой-то, чё за Х ня?) окно открыл тишина думаю померещилось проезжаю 100 м темпер в гору них не понял торможу открываю капот вентилятор херачит открываю радик он пустой смотрю колонка бегу туда заливаю воду а что делать ехать надо антифриза нет с собой, лью лью а ему всё мало думаю что то не то на глушат смотрю дыма нет совсем щуп достаю а там сюрприз поддон полный воды! Я в шоке глушу машину звоню друзьям тянут домой.
2 дня на работе голову ломал что могло случится что так сильно Вода уходит в поддон. Поездил по сервисам спрашивал у знакомых все как один прокладка или трещина в ГБЦ и не слышат меня я конечно не дизелист, но пытаюсь объяснить что в цилиндр не попадает Вода дыма нет, дыра должна быть с палец если не успеваю в радик залить она уже в масле, да и какая трещина или прокладка когда я даже не перегревал машину не разу! Помыслил что может турбина так как в ней есть трубка для слива масла в поддон, открутил её попросил сына воду полить в радик нет с неё не бежит слышно только что в поддоне булькает.
Ну пи ц подумал я, сблатовал друга и началось сняли голову для этого нужны две головки 12ти гранных одна на 12 вторая на 14 ! Отсоединяем все шланги, снимаем радиатор, откручиваем коллектор ниже турбины, снимаем капанную крышку затем рейку с коромыслами и распредвал, аккуратно всё складывайте это всё ! Болты там есть разной длинной запоминайте где маленькие а где длинные! Верхние крепления на распредвал пружинками держатся на штанге коромысел снима ютский вместе аккуратно, и снимаем ГБЦ ничего сложного . Снял всё чёрное в масле отмыл а там ДЫРА с палец я ох ел! Из за чего? Дальше мою нашёл пластмассу от ранее упомянутой шайбы на коромыслах не придал значения, затем пока друг откручивал бошку я пошёл отмывать штангу с коромыслами смотрю а там ещё одной шайбы нет я не понял а где она потом всё отмыл и нашёл её в дыре эта тварь отлетела и под распредвал сперва в двух местах пыталась голову проломить царапины остались, в итоге ей удалась сеё злодеяние . Я в поиске ГБЦ цена космос 20 и в гору, решил найти кто заварит условия наплав минимальный так как маленькое расстояние от распредвала все как один сложно трудно невозможно и тд один бобёр нахера тебе её делать купи у меня 11р я довольный конечно давай приезжаю на следующий день там сервис по восстановлению бошек, я такой : здарова были мужички дайте мол мою голову, а они мне номер заказа? Я чегооо бл да какой в писю номер я переписывался мне сказали головка у вас есть, они минуту в себя приходили говорят дайте свой номер мы узнаем где она и позвоним, 1,23456 часов прошло каждый час звоню в ответ кто то не на связи, кстати до сих пор тишина))), ну думаю придётся за 20 покупать тут друг настоял поехали по погонщикам прокатимся вдруг с руками найдём. Поехали один му хрю 234567… а 12й в гараже кроме верстака и баллонов со сварочником ничего нет говорит :поцики мол да не вопрос оставляйте сейчас сделаю но цена вопроса 5₽ мол работа сложная ! Я ему да хер с ней делай . Поехал масло, антифриз, прокладки купил тут звонок я алло в ответ это я аргонщик думаю п.ц что то не получилось а мне всё готово забирайте я в шоке приезжаю смотрю всё чётко распредвал приложил крутится довольный полетел ставить)) всю ночь собирал ГРМ замучился метки ловить . Ну всё огонь собрал а тут еле завёл троит пердит, но антифриз с маслом на месте. Думаю х с ней устал пойду домой.На следующий день чё за х давай снимать опять смотреть метки всё норм, вообще ничего не понятно дым валит троит гремит думал что то отвалилось в моторе . Покурил тут мысля а вдруг распредвал установили на метку через 180 градусов? Мы чтоб коленвал не крутить и распредвал просто ТНВД крутанули оборот завели красотища тишина шепчет летит ласточка)))) Я не спец писанины не судите, но вдруг кому поможет!
 Дыра мать её
Дыра мать её  Заделана щелочка
Заделана щелочка  Вот эта падла, слов нет
Вот эта падла, слов нет 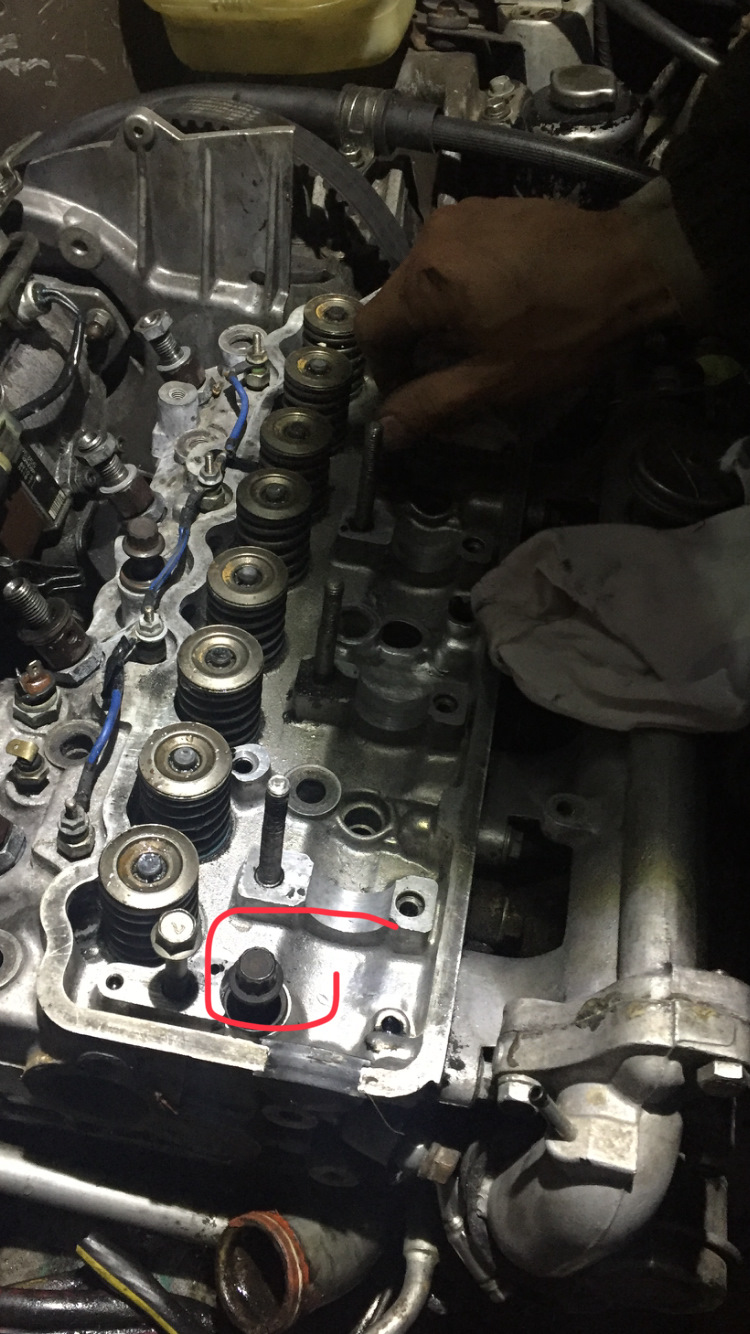 Болты под головку 12и гранная на 12и 14!
Болты под головку 12и гранная на 12и 14! 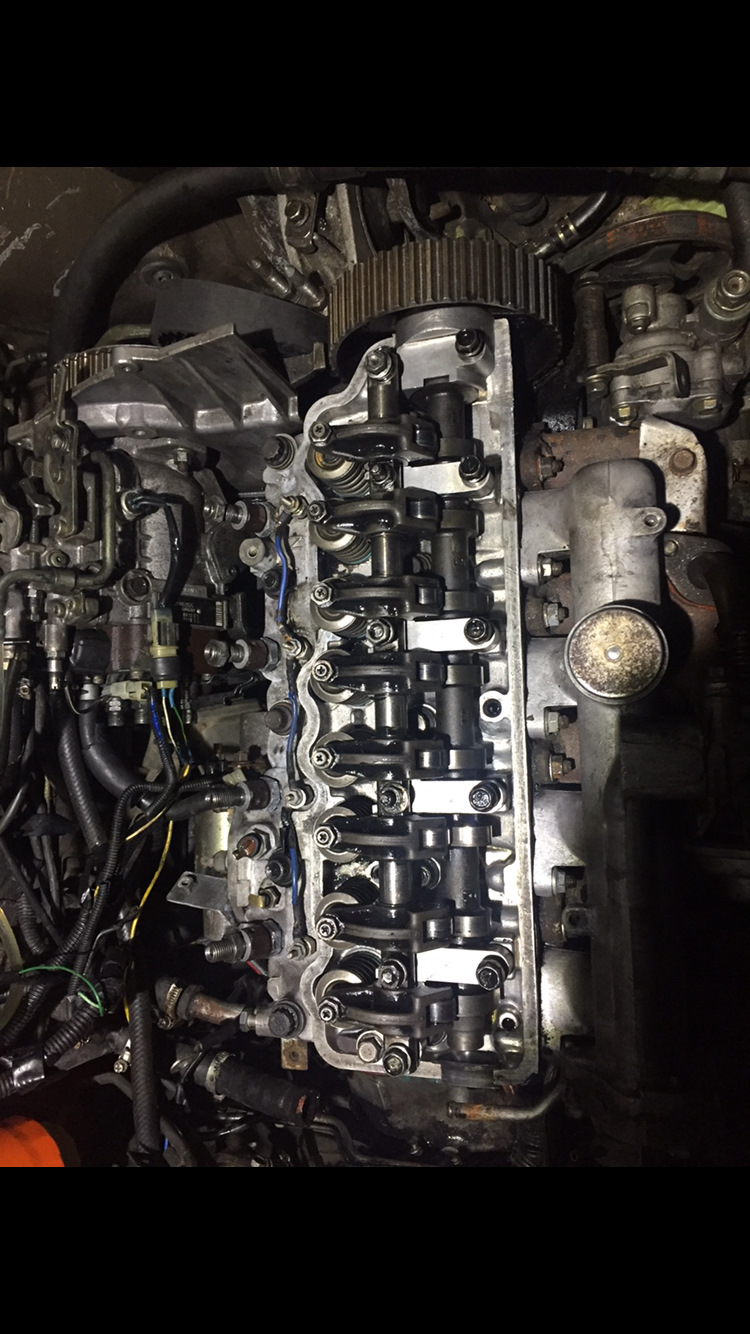 Собрали
Собрали 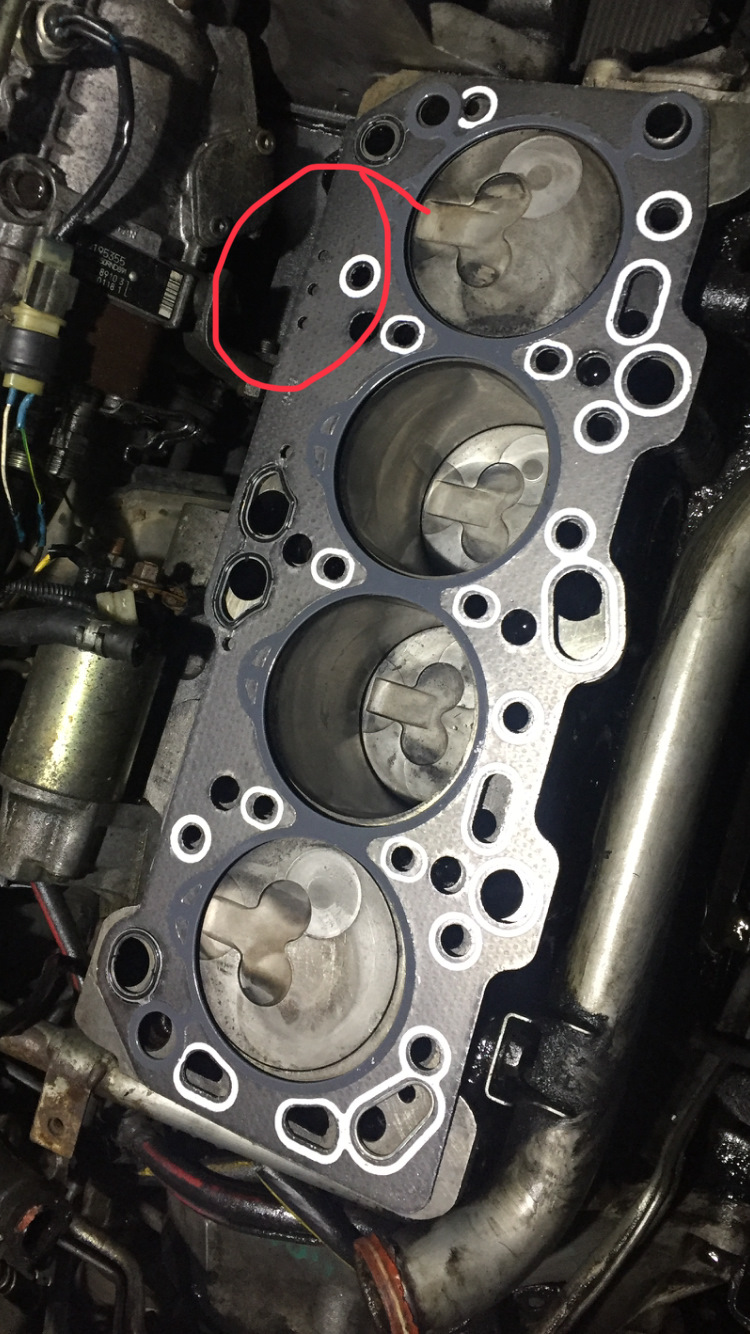 Тут отметки какая прокладка вам нужна у меня стояла с тремя проколами она так маркируется в зависимости от толщины прокладки!
Тут отметки какая прокладка вам нужна у меня стояла с тремя проколами она так маркируется в зависимости от толщины прокладки!
Проверка коромысел и осей коромысел (Двигатели SOHC) — смотреть видео
В статье:  1 видео (посмотреть) и
1 видео (посмотреть) и
1. Проверьте поверхность нажимного ролика коромысла клапана и толкателя коромысла, замените коромысло при наличии значительных местных износов, повреждений, задиров.
2. Проверьте вращение нажимного ролика и замените коромысло клапана при наличии заедания или повышенного люфта.
3. Измерьте внутренний диаметр втулки коромысла клапана (под ось), замените коромысло при повышенном износе или задирах.
серия 4G1-SOHC…. 18, 910 — 18, 928 мм
серия 4G9-SOHC…. 20, 020 — 20, 040 мм
4. Проверьте наружную часть поверхности (по окружности) оси коромысел, на которую устанавливается коромысло на предмет отсутствия неравномерного или повышенного износа. Замените ось коромысел, если имеются очевидные повреждения или задиры.
Наружный диаметр оси:
серия 4G1-SOHC:…. 18, 885 — 18, 898 мм
серия 4G9-SOHC:…. 19, 990 — 20, 000 мм
Общая длина оси коромысел:
Двигатели серии 4G1-SOHC:
для впускных клапанов…….. 365 мм
для выпускных клапанов…… 346 мм
5. Проверьте отсутствие засорения масляных отверстий в оси коромысел. При необходимости прочистите масляные отверстия.
6. Проверьте зазор между втулкой коромысла и осью коромысел. Ели зазор превышает номинальное значение, то замените коромысла и ось коромысел.
Зазор между втулкой коромысла и осью:
серия 4G1-SOHC:…….. 0, 01 — 0, 04 мм
серия 4G9-SOHC:…….. 0, 02 — 0, 05 мм
Предельно допустимый:… 0, 10 мм
• Снятие производится в порядке номеров, указанном на соответствующем рисунке. Установка деталей производится в порядке, обратном снятию.
Примечание: для двигателя 4D68 сальник распределительного вала устанавливается только после установки оси коромысел в сборе и опоры оси коромысел.
• Основные операции, на которые необходимо обратить внимание, приведены в разделах "Замена сальников" и "Замена прокладки головки цилиндров" главы "Двигатель — Механическая часть".
• Кроме того, при замене деталей обратите внимание на следующие операции.
1. (Двигатели серии 4G1-SOHC) Установка распределительного вала. При замене распределительного вала новым проверьте соответствие идентификационной метки, выштампованной на валу, указанной маркировке.
Двигатели серии 4G1-SOHC: Модификации с правым рулем 1
Модели для Европы и Общего Экспорта 4
2. Установка коромысел клапанов, оси коромысел и пружины оси коромысел (если узел оси коромысел разбирался),
а) Установите коромысла в соответствии с их идентификационными метками.
б) (Двигатели серии 4G9-SOHC) Установите и слегка затяните болты оси коромысел впускных клапанов таким образом, чтобы ни одно коромысло со стороны впускных клапанов не нажимало на клапаны.
в) (Двигатели серии 4G9-SOHC) Установите пружину оси коромысел сверху на ось таким образом, чтобы она встала под прямым углом к направляющей свечи зажигания.
г) После установки оси коромысел в сборе затяните болты крепления оси номинальными моментами затяжки.
Mitsubishi Libero & Lancer V Wagon Club
Вот как народ извращается:
Пришлось еще изготовить следующий девайс из форсунки для определения ВМТ без разборки (съема) ГБЦ. Внутренности форсунки убрал, у старого распылителя отрезал кончик до появления отверстия, вкрутил в ногу часового индикатора переходник идущий через корпус форсунки и индикатор ВМТ готов. Вставляем форсунку в штатное место, вращаем "колено" и определяем необходимую точку
Как сие прочитал, вспомнил, что очень уж давно был у меня Юпитер 4, на воротке его свечного ключа были риски для определения ВМТ и 3 мм для опережения
SERGIO76 писал(а):
метки нашлись только на распредвалу и на тнвд. а вот на шкиву К.вала их нет. оттёр всю грязь. да и шкив походу не родной уже впёхан. на два ремня он. а у меня один. я так понимаю ВМТ . ещё вроде можно при снятой голове увидеть. когда 1и4 поршень в верху находятся . или нет?
шкив родной. все правильно там 2 ремня — 1й грм, второй — уравновешивающего вала,просто его выкидывают,потому что при обрыве он под грм лезет и клапана гнет,то что у тебя его нет — это нормально
теперь по меткам:на колене на звездочке есть точка, ана блоке флажок их сомвещаешь и будет счастье, накидываешь ремень и проверяешь (крутишь за колено ключом вручную) если клапана не втретились — значит все хорошо.
после проверки натягиваешь ремень, колено фиксируешь, а звезду распредвала на 1,5 зуба назад, потом гайку на натяжителе расслабляешь и ремень сам натягивается, гайку затягиваешь, там по месту разберешься
ничего сложного нет,самое тяжелое в этом процессе добраться до гайки натяжителя ремня
когда все три метки совпадут четко (КВ,РВ,тнвд) тогда можешь крутить насос если понадобится,смотри токо метки должны четко совпасть,это дизель мать его, ползуба просрешь работать будет не правильно
только хотел сказать то же самое
Frossya писал(а):
я бы на твоем месте не лез туда. только что менял сальник на коленвале и балансир- знаю что эт такое) сальник коленвала (старый) крутился в посадочном месте. Заменил на оригинальный, а масло из него все равно течет. что мне делать с ним?
Отдай в сервис, только другой сервис. такие ошибки в сервисах очень редки.
Не Боги горшки обжигают, а все человеки. А красота то какая выходит!
Новый сальник проворачивается в посадочном месте? а канавка на шейке колена под маслосгонными рисками есть? Я лобовую крышку за 500 рублев купил с маслонасосом вместе и с роликом с пружинкой и кожухом ремня ГРМ на свой мотор, правда не знаю устройство вашего дизеля.
SERGIO76 писал(а):
вот и получается . что при совпадении всех меток. поршни ВСЕ ВНИЗ УХОДЯТ. вот тут то я и ломаю голову.
Я понял, просто прикалолся
Mitsubishi Space Wagon, Space Runner. Руководство — часть 39

Нормальное значение: 41,84 мм.
Допустимое значение: 41,34 мм.
7.2. Регулировка теплового
зазора клапанов
1. Проверните коленчатый вал по
часовой стрелке и совместите метки на
шкиве
корпусе топливного насоса высокого
давления (см.рис.3В.25)
Рис.ЗВ.25. Совместите метки на
шкиве распределительного
вала ( 1) и корпусе топливного
насоса высокого давления (2).
2. Отрегулируйте зазор клапанов в
клапанах, указанных на рис.38.26.
Рис.ЗВ.26. Отрегулируйте зазор в
указанных клапанах.
3. Ослабьте контргайку регулиро-
4. Используя измерительный ка-
либр, отрегулируйте зазор клапанов
прокручиванием
Рис.ЗВ.27. Используя
измерительный калибр,
отрегулируйте зазор клапанов
прокручиванием регулировочного
Зазор в клапанах (на холодном
двигателе):
Впускные клапаны: 0,15 мм
Выпускные клапаны: 0,15 мм.
Внимание! Перед введением из-
мерительного калибра установите не-
обходимый для его введения зазор,
прижав щуп с противоположной сто-
роны обычной отверткой (см.рис.
ЗВ.28).
Рис.ЗВ.28. Прижмите щуп с
противоположной стороны обычной
Внимание! При попытке ввести
измерительный калибр, не создав
предварительно необходимого зазора
(прижав вкладыш обычной отверткой),
чашка наклонится так, что щуп
невозможно
Рис.ЗВ. 29. Для введения щупа
предварительно создайте
необходимый зазор.
5. Удерживая регулировочный болт
отверткой, закрутите контргайку.
6. Прокрутите коленчатый вал на
один полный оборот (360°) по часовой
стрелке.
7. Отрегулируйте зазор в клапанах,
указанных на рис.ЗВ.ЗО.
Рис.ЗВ.30. Отрегулируйте зазор в
указанных клапанах.
8. Повторить операции с 3-5, чтобы
прогреться. После этого проверьте
зазор клапанов при теплом двигателе
и, при необходимости, отрегулируйте
его.
Рис.ЗВ.3 1 . Головка блока цилиндров
и газораспределительный механизм:
1. Болт крепления головки блока
цилиндров, 2. Головка блока
цилиндров, 3. Прокладка головки блока
цилиндров, 4. Сухари клапана,
5. Фиксатор клапанной пружины,
6. Клапанная пружина, 7. Впускной
клапан, 8. Выпускной клапан, 9.
Сальник стержня клапана, 1 0. Седло
клапанной пружины, 11. Направляющая
втулка впускного клапана, 1 2 .
Направляющая втулка выпускного
клапана, 1 3 . Седло впускного клапана,
14. Седло выпускного клапана,
1 5 . Головка блока цилиндров.
8.ГАЗОРАСПРЕДЕЛИ-
ТЕЛЬНЫЙ МЕХАНИЗМ
Клапанная часть ГРМ представлена
8 . 1 . Головка блока цилиндров
Проверка
1. С помощью тонкой линейки и
измерительного калибра произведите
проверку
головки блока цилиндров (см.рис.
Нормальная деформация: 0,05 мм.
Допустимая деформация: 0,2 мм.
Установка
2. Когда устанавливаются болты
крепления головки блока цилиндров,
следите за тем, чтобы длина стержня
каждого болта соответствовала до-
пустимому значению. Если это зна-
чение больше допустимого ( 1 1 . 9 мм),
болт необходимо заменить (см.рис.

3В. Дизельный двигатель 4D68 2.0 л 1993-2000 гг.
Рис.ЗВ.ЗЗ. Проверка длины болта
головки блока цилиндров.
3. Смажьте резьбовую часть и
шайбы моторным маслом.
4. С помощью 12 мм — 12-точечного
крепления до момента 90 Нм в порядке,
указанном на рис.ЗВ.34.
Рис.ЗВ.34. Порядок затяжки болтов
головки блока цилиндров.
5. Ослабьте болты полностью.
6. Затяните их до момента 40 Нм и
дотяните на 90°. После этого следует
дополнительно дотянуть их на 90°.
Проверка
1. Проверьте тарелку клапана на
плотность прилегания. При необходи-
мости откорректируйте ее. Рабочая
поверхность контакта седла клапана
должна находиться посредине рабочей
поверхности
равномерно распределяться по всей
окружности (см.рис.3В.35).
2. Если высота тарелки клапана не
достигает предельного значения, за-
мените клапан новым.
Заданная высота: 1,5 мм.
Допустимая высота: 0,7 мм.
Рис.ЗВ.35. Проверка высоты
тарелки и рабочей поверхности
8.3. Направляющая клапана
Проверка
1. Измерьте зазор между направ-
ляющей и стержнем клапана. Если
значение больше допустимого, на-
правляющая клапана или клапан (или же
обе детали) необходимо заменить
новыми (см.рис.3В.36).
Рис.ЗВ.36. Проверка зазора между
направляющей и стержнем клапана:
1. Внутренний диаметр направляющей
втулки клапана; 2. Внешний диаметр
направляющей втулки клапана.
Нормальный зазор:
впускной клапан:
двигатель без турбонаддува -0,03-
0,06 мм;
двигатель с турбонаддувом —
выпускной клапан: 0,05 — 0,09 мм
Допустимый зазор: впускной
клапан: 0,10 мм; выпускной
клапан: 0,15 мм.
2. Используя специальный инстру-
мент и пресс, выпрессуйте направ-
ляющую клапана в направлении уп-
лотняющей поверхности головки блока
цилиндров (см.рис.3В.37).
3. Просверлите в головке блока
цилиндров отверстие для установки
направляющей клапана по следующим
ремонтным размерам:
• 1 — й ремонтный размер (0,05 мм):
• 2-й ремонтный размер (0,25 мм):
• 3-й ремонтный размер (0,50 мм):
Внимание! Никогда не устанав-
ливайте направляющую клапана того
же размера, что и направляющая кла-
пана, которая была снята.
4. Используя специальный инстру-
мент, впрессуйте новую направляющую
клапана с верхней стороны головки
блока цилиндров (см.рис. ЗВ.38).
Рис.ЗВ.38. Запрессовка
направляющей клапана.
5. После установки направляющей
клапана установите новый клапан и
проверьте его подвижность.
6. После замены направляющих
клапанов проверьте рабочую поверх-
ность контакта седла каждого клапана;
при необходимости притрите их.
8.4. Седло клапана
Проверка
1. Проверьте седла клапанов на
отсутствие признаков перегрева и на
правильное прилегание с тарелками
клапанов (см.рис.3В.39). Ширина седла
должна быть в пределах 0,9-1,3 мм.
Рис.ЗВ.32. Проверка деформации
головки блока цилиндров.
Рис.ЗВ.39. Проверка седла
Рис.ЗВ.37. Выпрессовка
направляющей клапана.

3В. Дизельный двигатель 4D68 2.0 л 1993-2000 гг.
Притирка седла клапана
2. Перед притиркой клапанов про-
верьте зазор между направляющей и
стержнем клапана. При необходимости
замените направляющую клапана новой.
3. Используя фрезу для обработки
седла клапана, произведите коррек-
тировку ширины и угла фаски седла
клапана (рис.3В.40)
Рис.ЗВ.40. Притирка седла и углы
4. После обработки головку и седло
5. Устанавливая клапан, прижмите
его к седлу и при этом измерьте выход
стержня клапана между концом стержня
клапана и рабочей поверхностью седла
клапанной пружины (см. рис.ЗВ.41).
Рис.ЗВ.41. Измерьте выход стержня
клапана между концом стержня
клапана и рабочей поверхностью
седла клапанной пружины.
Замена седла клапана
6. Если седло клапана снимается,
реннюю сторону седла фрезой, чтобы
облегчить ее снятие. После этого седло
клапана
Рис.ЗВ.42. Замена седла клапана.
7. Просверлите отверстие ремонт-
ного размера для седла клапана в
головке блока цилиндров на внешнем
диаметре седла клапана.
Диаметр отверстия для седла
впускного клапана:
• 1 — й ремонтный размер (0,30 мм):
38,300 — 38,325 мм;
• 2-й ремонтный размер (0,60 мм):
38,600 — 38,625 мм.
Диаметр отверстия для седла
выпускного клапана:
• 1 — й ремонтный размер (0,30 мм):
34,300 — 34,325 мм;
• 2-й ремонтный размер (0,60 мм):
34,600 — 34,625 мм.
8. Прежде чем устанавливать седло
цилиндров до 250°С, или охладите
седло клапана охлаждающим спреем во
избежание деформации отверстия в
головке блока цилиндров.
9. Используя фрезу для обработки
рабочей поверхности контакта и угол
фаски седла клапана до требуемой
величины.
8.5. Прокладка головки блока
цилиндров
Установка
1. Если головка блока цилиндров,
поршни, шатуны или коленчатый вал не
менялись, установите прокладку того же
типа, что и раньше. Тип прокладки
определяется
2. Если головка блока, поршни,
шатуны или коленчатый вал менялись,
то прокладка выбирается и устанав-
ливается в соответствии с ниже опи-
санным процессом.
3. Удерживая каждый поршень в
верхней мертвой точке, измерьте длину
его выхода над поверхностью блока
цилиндров в положениях, показанных
на рисунке ЗВ.44 (всего 8 положений).
Измерения
Измерительные пдзиции длины выхода поршня
(каждый поршень в в м т )
Рис.ЗВ.44. Измерьте длину выхода
поршня над поверхностью блока
4. Используя средний результат
восьми измерений, тип прокладки (А, В
или С) выбирайте по нижеследующей
таблице. Если же максимальная длина
выхода в одном положении превосходит
приведенные в таблице допуски длины
выхода для каждого типа, тогда следует
использовать прокладку на один размер
больше, чем эта.