Как производят свечи зажигания DENSO

Свеча зажигания — это технически сложный продукт. Для ее производства используются современные технологии и продвинутые материалы. Всех секретов производства мы, конечно же, раскрыть не сможем, но постараемся вкратце рассказать о том, что включают в себя этапы производства свечи зажигания DENSO.
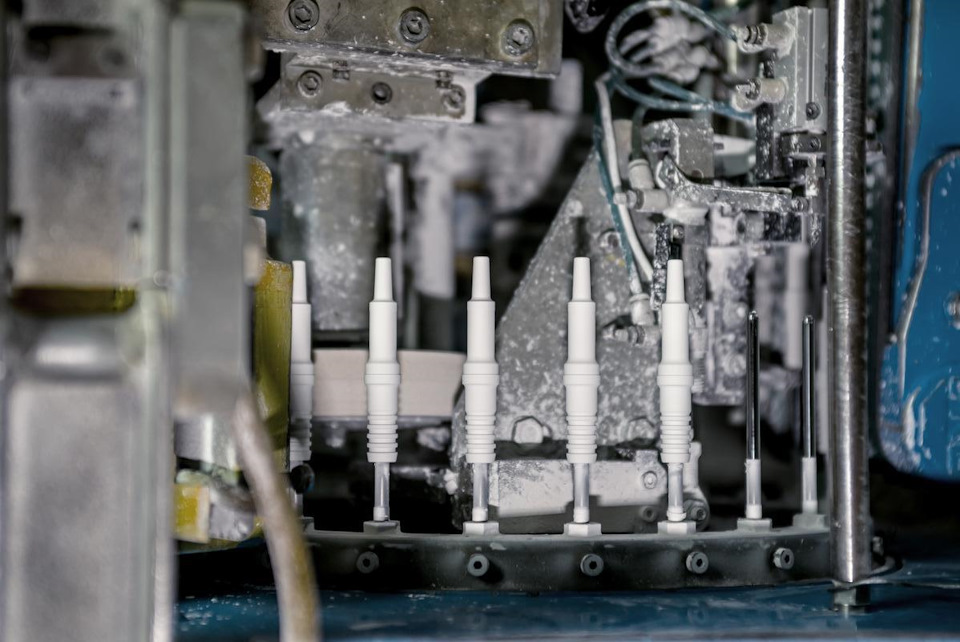
Все процессы, в результате которых на свет появляется готовая свеча, происходят на полностью автоматизированном конвейере. Работу выполняют роботы, а персонал DENSO лишь контролирует правильность и качество операций. Производство свечи состоит из трех основных процессов: формирования металлического корпуса, изготовления изолятора и этапа окончательной сборки. Первые два процесса происходят параллельно.
На участке керамического производства подготавливается порошок из смеси различных компонентов. Для ровного смешения используется жидкость — компоненты сначала растворяются, равномерно перемешиваются, и полученная масса высушивается. Затем керамическая масса попадает в прессовочную линию, где под высоким давлением из порошка формируются будущие изоляторы. Заготовки изоляторов также подвергаются внешней механической обработке для придания окончательной формы, после чего идут в обжиг.
Обожженные изоляторы приобретают прочность и устойчивость к техническим жидкостям. Далее на изолятор наносятся маркировка и слой глазури, после чего следует повторная термическая обработка.
Параллельно с керамикой на участках работы с металлом формируются будущие корпуса свечей. Металлическим заготовкам методом прессования в несколько этапов придается нужная форма — появляется цилиндрическая часть, куда впоследствии нанесется резьба, шестигранник для будущего монтажа и юбка корпуса, которая в дальнейшем послужит для надежной фиксации изолятора в корпусе.

Одновременно с этим на другом участке подготавливаются внутренние металлические элементы свечи — центральный электрод с медным сердечником и коммутатор.
Когда все детали будущей свечи готовы, они встречаются на самом ответственном этапе — сборке. Сначала изолятор помещают в корпус свечи, затем на место устанавливается центральный электрод.
Юбка корпуса обжимается, и свеча приобретает практически собранный вид. На следующем этапе к корпусу свечи приваривается боковой электрод (пока еще прямой), и нарезается резьба на корпусе. Далее наносится защитное поверхностное покрытие. В случае со свечами DENSO TT также привариваются сверхтонкие наконечники. Для всех микросварочных операций используется лазер. Последняя, но очень важная операция — автоматический изгиб бокового электрода для формирования точного зазора.
После окончательной сборки свеча проходит автоматический контроль геометрии: оптические датчики со всех сторон сканируют свечу, проверяя точность установки электродов, зазор, правильность нанесения резьбы. После этого свеча автоматически проверяется на искрообразование. Последний этап контроля (и единственный, на котором используется человеческий труд) — проверка керамики готовой свечи на наличие трещин, которые могут образоваться при сборке. После прохождения всех этапов готовое изделие упаковывается и отправляется на склад.

На каждом этапе производства свечей зажигания DENSO гарантируется применение самых лучших материалов — для изолятора, корпуса и, конечно же, электродов. Полная автоматизация обеспечивает исключительную точность сборки и высочайшее качество готовых изделий. Скрупулезный контроль качества, осуществляемый при помощи роботизированного оптического стенда, подразумевает 100 % отбраковки изделий, не соответствующих требованиям. Производительные, надежные и долговечные свечи зажигания DENSO оригинального качества уже ждут вас, достаточно лишь зайти в наш электронный каталог и подобрать подходящую!
Как делают свечи зажигания
На левом берегу Волги прямо напротив Саратова стоит небольшой, но интересный промышленный город Энгельс. Здесь находится единственный в России аэродром, на котором базируются тяжелые бомбардировщики Ту-160. Троллейбусы, на которых каждый из нас ездил, тоже делаются здесь, на заводе «ТролЗа». Кроме них в Энгельсе делают железнодорожные вагоны, газовое оборудование, трубы, спецавтомобили и многое другое. Вот и «свечной заводик» Bosch прописался здесь, забор в забор с производителем троллейбусов.
На проходной на нас укоризненно глядит бюст старика с окладистой бородой. Он смахивает на Фридриха Энгельса, и кажется, что мы оказались в прошлом веке, когда это головное предприятие СССР по свечам зажигания называлось «Заводом автотракторных запальных свечей» (ЗАЗС). Но все оказывается с точностью до наоборот. В скульптуре увековечен не столп мирового коммунизма, а Роберт Бош, основатель компании, образцовый капиталист. Что касается завода, теперь он называется Bosch-Eng.
Критический взгляд легендарного немецкого инженера легко объясняется, достаточно прочитать его изречение рядом на стене: «Для меня невыносима мысль, что при проверке моей продукции будет доказано, что я произвел что-то с отклонением от стандарта. Поэтому я всегда старался производить только такие товары, которые выдержат любую проверку, то есть лучшее из лучшего». Роберт Бош был в первую очередь изобретателем и лишь затем менеджером, но качество он ставил во главу угла. В любой стране мира, в том числе и в России, этот принцип должен соблюдаться.
Выпечка по-крупному
Технологический процесс изготовления свечей разбит на три блока: керамическое и металлическое производство плюс сборка. Необходимое условие — пространственное разделение участков металла и керамики. Если хотя бы малая толика металла попадет в компаунд, из которого делаются изоляторы, свечи не пройдут испытания на электрический пробой. Поэтому сборочный участок расположен в середине здания, а металлический и керамический — по разные стороны от него. Это позволяет сократить перемещения заготовок до минимума и обеспечить изоляцию металлического участка от керамического.
Производство изолятора свечи начинается с огромных, во всю высоту цеха, мельниц. Здесь гранулы глинозема с присадками и водой перемалываются в тончайшую эмульсию с размером частиц 2,5−3 мкм. Процесс долгий, вместе с сушкой занимает более суток. Берегут этот порошок как зеницу ока: не дай бог в него попадут посторонние вещества, и уж тем паче частицы металла — тогда десятки тысяч изоляторов отправятся в отходы.
На практике таких эксцессов на заводе не помнят, но считают, что предотвращать надо даже теоретические риски. Сейчас на Bosch-Eng вводят дополнительные меры предосторожности: переходят на хранение порошка в герметичных контейнерах. Это, кстати, местная инициатива, исходящая от русских сотрудников, обученных работать по немецкой системе. Высушенный порошок попадает в пресс с резиновой матрицей, где из него под давлением 400−500 бар формируется заготовка изолятора, держащая форму, но хрупкая, как мел. Твердой она станет после обжига в печи при температуре 1600 °C.
Сама печь — это длинный тоннель, разбитый на участки с разной температурой. По тоннелю движется поезд из вагонеток, загруженных керамическими контейнерами (капселями). В них уложены хрупкие заготовки, по 10 000 в каждой вагонетке. В печи они проведут около 30 часов, пройдя несколько ступеней нагрева и затем плавного остывания. Вагонетки идут непрерывным потоком: с одного конца въезжают, с другого выезжают. За год обжиг проходят около 50 млн изоляторов.
Как устроена и работает свеча зажигания
Свечи зажигания относятся к категории технически простых и доступных расходников, применяемых на любых моделях автомобилей с двигателем внутреннего сгорания. Рассказываем о тонкостях обслуживания свечей, ведь от их состояния зависит правильная работа двигателя, ремонт которого нынче стал очень дорогим.
Как устроены свечи
Свечи зажигания всех автомобилей с ДВС мало чем не отличаются друг от друга. Эти устройства служат для воспламенения топливовоздушной смеси в камере сгорания с помощью электрического разряда — искры, проскакивающей между двумя электродами. Конструкция свечей концептуально не менялась с момента их изобретения и остаётся таковой уже более сотни лет.
Обычная свеча представляет из себя керамический корпус-изолятор и металлический стакан с резьбой, позволяющий завернуть свечу в головку блока цилиндров двигателя. При подаче на центральный электрод напряжения с катушки зажигания, между ним и боковым электродом корпуса проскакивает искра, которая и поджигает смесь в цилиндре. Наиболее заметные различия между разными свечами зажигания заключаются в их физических размерах (длина резьбовой части, диаметр, шаг резьбы), а также в конструкции центрального электрода и количестве боковых выводов. Абсолютное большинство автомобилистов при подборе свечей накаливания ориентируются исключительно на геометрические размеры, однако существуют и иные параметры, не менее важные для полноценного воспламенения смеси.
Тепловой режим и конструкция электродов
Основополагающими параметрами для корректной работы свечей зажигания являются величина зазора между электродами (он устанавливается таким, чтобы обеспечить мощную искру и эффективно поджечь смесь) и тепловой режим работы свечи (калильное число). В процессе работы свечей их электроды постепенно выгорают из-за процессов эрозии, что сильно изменяет величину зазора. Это приводит к пропускам воспламенения или даже пробою диэлектрика (электрический ток всегда идёт по пути наименьшего сопротивления). Для предотвращения этих процессов многие производители снабжают свечи накаливания не одним, а сразу двумя или несколькими боковыми электродами. Это существенно увеличивает расчётный срок службы.
Калильное число — самый главный параметр свечей, подбираемый создателями мотора. Он указывает на тепловые режимы работы. В процессе работы ДВС, в камерах сгорания возникает неравномерный тепловой режим: топливовоздушная смесь сгорает с температурой до 2 500-3 000 °С, при этом юбка изолятора свечи должна постоянно находиться в рабочем режиме 500-900 °С, не перегреваясь, но и не слишком охлаждаясь. Этот параметр задаётся конструкцией и длиной выступающей части изолятора и индивидуально подбирается мотористами в каждом конкретном случае.
При несоответствии калильного числа требуемым значениям температура свечи выходит за обозначенные рамки в меньшую или большую сторону. В первом случае она перестаёт самостоятельно очищаться от нагара (наслоения мешают нормальному искрообразованию), а во втором — возникает неуправляемое калильное зажигание от чрезмерное высокой температуры корпуса и электродов. В результате детонации разрушаются поршни, шатун и коленвал, прокладки головки блоков цилиндров и сами свечи, масляная плёнка со стенок цилиндров быстро смывается, вызывая их ускоренный износ.
Почему стареют свечи зажигания
Даже при соблюдении идеальных условий в камерах сгорания, свечи относительно быстро стареют и выходят из строя. Именно по этой причине производители рекомендуют менять их не реже 30 000 км пробега (то есть во время каждого второго ТО). Старение электродов можно заметить невооружённым взглядом. В результате эрозии проводники истончаются, а зазор между ними значительно увеличивается. Несмотря на то, что современные системы зажигания легко пробивают зазор в 1-1,5 мм, ни к чему хорошему увеличение зазора не приводит: В конечном счёте в камерах сгорания начинаются хаотичные пропуски зажигания, а несгоревшее топливо поступает в катализатор и выхлопную трубу. В некоторых случаях «мозги» автомобиля это замечают и вовремя отключают подачу топлива в проблемные цилиндры, в других — двигатель продолжает работать в неоптимальных режимах и быстро приходит в негодность. В любом случае снижается мощность, ухудшается приемистость, растёт расход топлива, быстро загрязняется масло. Словом, страдает целый ряд компонентов и систем автомобиля.
Казалось бы, проблему износа электродов производители свечей давно решили: некоторые компании применяют для изготовления центрального электрода не традиционную биметаллическую конструкцию на базе меди, а высокопрочные иридий или платину (заявленный ресурс таких свечей превышает ресурс обычных в два-три раза), однако в действительности и такие свечи небезупречны.
Не стоит забывать, что в результате систематических ударных, вибрационных и тепловых нагрузок абсолютно любые свечи накаливания со временем начинают разрушаться — появляются микротрещины в соединениях компонентов свечи и в самом керамическом изоляторе. Десятки химически активных соединений вызывают окисление материалов, а высокая температура выступает катализатором процессов общего старения. В конечном итоге искрообразование длительностью до 3 мс с импульсами высокого напряжения (до 20-25 кВ) приводит к пробоям в корпусе свечей. Несгораемые вещества оседают на поверхности изолятора тончайшей плёнкой и также начинают пропускать через себя электрический ток, что приводит к шунтированию контактов и неправильной работе цилиндров. В отдельных случаях даже очень качественные, но старые свечи зажигания попросту рассыпаются (теряют керамическую юбку изолятора или электроды), что приводит к сильнейшим повреждениям поверхности поршня и стенок цилиндров, а дальше — к капитальному ремонту двигателя или полной его замене.
из чего состоят автомобильные свечи (в смысле химических элементов, не деталей)
Электроды.
Материал электродов должен обладать высокой коррозионной и эрозионной стойкостью, жаропрочностью и хорошо проводить тепло. Удовлетворительными свойствами обладают сплавы с большим содержанием никеля и хрома. Кроме того, никель при высоких температурах способствует ионизации искрового промежутка, что несколько снижает пробивное напряжение между электродами свечи. Однако при использовании в топливе антидетонационных добавок (например, тетраэтиленсвинца) коррозия электродов из сплава на основе никеля ускоряется. В этом случае лучше себя зарекомендовал сплав на основе хрома. Для большинства свечей зджигання отечественного производства в качестве материала центрального электрода применяются хромотитановая сталь 13Х25Т или нихром Х20Н80. Аналогичные сплавы применяются за рубежом.
Для современных форсированных двигателей применяются свечи, центральный электрод которых вы полнен из меди и покрыт никель хромовой оболочкой. Медный сердечннк обеспечивает лучший теплоотвод при больших нагрузках двигателя, а жаропрочная оболочка повышает износоустойчивость электрода.
Для особо форсированных двигателей спортивных автомобилей свечи зажигания изготовляются с серебряным центральным электродом. Среди металлов серебро обладает самой высокой теплопроводностью, это дает возможность изготовить центральный электрод более тонким, что облегчает доступ горючей смеси к искровому промежутку и тем самым снижается вероятность пропусков воспламенения. Однако свечи с серебряным электродом имеют меньший срок службы.
В платиновых свечах в качестве материала для электродов используется платина, причем из платины может быть изготовлен не только центральный электрод, но и боковые электроды. Платиновые свечи были придуманы для продления срока службы, а не для роскоши. Платина такой металл, который обладает высокой устойчивостью к коррозии и высоким температурам, такие свечи служат гораздо дольше, чем обычные.
Изолятор.
Изолятор — важнейший элемент свечи. Материал изолятора свечи должен обладать высокой механической и электрической прочностью, высокой коррозийной стойкостью, большим объемным и поверхностным сопротивлением, быть термостойким, не поглощать воду и иметь высокую удельную теплопроводность. Во многом от свойств материала изолятора зависят качество и характеристики свечи зажигания. В настоящее время изоляторы искровых свечей изготовляются в основном нз корундовой керамики с содержанием около 95% оксида алюминии Al2O3. В состав керамики также входят минеральные добавки в виде оксидов кремния, кальции, магния, кобальта и ниобия, которые улучшают основные характеристики изолятора и придают керамике голубой цвет.
Искровой разряд между злект родами свечи зажигания является источником радиопомех. Для подавления этих помех между центральным электродом и контактной головкой может быть установлен помехоподавительный резистор, выполненный в виде угольного стержня или специального резистивного герметика. Такие свечи устанавливаются на двигатель с проводами высокого напряжения без помехоподавительных средств. Кроме того, встроенный помехоподавительный резистор способствует уменьшению эрозии электродов.