Что такое болт гбц
Преимущества зарегистрированных пользователей
Преимущества зарегистрированных пользователей:
- после авторизации автоматическое заполнение всех форм на сайте;
- уведомления на email об ответе на Ваш комментарий;
- возможность использования ОнлайнДиагностики;
- возможность получения платной консультации диагноста;
- возможность сохранения избранных автомобилей и истории недавно выбранных;
- ведение истории покупок в интернет магазине.
Болты крепления головки блока цилиндров – мощное соединение для совершенного уплотнения

Болты крепления головки блока цилиндров – соединительный элемент между блоком цилиндров, прокладкой головки блока цилиндров и головкой блока цилиндров. Усилие болтов является важным фактором обоюдного уплотнения камеры сгорания, каналов моторного масла и охлаждающей воды, а также окружающего воздуха. Задача, которая должна решаться наилучшим образом как в холодном, так и в ещё нагретом состоянии, как при низком, так и при высоком давлении.
Затягивание болтов крепления головки блока цилиндров создаёт через усилия болтов так называемое удельное давление, являющееся решающим для совершенного уплотнения. При этом болты, наряду с применённым методом затяжки, оказывают сильное воздействие на качество удельного давления.
Под удельным давлением подразумевается усилие, отнесённое к контактной поверхности двух частей, например, между головкой блока цилиндров и прокладкой головки блока цилиндров. В противоположность давлению удельное давление на поверхности контакта не постоянно.
Специальные болты для создания большего усилия
- Новаторская разработка без подтягивания
- Болты растяжения
Болты, затягиваемые сверх их предела текучести в области пластических деформаций, гарантируют высокие и равномерные усилия болтов. Важная предпосылка надёжных уплотняемых соединений без подтягивания. Болт растяжения даёт значительные преимущества по сравнению с болтом, имеющим стержень из проката. Благодаря утоньшению стержня, болт в состоянии эластично воспринимать движения уплотняемого стыка и, тем самым, лучше их сглаживать.
- Метод затяжки по углу закручивания
На первом этапе болт накладывается на головку блока цилиндров затяжкой предварительным моментом. При второй затяжке, так называемом угле дальнейшего закручивания, болт затягивается сверх его предела текучести в области пластических деформаций. При методе затяжки по углу закручивания колебания усилия болта находятся в пределах ± 10 %. При методе затяжки с несколькими ступенями крутящего момента данные значения находятся в пределах ± 30 % от расчётного значения усилия болта. Причинами этого являются рассеяние значений усилия болта и общее значение коэффициента трения, получающееся из коэффициентов трения под головкой болта и в резьбе.


Преимущество болта растяжения (Рис. 1): По сравнению с болтом, имеющим стержень из проката, он может быть затянут сверх его предела текучести в области пластических деформаций, что является гарантией высоких и равномерных усилий болта.
Метод затяжки по углу закручивания с предварительным моментом и углом дальнейшего закручивания. (Рис. 2)
Надёжность благодаря новым болтам
При методе затяжки по углу закручивания болты крепления головки блока цилиндров деформируются пластически, что означает остаточную деформацию. После демонтажа они значительно длиннее, чем при монтаже. В начальной фазе нагревания мотора болт растягивается дополнительно. В первую очередь, если стальной болт применяется для полностью алюминиевых или биметаллических моторов, поскольку оба материала имеют различные коэффициенты теплового расширения. В худшем случае при повторном применении болт может оборваться или застопориться при монтаже в конце глухого отверстия и повредить блок цилиндров. Поэтому применяйте болты крепления головки блока цилиндров по соображениям надёжности только один раз.
Рекомендация экспертов: при методе затяжки по углу закручивания болты крепления головки блока цилиндров испытывают остаточную деформацию. Поэтому применяйте болты крепления головки блока цилиндров по соображениям надёжности только один раз!
Болты растяжения сконструированы изготовителем таким образом, что они без проблем могут быть растянуты сверх их упругой области в области пластических деформаций. По достижении исходного крутящего момента болт затягивается на определённый угол и предварительно натягивается в области пластических деформаций. Тем самым подтягивания более не требуется.
Наши болты ГБЦ. Изучение, опыты, выводы!

Небольшое отступление для начала…
Нигде "подробного описания" про болты ГБЦ я так и не нашел! Всё перерыл, халявы не вышло! Всё пришлось изучать самому так сказать с самого "0"…Начал писать и испытывать еще с марта месяца этого года…увы затянулось.
Всё написанное ниже в этой статье, является личным расследованием и изучением!
Я конечно не супер писатель, такого рода изучений на афишу никогда не делал, но постараюсь изложить всю полученную информацию с опытов и изучения предмета как "СОПРОМАТ" на сколько это у меня получится.
Инженеры вот люди такие, сами всё вычислили, рассчитали и дали точное руководство по затяжке наших болтов ГБЦ почему-то на градусы, а не на момент затяжки…
С точки зрения инженерных мозгов их ответ прозвучал бы примерно так:
" Делайте затяжку как написано в инструкции и не задавайте лишних вопросов, как это работает и почему именно так нужно производить затяжку…Объяснять долго, это наука, да собственно и не нужно это вам знать слесарям на СТО и тем более простым пользователям автомобилей. Есть предписание-выполняйте!"
Похоже ведь действительно никто и никогда с этим не заморачивался…Я например не слышал, что кто-нибудь на новых иномарках ездили на протяжку ГБЦ. Но вот у нас "ховероводов" с частыми сменами прокладок ГБЦ этот вопрос очень уж "острый" получается…
Готовьтесь информации будет МНОГО! Можно сказать, что это мой первый такой "тяжелый" научно-исследовательский доклад.
————————————————————————————————————————————————
А началось всё с того, что после пробоя прокладки ГБЦ, я решил использовать родные болты ГБЦ повторно. Но меня тогда постигла неудача и "пИчаль"…В предыдущем посте в 4-ой части темы Пробой ПГБЦ(часть4)есть запись про этот эпичный случай.
Изначально интересен был мне вопрос, что же с этими именно двумя болтами из 4-го цилиндра произошло такое? Ведь протяжку ГБЦ я не делал вообще. С салона как взял ховера с "0" пробегом, так до
60т.км. и прошел. Почему же 2 болта так вытянулись больше остальных на 2 десятки и имели длину 97,4мм, в то время как остальные 8 болтов имели длину 97,2мм.( Напомню, что новые болты с упаковки имеют размер 97,0мм.) И далее после попытки их повторного использования один из болтов имеющего длину 97,4мм вообще ппц как страшно растянулся так и не дойдя до момента в 85н*м на ключе? Получается по факту, что все болты после съема ГБЦ уже имели удлинение…
Первые мысли были такого плана : Может это последствие перегрева сказалось на свойствах металла…может закалку отпустило что-ли…а калёный ли он вообще?
В моём понимании было, что "Болт должен быть болтом, а не пластилином. Тебя закрутили-так ты ДЕРЖИ! Не табличку же на двери держишь, а ответственную деталь силового агрегата!"
Слишком сильно я захотел добраться до истины, моё любопытство всё-таки преодолело лень… И вот весь комплект старых болтов ГБЦ у меня теперь на руках и я решил их отнести к себе на работу взяв их на "исследование"…
Чтобы начать от чего-то отталкиваться, хотел узнать хотя бы 2 составляющие, а именно:
1.) Марка используемой стали болтов
2.) Твердость закалки (вообще калёный ли, если болт такой "пластилиновый"?)
Благо у меня работа позволяет это сделать и имеется "под боком" лаборатория со всеми необходимыми приборами и на эти 2 вопроса можно уже найти ответы для прояснения картины.
Хотелось сравнить и выявить различия между ними.
Отправляем на анализ:
Имеем 2 образца:
-Болт длиной =101мм(поплывший страх)
-Болт длиной =97.25мм(еще на вид живой. После повторной затяжки с щелчком на 85н*м прибавил в длине еще 5 соток )
Состояние резьбы у обоих образцов "абсолютно" здоровое!
Проверку на марку стали делали спецприбором "стиллоскоп".
Получаем следующее заключение :
В соответствии полученных результатов о хим. анализе составляющих элементов образцов, и сопоставлении по таблице полученных соотношении хим. элементов состава металла, материал стали 2-х образцов соответствует:
Простой углеродистой конструкционной стали марки (Ст35
Ст40). Присутствие фосфора.
Так…так…так…
Кому интересно покажу фото после спектрального анализа "стиллоскопом" путём искрового метода с разложением искры на раздельные спектры свечения элементов материала и их интенсивности от количества выраженных в "%" соотношении, видны остаточные следы на поверхности болта от контактов прибора.

Идём дальше. Проверка твердости образцов на стационарном твердомере в 2-х местах на каждом образце. Определяем твердость по Роквеллу(HRC). Используется индентор с алмазным наконечником:
Пробы сделаны в обеих образцах в рабочей зоне "тела" болта

Результат: Твердость тела у обоих образцов равна 20 единицам(HRC)!
О как, разницы нет между ними…
Пробы на твердость торцов с резьбовой части

Результат:Твердость резьбовой части у обоих образцов одинакова и равна 28 единицам(HRC)
Так что же мы имеем в итоге:
По внешнему виду можно сказать, что болты выполнены по технологии "штамповки". Резьба выполнена методом "накатки".
Сделаны болты из простой углеродистой конструкционной стали (Сталь 35
40) . Вы спросите, почему не конкретно это сталь 35 или сталь 40? Всё потому, что по ГОСТУ к сталям 35 относятся металлы содержащие количество углерода в % соотношении от 0,32 до 0,4%, а к сталям 40 также относятся металлы по ГОСТУ содержащие углерод в соотношении от 0,37 до 0,45%. А вот хим анализ как раз показал количество углерода в образцах 0,38%. Нечто среднее, но будем считать на твердую оценку что это сталь 35! Пусть будет так. Главное что такие стали, начиная от Ст35 и выше уже имеют хорошие способности к "закалке". То что был на хим. анализе обнаружен фосфор, то это его на поверхности его покрытия и этот элемент в данном случае выполняет роль в качестве защиты от коррозии.
Я то думал, что материал болтов будет куда более интереснее с содержанием "хрома" для придания твердости! На работе все тоже удивились, что это за болты такие для ГБЦ с закаленной только резьбой из простой углеродистой стали, которые так тянутся словно "сосиски". Народ был шоке! Сразу пошли ржаки про машину "китайскую"(((…
Как оказалось несмотря на разность удлинения (поплывший и живой еще болт) имеют "абсолютно" одинаковую твердость тела(20HRC) и резьбы(28HRC). Тут я тоже ожидал увидеть разницу, что поплывший болт по телу будет мягче и что его отпустило из-за перегрева при пробое прокладки в той части где ОЖ уже кипела во всю и не циркулировала, поэтому он такой мягкий и стал…
По технологии что-бы отпустить закалку, нужно болт разогреть до 800*С(t*отжига)…Разогреться до такой температуры болты не могли…Это безумие! Да и остальные болты были хорошо затянуты. Значит дело всё-таки не в перегреве самого болта…
И вот тут то главное, что по полученному значению твердости "тела" болта в 20 единиц (HRC) для данного материала соответствует твердости этого материала вообще без закалки! А вот резьба уже имеет закалку(28HRC)! Опять вошла мысль в голову- ну как так-то? Что за дела то? Неужели весь болт не могли закалить одинаково? Почему только местная закалка на резьбе, а "тело" сырое оставили? Экономия чтоль? Да ну на… Хм… Странно…
И вот, начинаю "копать" под болты глубже и начинается самое интересное в поиске истины!
Изучив внешнее строение наших болтов вот что я выяснил:
Рассмотрим болт более детально. Наш болт имеет зауженное поперечное сечение тела болта с некоторым отступом от шляпки "галтель" для усиления перехода головки болта к телу. Она также является и "центровкой" на посадочном месте в отверстии ГБЦ.
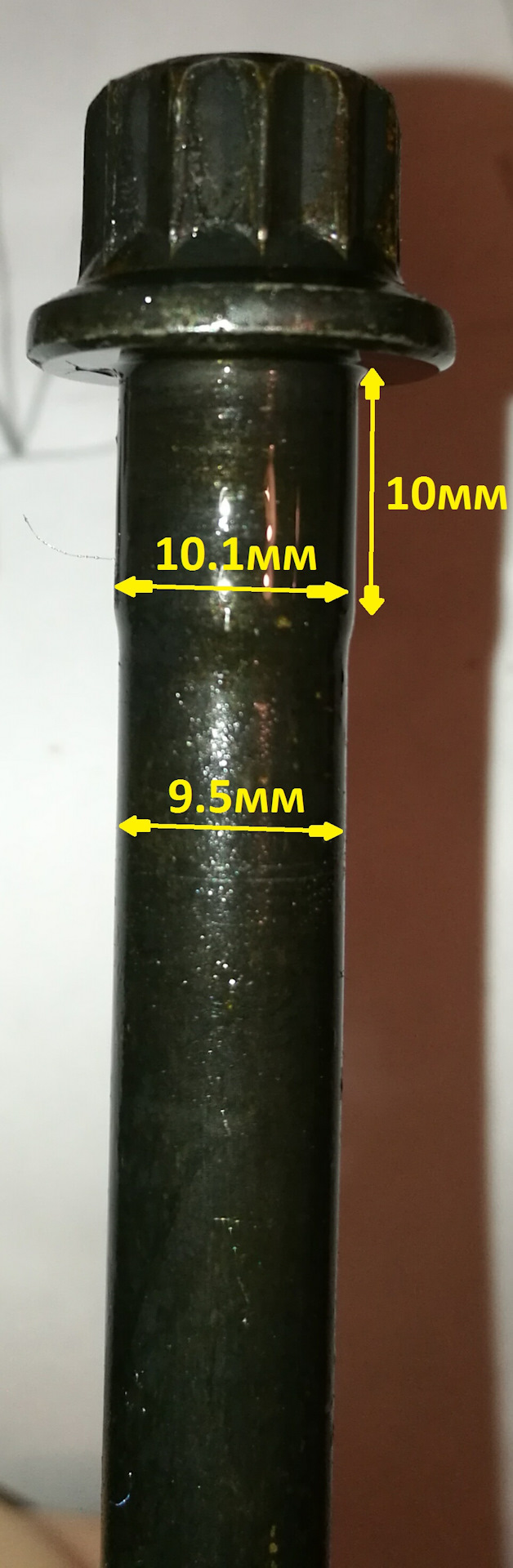
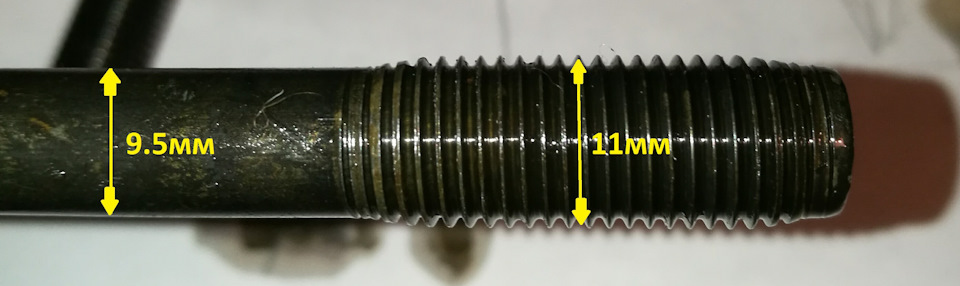
Резьба выступает над телом. Резьба имеет больший диаметр(М11), чем тело(9.5мм) и глубина канавки резьбы соответствует наружному диаметру тела.
Болт имеет зауженную форму тела(поперечного сечения/поперечника, кому как больше нравится), начиная от галтели и заканчивая до начала резьбы. Забегая вперед скажу, что сделано это специально для того, чтобы деформация начиналась в теле болта, а не на резьбе или у шляпки. И в случае его перегрузок допустим при неправильной затяжке он лопнул на своём "зауженном" поперечнике, а не в резьбовом соединении. Так же он порвется гораздо раньше, чем сорвет свою резьбу и резьбу блока!
А вот теперь момент истины!
Ничего не напоминает наш болтик?
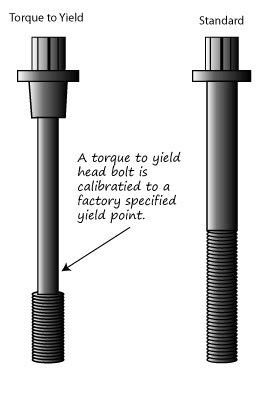 сравнение TTY и Стандартный болт
сравнение TTY и Стандартный болт  Мой потянутый 101мм
Мой потянутый 101мм
Основываясь даже на этих всех вышеуказанных фактах уже можно смело с уверенностью сказать, что наши болты — это именно болты TTY!
Так что-же за болт такой TTY, в чем его преимущество от обычного высокопрочного болта?
Немного удалось найти про него информации в сети, то что:
TTY это аббревиатура Torque To Yield и переводится с английского как — «крутящий момент до предела текучести», и это не просто обычный болт. Такие болты затягиваются не с тем или иным усилием, а строго на определенный угол доворота(установочный градус). Болт TTY при затяжке ДЕФОРМИРУЕТСЯ, достигая предела текучести, но при этом повышается его УСТАЛОСТНАЯ ДОЛГОВЕЧНОСТЬ(не нуждаются в постоянной подтяжке), что обеспечивает надежную фиксацию ГБЦ на блоке с постоянным усилием. Такие TTY болты давно повсеместно уже используются для авто с алюминиевыми ГБЦ. Так как температурный линейный коэффициент расширения ГБЦ из алюминия и БЛОКА из чугуна имеет разницу аж в 2 раза, то становится понятным зачем такие болты придумали. Они должны удлиняться вместе с ГБЦ при нагреве и возвращаться обратно к исходному размеру при остывании. Автомобили же нашего родного советского производства (Волга, Жигули, Москвич, УАЗ.) "растягивающимися болтами" ГБЦ ранее не оснащались. Тело TTY болта растягивается, и обеспечивает необходимую для уплотнения эластичность. После их установки, не следует производить "дотяжку" или "подтяжку" ГБЦ!
Тааак интересно…а как такое возможно то? Что за чудеса науки?
Так вот почему у нас так часто звучат отзывы про наши болты что-то вроде:
-Да что же за болты стали делать из мягкого дешевого "Г" и кругом обман, не фига не дотянуть до момента на ключе к которому я так привык тянуть на отечественном автопроме!
Оказывается мы их принимали за обычные болты. А зряяя. Их не надо их приравнивать к обычным болтам, которые невозможно довести до предела текучести, затяжка которых производилась только по моменту!
Вся суть TTY болта оказывается в его строении и материале, которое позволяет это сделать, т.е. достичь этого предела текучести. Задался вопросом : А почему же надо именно затягивать с углами доворота, а не на момент?
И тут вот мне пришлось постигнуть знания по такому предмету как "СОПРОМАТ". Иначе никак…
Получив все мне необходимые знания в этом предмете, я наконец-то получил ответы на мои вопросы.
Дело в том, что затягивая болт просто моментом затяжки, определить его точную точку "предела текучести" по динамометрическому ключу на наших болтах типа TTY не представляется вообще возможным из-за сил трения. Из-за этого невозможно контролировать его удлинение.
Трение- сила не совсем стабильная и она имеет разные коэффициенты. Самый большой коэффициент трения приходится на резьбу из-за её "профиля углового подъёма витка". Также большая сила трения и в месте контакта шляпки болта с шайбой, но немного меньше из-за ровной трущейся поверхности друг с другом, уже без угловых смещений как в случае с резьбой. На коэффициент силы трения также играет скорость выполнения затяжки (переход коэффициента между состоянием покоя и скольжением). Важную роль имеет значение состояние резьбы(новая/старая, грубая/острая, чистая/грязная, сухая/в смазке). А когда материал болта начинает "течь" эти погрешности являются неприемлемыми для его точной и правильной затяжки. Слишком маленький "коридор" чтобы уловить его по моменту затяжки. Даже если сделать "идеальный" расчет точного момента затяжки с поправкой на трение -щелчок на ключе может произойти либо раньше наступления предела текучести, либо за ним или же вовсе он не произойдет и болт начнет активно деформироваться вплоть до обрыва.
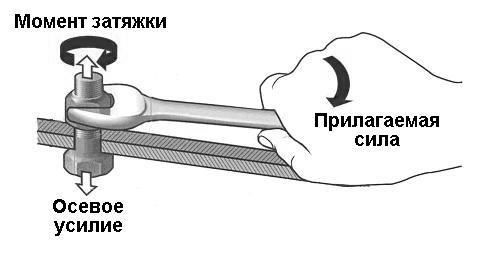
Для наглядности пояснение что такое болтовое соединение. Изображены на картинке эти две разные силы воздействующие при затяжке болта, либо гайки, не важно. Закрутив все болты с одинаковым моментом на ключе ГБЦ у нас прижата с равным усилием по всей плоскости… Но, не всё так однозначно. Есть одно ГЛАВНОЕ "НО"! Это сила опять трения! Чем большим моментом идет затяжка болта — тем сильнее действуют силы трения! А значит оно сильнее вносит погрешность и разброс по "осевому усилию" между всеми болтами. Сила трения при закручивании на момент затяжки ВСЕГДА вносит погрешность в точность нагрузки по осевому усилию.
.
Думаю теперь вы понимаете что в нашем соединении БЛОК-ГБЦ из этих сил важна и играет главную решающую роль именно "осевое усилие"! Но помимо этого еще наш болт обладает такими чудесными свойствами на подобие "пружины".
Давайте рассмотрим пример на моём рисунке физических свойств нашего болта, и что происходит с болтом когда мы его начинаем нагружать затяжкой:
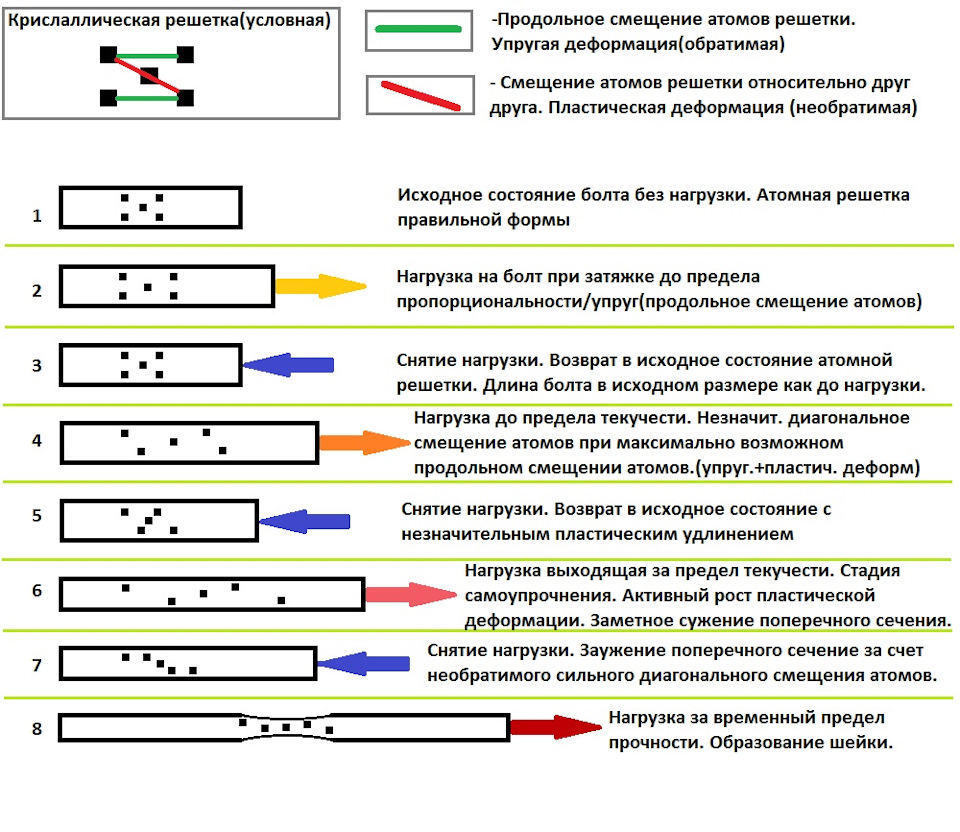
Надеюсь исходя по моему рисунку, картина происходящих процессов в болте при разных вариаций затяжек боле-менее ясна.
Наша цель вариант №4 -затянуть болт до предела текучести, чтобы получить максимальную "упругость"(пружинность) затяжки без существенной деформации и утончению поперечного сечения, как в следствии снижении его "эластичности" а также "предела прочности".
Зачем же нам эластичность?
ГБЦ нагреваясь и остывая как-бы "дышит" и наши болты это делают замечательно вместе с ней, держа всё время соединение под "упругим напряжением".
Во вторых, что на болт постоянно действуют динамические и ударные нагрузки и даже простому калёному болту будет не легко с постоянными циклами нагрев-охлаждение. Со временем в структуре болта может появится "изъян" в виде первой микротрещины, далее сами догадываетесь что будет. Наш же болт благодаря своей "эластичности" переживает такие нагрузки во много раз лучше.
И в третьих из-за в разы большей "упругости" в затянутом состоянии наших болтов, по сравнению с обычным высокопрочным болтом, мы имеем преимущество в низкой усталости от времени и циклов. Внутреннее напряжение в нашем TTY болте со временем не падает настолько быстро, как в обычном болте. Поэтому его не нужно подтягивать и этого напряжения хватает на весь срок эксплуатации двигателя.
Так собственно "итог" почему используются углы доворота при монтаже, а не просто момент затяжки?
Получить "абсолютно точные" характеристики материалов без погрешностей можно только при испытаниях на разрывной машине прилагая осевое усилие к образцу. В неё устанавливается образец в форме "гантельки" за специальные захваты и начинают нагружать(растягивать) материал, получая график характеристик проходя все точки его состояния при растяжении образца до его обрыва(полного разрушения). Такой метод совершенно исключает влияние трения при испытании и выявляет его "чистые" характеристики применяя к нему нагрузку. И самое для нас главное из этого всего при затяжке такого болта для нас точка наступления "предела текучести". То есть как я описывал выше, МАКСИМАЛЬНАЯ упругость с эластичностью(удлинение) при нагрузке с возвратом в исходную длину с МИНИМАЛЬНЫМ остаточным удлинением после снятия нагрузки. Говоря по простому на сколько он "спружинил".

Что же это такое предел текучести и когда он наступает?
Предел текучести обозначается как σт (сигма Т) следует сразу за площадкой текучести, ярко выражено наблюдается на графиках растяжения только в малоуглеродистых сталях. В углеродистых же сталях (с содержанием углерода 0,3% и выше) и в высоколегированных сталях площадка текучести и предел текучести отсутствуют, если вдаваться в подробности металлургии, тут прослойки между зернами феррита настолько значительны, что они затормаживают пластические деформации вплоть до достижения предела прочности ( временного сопротивления разрыву).
Предел текучести на диаграммах растяжения получается при испытании не всех материалов. В нашем же случае с нашими болтами и содержанием в их составе материала 0,38% углерода при помощи особых построений на диаграмме растяжения определяется так называемый —"условный" предел текучести по остаточному удлинению образца после нагрузки равному "СИГМА 0.2"
Возьму на примере нашего болта:
Его длина испытывающая именно нагрузку на удлинение(от низа шляпки до начала первого острого витка резьбы) равно 72мм. Прикладываем нагрузку до такой величины, чтобы образец растянулся на "n" длину под нагрузкой и после снятия которой длина образца увеличилась(растянулся) только на величину "сигма 0.2" т.е. 72мм. Х 0,2% = 0,144(
0,15)мм. Новый болт с упаковки имеет длину 97мм, то достигнув предела текучести, и снятии с него нагрузки он будет иметь уже длину 97.15мм. Это значит, что наш болт "чётко" достиг предела текучести и был выкручен. Но перед тем как снимать нагрузку с болта, замеряется его длина находящегося под нагрузкой, чтобы узнать при каком удлинении мы получили именно остаточное удлинение сигма 0.2. Если еще короче, то нужно узнать с какой длины находясь под нагрузкой он "спружинил" при снятии с него нагрузки, до своего остаточного удлинения на коэффициент равному сигма 0.2.
И так, то что мы видим в мануале по затяжке наших болтов, это результат того, что инженеры уже вычислили точное удлинение "тела" болта под нагрузкой для его гарантированного достижения предела текучести. Теперь зная эту величину(длину под нагрузкой) ничего сложного не стоит её перевести на расчет в градусах поворота в резьбовом соединении учитывая шаг резьбы на абсолютно точное количество градусов при монтаже, отталкиваясь от "стартовой" точки в 20Н*м с минимальной погрешностью на трение! Таким способом ВСЕ болты четко достигнут своего предела текучести, будут иметь абсолютно одинаковое удлинение и самое главное ОСЕВОЕ УСИЛИЕ!
Давайте немного пробежимся по пунктам в мануале к болтам/прокладке.
Момент затяжки 63-78н*м нужен для того, чтобы прокладка "набилась"(сейчас прокладки идут безасбестовые "малоусадочные" не требующие протяжки).
Далее следует полное снятие нагрузки со всех болов.
Момент затяжки 20н*м. Этот пункт является стартовой точкой отсчета, при которой все имеющиеся зазоры "выбираются" полностью. Эта точка преднатяга максимально будет точна как по "моменту", так и по "осевому усилию" среди всех болтов из-за столь низкой силы трения. Далее болт готов принимать всю нагрузку на себя полностью с усилием с последующем его незначительным удлинением дойдя до точки предела текучести по формуле 90*+90*.
Соорудил на работе испытательный стапель. Очень жесткий и прочный из 45-й стали для максимальной нагрузки на болт с визуальным контролем происходящих процессов и возможностью замеров удлинения в нагруженном состоянии в плоть до его полного разрушения:
 К испытанию товсь!
К испытанию товсь!
На протяжении 4-х попыток начинал производить затяжку на градусы после предварительной затяжки в 20Н*м. Явно визуальных отклонений в истончении поперечного сечения тела болта замечено не было. Таким способом я каждый раз его выводил на предел текучести материала:
 4 раза достиг предела текучести при испытании!
4 раза достиг предела текучести при испытании!
Далее доведение до полного разрушения:
 за секунду до.
за секунду до.
После проделанных испытаний нескольких болтов на сооруженном мною стапеле я получил все интересующие меня результаты, визуальные процессы, на каком удлинении и усилием. Все испытуемые болты пружинили на одинаковую длину и давали совершенно одинаковые показатели, до тех пор пока не образовывалась уже чёткая шейка на теле болта после которой следовал небольшой спад нагрузки при дальнейшей затяжке и постепенным его уменьшением до самого наступления момента разрыва болта. На основании всех результатов создал график показывающий его характеристики при нагрузке.
(При попытках затяжки образцов по моменту до 100н*м — в итоге имел совершенно разное, непредсказуемое и неконтролируемое удлинение болтов. Мог дойти до одной точки поворота на угол и щелкнуть, то до другой или вовсе без остановки продолжал удлиняться без остановки…а удлинение у всех разное получилось)
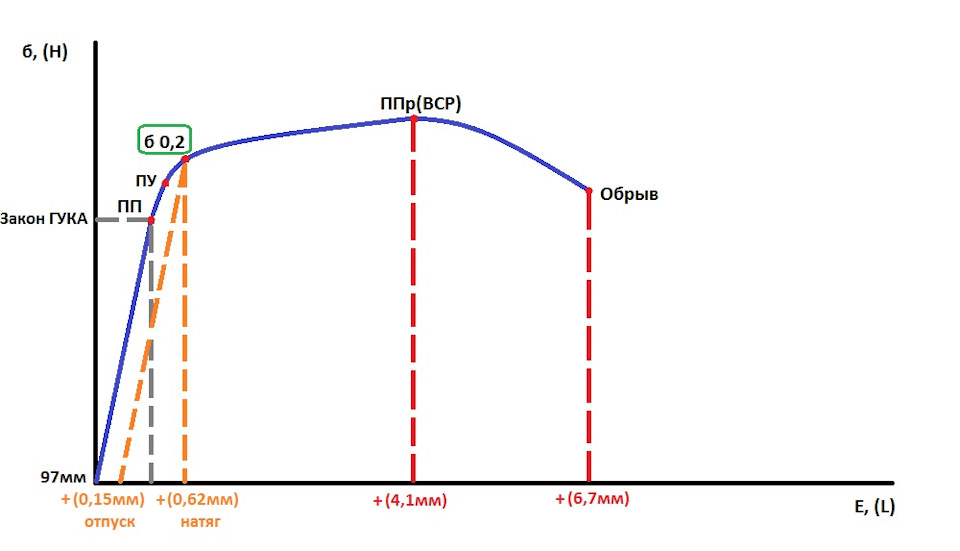
Вот так это выглядит на диаграмме растяжения материала нашего болта:
Пояснения:
ПП(предел пропорциональности) он же закон Гука -Максимальная величина напряжения, при котором ещё выполняется закон Гука, то есть деформация тела прямо пропорциональна приложенной нагрузке (силе). Вызывает обратимые деформации без остаточного удлинения.(обычная пружина)
ПУ-Предел упругости — свойство вещества, максимальная нагрузка, после снятия которой не возникает остаточных (пластических) деформаций.
ППр(Вср)— Предел прочности оно же временное сопротивление разрыву.
Как видно на графике тест на затяжку по мануалу под нагрузкой с замером удлинения при затяжке по схеме 20н*м+90*+90* точно совпал с арифметическим вычислением удлинения согласно мануалу! И равен удлинению "L1" 97мм+0,62мм. После снятия с него нагрузки он "спружинил" до "L2" 97+0,15мм. Т.е. упругость болта старается удержать осевое усилие при разгрузке на протяжении аж L1-L2=0,47мм! А это не мало как кажется. Давайте пересчитаем сколько же он будет сопротивляться полной разгрузке в перещете на угол поворота в градусах. Для начала вычислим на сколько он растянется при повороте на 1*градус:
1.25(шаг резьбы, удлинение "за полный оборот")/360*=0.00347мм, т.е. 1*=0.00347мм
Теперь исходя из этого берем 0.47мм чистого упругого удлинения в нагруженном состоянии и делим на 0.00347мм, и получаем 135,5*. Т.е. чтобы выкрутить и полностью снять осевое усилие ("напряжение") с болта после его затяжки до предела текучести потребуется обратное вращение на 135 градусов!
Все кому приходилось откручивать болты с наших ГБЦ думаю чувствовали как он сопротивляется своему откручиванию продолжительное время. В то время как например взять высокопрочный хорошо затянутый болт в смазке, достаточно его только немного стронуть от затянутого усилия и дальше хоть руками откручивай. Вот это вам живой пример обычного болта и болта TTY закрученного до предела текучести.
135*градусов хорошо, но есть еще один не учтенный и не маловажный момент, такой как разность коэффициента "линейного температурного расширения материалов", а именно стали и алюминия. У стали он равен 0,000012, а у алюминия 0,000024 на 1м длины. Разница коэффициентов в 2 раза! Как известно из физики, что твердые тела нагреваясь увеличиваются в объеме. Это происходит из-за того, что при увеличении температуры увеличивается кинетическая энергия движения частиц, которые находятся в узлах кристаллической решётки. Увеличение кинетической энергии, в свою очередь, приводит к увеличению амплитуды колебаний этих частиц около положения равновесия. В результате увеличения амплитуды колебаний увеличивается среднее расстояние между частицами в кристаллической решётке, что приводит к увеличению линейных размеров всего тела.
Давайте рассчитаем на сколько "беспощадно" вытянет болт при первом нагреве ОЖ до 100*с после затяжки ГБЦ :
Для отсчета нам нужно знать высоту посадочного места для болта на ГБЦ. Высота этих мест от нижней привалочной плоскости ГБЦ до верха посадочной плоскости для болта составляет ровно 55мм! Остальная высота от посадочного места до верхней плоскости ГБЦ равна 65мм, чему и ровняется собственно
общая высота ГБЦ 120мм.
 Посадочные места всех болтов имеют высоту 55мм от нижней плоскости ГБЦ
Посадочные места всех болтов имеют высоту 55мм от нижней плоскости ГБЦ
Делаем расчет на сколько увеличится по высоте этот участок под болтом при входе в рабочую температуру ОЖ:
Все переводим в СИ и далее 0,000024t*коэф. Х 75*C(разница температур хол25*с.-гор. гбц100*с) Х 0,055м.Х 1000(переводим обратно метры в мм.)=0,099мм. Смело на целую десятку "дышит" наша ГБЦ. Но не забываем про сам болт, нагреваясь, он также удлиняется, как и любое другое тело при нагреве, но уже со своим коэффициентом к металлу 0,000012.
Далее 0,000012 Х 75* Х 0,072мм Х 1000=0,0648мм теплового удлинения болта.
Болт как бы получается в догонку ГБЦ при нагреве не много компенсирует своё временное естественное растяжение. Поэтому чтобы вычислить "чистое" удлинение нагружаенного болта нужно из "ГБЦ(t*коэф) вычесть болт(t*коэф)"
0.099(гбц) — 0.065(болт)=0.035мм. Именно на эту длину у нас еще растянутся все болты при первом выходе двигателя на его рабочую температуру. Если перевести это в градусы затяжки, то получим, что 0,035мм / 0,00347=10*гр.
При остывании на эти 10*гр затяжки болт ослабнет, т.е. как я писал выше на опытах мы имели чистую упругость от затяжки 135*гр, но по факту от линейного расширения после нагрева уже получится, что остается 125*градусов угла обратного поворота для полной разгрузки болта…7,41% потери удлинения при остывании! Страшно? Нисколько! На то он и болт TTY!
Как видно из моего графика растяжения не очень то это и страшно. Как вы заметили этот ‘переход’ от точки "предела упругости" до точки "предела текучести" идет в сторону с большей пластической деформацией, нежели "увеличение-уменьшение" осевого усилия на болте. Болт удлиняясь и сужаясь в моменты нагрева и остывания не сильно теряет в осевом усилии. Ведь мы болт и специально доводим до точки предела текучести, чтобы он и работал в этой зоне. Двигатель выйдя опять на свою рабочую температуру, нагреет болты до температуры при которой все болты снова будут иметь своё 100% осевое усилие равное как при "холодной затяжке" с "побочным" плюсом на температурное растяжение 0,035мм.
Тут уже можно и сделать вывод о том, что-же случилось с 2-мя болтами, которые стали длиннее остальных имея длину 97,4мм против 97,2мм?
Да их просто "растянула" опять сама же ГБЦ от своего местного перегрева из-за критической нехватки уровня ОЖ для должной циркуляции с последующем отводом от нее тепла. Не трудно посчитать по остаточному удлинению этих 2-х болтов, что локальный критический нагрев составил в той зоне составил в 4-ре раза выше нормы:
т.е при нормальной рабочей температуре ОЖ двигателя 90-100*с, местная температура у зоны болтов возможно достигала точки порядка 400*с!, но может и чуть меньше конечно за счет отличной теплопроводности алюминия и ГБЦ перегрелась в разы быстрее, чем успел нагреться сам болт.
Заключение такое:
Затяжку производить строго по мануалу. Финальный момент на ключе вообще не имеет значения, взводя болт на предел текучести, он фактически работает уже по максимально точным и оптимальным физическим свойствам материала болта. Проверено и доказано на личных опытах, что мануал 100% точен! Явление удлинения болтов в зоне 4-го цилиндра и его потеря его усилия является следствием плохой\неправильной циркуляции в штатной системе ОЖ в ГБЦ.
Специально посчитал шпаргалку на основе своих опытов, для тех кто всё-же производит затяжку на не понятно откуда взятые из какого поверенного источника в 100н*м, на скольки градусах от стартовой точки нового болта в 20н*м будут точки "предел прочности"(падение усилия) и "обрыв" болта :
Предел прочности = 1181*гр.(3,28 полных оборота)
Обрыв = 1930*гр.(5,3 полных оборота)
Так еще для справки по моим подсчетам осевое усилие наших болтов ГБЦ затянутых до предела текучести составляет порядка 22682.29888 Ньютон = 2312.95кГc на каждый болт.
Надеюсь я поставил точку в непонятках наших болтов для ГБЦ.
UPD
Вот еще наткнулся на забугорную картинку с диаграммой работы TTY болта в зоне его предела текучести(yeld zone). Это полностью подтверждает полученные мною данные в результате анализа материала болта и проведенных опытов.
Основные разновидности болтов для головки блока цилиндра
Болты ГБЦ используются для обеспечения полной герметичности между блоком и головкой цилиндров. Также они непосредственно влияют на то, как набирает мощность силовой агрегат.
В зависимости от типа двигателя, болты могут отличаться по таким параметрам, как резьба, форма, материал исполнения. На современных транспортных средствах, оснащенных двигателем внутреннего сгорания используются пружинные самозатягивающиеся болты. Их преимущество заключается в отсутствие необходимости периодической протяжки.
В зависимости от конструкции, подобные крепежные элементы подразделяются на изделия:
- с накатанным стержнем;
- с растягивающейся обычной резьбой;
- со спиралевидной растягивающейся резьбой.
Все эти виды доступны в таких специализированных магазинах, как https://avto-bolt.ru/product-category/bolty/bolty-gbc/, где можно подобрать крепежи практически для любых моделей автомобилей.

Болты с накатанным стержнем
Изделия оснащены резьбой, накатывающейся на стержень, отсюда, собственно, и название. Они подразделяются на болты с короткой и длинной резьбой. В первых резьба докручивается до максимальной глубины, а основные нагрузки приходятся на ее верхнюю часть, во-вторых, соответственно, резьба достигает головки болта. Модификации с длинной резьбой отличаются большей упругостью и более равномерным распределением напряжения. По показателям эластичности такие болты практически ничем не уступают растягивающимся, что делает их доступной, в плане цены, альтернативой.

Болты с обычной растягивающейся и спиральной резьбой
Крепежи этого типа применяются не только в легковых, но и грузовых транспортных средствах. В их конструкции предусмотрено утончение, располагающееся между резьбой и головкой болта. Данное решение сказывается на большей пластичной податливости и гибкости.
Компенсационные крепежи со спиральной резьбой состоят из стержня, на который вальцовкой накатывается резьба с одним или несколькими ходами, напоминающими внешне растягивающуюся спираль. Такая конструкция хорошо справляется с напряжением и по характеристикам приближается к обычным компенсационным болтам.
Замена болтов проводится, если неправильно произведена затяжка, что чревато образованием трещин, прогоранием прокладки, снижением герметичности соединения. Также желательно установить новые крепежи при смене прокладки.
Болты ГБЦ

Болты ГБЦ (болты крепления головки блоки цилиндров) – служат в качестве герметичного соединения между блоком, головкой блока и прокладкой головки блока цилиндров. При затягивании болтов образуется контактное давление, создающее взаимное уплотнение. Болты отличаются формой и резьбой и подбираются под определенную модель автомобиля.
БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРА ДЛЯ АВТОМОБИЛЯ
Зачем нужны болты ГБЦ, купить которые можно в нашем интернет магазине. К головке блока цилиндров крепятся элементы ГРМ и элементы подвода и отвода топлива. Поэтому очень важно, чтобы все составляющие данного механизма были прочно закреплены.
Болты ГБЦ являются соединительным элементом, которые должны одинаково выполнять свои функции при горячей и холодной температуре.
Поэтому при выборе детали стоит обратить внимание на материал, из которого изготовлен болт. Надежное и прочное крепление помогает сохранить мощное удельное давление внутри цилиндра. Стоимость болтов ГБЦ зависит от производителей и автомобиля.
КАК ПРАВИЛЬНО ПОДОБРАТЬ БОЛТ ГБЦ К АВТО?
Для того, чтобы весь механизм автомобиля правильно работал, необходимо отдавать предпочтение оригинальным запчастям. Болты ГБЦ оригинального исполнения будут намного надежнее. Также стоит обратить внимание на то, чтобы комплектующая идеально подходила именно к Вашей марке авто и соответствовала всем стандартам качества.
Главными критериями при выборе болта являются его длина, резьба и класс прочности, так как у каждой модели автомобиля — индивидуальные детали. Для правильного подбора запчасти можно воспользоваться Vin-кодом.
Если же он Вам неизвестен, просто введите параметры автомобиля. Наши сотрудники также с готовностью помогут в выборе товара и предоставят полную информацию по каждой запчасти.