Стационарное оборудование для притирки и доводки
Для выполнения этих операций применяются металлорежущие станки общего назначения – токарные и сверлильные и специальные доводочные станки.
Токарные и сверлильные станки позволяют производить доводку цилиндрических и конических поверхностей, а также резьбовых наружных и внутренних поверхностей при низких частотах вращения шпинделя станка.
В зависимости от способа нанесения и удержания абразивного материала при доводке и притирке на доводочных станках различаются следующие методы обработки.
1. Доводка с непрерывной подачей суспензии (смесь с малой концентрацией абразивных зерен) обеспечивает более высокую производительность процесса, но меньшую точность и шероховатость поверхности Ra 0,08. 0,32 (рис.13.2, а).
2. Доводка с нанесением абразивной пасты на притир осуществляется смесью с повышенной концентрацией абразивных зерен. Производительность при этом несколько снижается, но повышается точность обработки и уменьшается шероховатость обработанной поверхности.
3. Доводка шаржированным притиром (рис. 13.2, б) – это срезание гребешков исходной шероховатости зернами, вдавленными в притир. Этот метод менее производителен, но обеспечивает высокую точность и незначительную шероховатость обработанной поверхности.
4. Доводка монолитным алмазным притиром (рис.13.2, в) выполняется дисками, имеющими на рабочей поверхности алмазный слой. Это наиболее производительный метод доводки, однако, он не позволяет полностью использовать режущие возможности алмазного слоя.
5. Безабразивная доводка (рис.13.2, г) применяется при обработке заготовок из мягких или пористых материалов.
6. При обработке всухую (рис.13.2, д) получают зеркальную поверхность.
7. Взаимная доводка (притирка) используется для подгонки деталей с высокой точностью (рис.13.2, е).
13.2 Типичные дефекты при доводке и притирке,
причины их появления и способы предупреждения
| Дефект | Причина | Способ предупреждения |
| Неправильная структура движений при притирке плоских поверхностей | Несоблюдение правил притирки | При притирке необходимо использовать всю поверхность притира во избежание неравномерности его износа и последующих дефектов при притирке плоских поверхностей |
| «Завалы» на доведенной узкой поверхности заготовки, непрямолиней-ность | Неравномерное нажатие на заготовку в процессе притирки | При доводке узких длинных (более 100 мм) плоских поверхностей с применением притирочных кубиков (призм) нажатие пальцами на заготовку производить равномерно и одинаково по всей длине заготовки |
| На притертой широкой поверхности наблюдаются «светлые» пятна | Притирка поверхности не окончена | Притирку продолжить более грубым абразивным порошком до получения матовой поверхности по всей площади заготовки, а затем окончательно притереть более тонким порошком |
| На притертой поверхности пробки и гнезда крана остались следы предварительной обработки | Притирка не закончена, притирка выполнялась грубым абразивным порошком | Притирку продолжить до получения сплошной матовой поверхности пробки и гнезда крана. Заканчивать притирку более тонким абразивным порошком. Качество притирки проверять «на карандаш» |
| Притертый кран пропускает керосин менее чем через две минуты | Притирка производилась грубым абразивным порошком | Притирку продолжить более тонким абразивным порошком. По ходу работы проверять качество притирки «на карандаш» |
Контрольные вопросы:
1. В чем различие между притиркой и доводкой?
2. Почему при выполнении притирки и доводки необходимо применять смазку?
3. От чего зависит выбор абразивного материала при притирке и доводке?
4. Когда применяется притирка и доводка свободным абразивом, а когда используется шаржированный притир?
Стационарное оборудование для притирки и доводки
Для выполнения этих операций применяются металлорежущие станки общего назначения – токарные и сверлильные и специальные доводочные станки.
Токарные и сверлильные станки позволяют производить доводку цилиндрических и конических поверхностей, а также резьбовых наружных и внутренних поверхностей при низких частотах вращения шпинделя станка.
В зависимости от способа нанесения и удержания абразивного материала при доводке и притирке на доводочных станках различаются следующие методы обработки.
1. Доводка с непрерывной подачей суспензии (смесь с малой концентрацией абразивных зерен) обеспечивает более высокую производительность процесса, но меньшую точность и шероховатость поверхности Ra 0,08. 0,32 (рис.13.2, а).
2. Доводка с нанесением абразивной пасты на притир осуществляется смесью с повышенной концентрацией абразивных зерен. Производительность при этом несколько снижается, но повышается точность обработки и уменьшается шероховатость обработанной поверхности.
3. Доводка шаржированным притиром (рис. 13.2, б) – это срезание гребешков исходной шероховатости зернами, вдавленными в притир. Этот метод менее производителен, но обеспечивает высокую точность и незначительную шероховатость обработанной поверхности.
4. Доводка монолитным алмазным притиром (рис.13.2, в) выполняется дисками, имеющими на рабочей поверхности алмазный слой. Это наиболее производительный метод доводки, однако, он не позволяет полностью использовать режущие возможности алмазного слоя.
5. Безабразивная доводка (рис.13.2, г) применяется при обработке заготовок из мягких или пористых материалов.
6. При обработке всухую (рис.13.2, д) получают зеркальную поверхность.
7. Взаимная доводка (притирка) используется для подгонки деталей с высокой точностью (рис.13.2, е).
13.2 Типичные дефекты при доводке и притирке,
причины их появления и способы предупреждения
| Дефект | Причина | Способ предупреждения |
| Неправильная структура движений при притирке плоских поверхностей | Несоблюдение правил притирки | При притирке необходимо использовать всю поверхность притира во избежание неравномерности его износа и последующих дефектов при притирке плоских поверхностей |
| «Завалы» на доведенной узкой поверхности заготовки, непрямолиней-ность | Неравномерное нажатие на заготовку в процессе притирки | При доводке узких длинных (более 100 мм) плоских поверхностей с применением притирочных кубиков (призм) нажатие пальцами на заготовку производить равномерно и одинаково по всей длине заготовки |
| На притертой широкой поверхности наблюдаются «светлые» пятна | Притирка поверхности не окончена | Притирку продолжить более грубым абразивным порошком до получения матовой поверхности по всей площади заготовки, а затем окончательно притереть более тонким порошком |
| На притертой поверхности пробки и гнезда крана остались следы предварительной обработки | Притирка не закончена, притирка выполнялась грубым абразивным порошком | Притирку продолжить до получения сплошной матовой поверхности пробки и гнезда крана. Заканчивать притирку более тонким абразивным порошком. Качество притирки проверять «на карандаш» |
| Притертый кран пропускает керосин менее чем через две минуты | Притирка производилась грубым абразивным порошком | Притирку продолжить более тонким абразивным порошком. По ходу работы проверять качество притирки «на карандаш» |
Контрольные вопросы:
1. В чем различие между притиркой и доводкой?
2. Почему при выполнении притирки и доводки необходимо применять смазку?
3. От чего зависит выбор абразивного материала при притирке и доводке?
4. Когда применяется притирка и доводка свободным абразивом, а когда используется шаржированный притир?
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Доводка и притирка в слесарном деле
После механической обработки на деталях остаются следы режущих инструментов. Качество поверхности металла недостаточное для установки в ответственные узлы и механизмы. Необходима доводка и притирка — операции, которые устраняют нежелательную шероховатость, повышают класс чистоты поверхности изделия, приводят геометрические размеры к нужным значениям.

Используют для этого специальные инструменты и технологии. Процесс может делаться вручную, при визуальном контроле или с помощью механических приспособлений. В отличии от обработки на станках слесарное дело требует от исполнителя специфических навыков, опыта и умения контролировать собственные усилия.

Суть технологии
Целью операции является доведение поверхностей деталей до оптимальных характеристик, необходимых для совместной работы с другими элементами конструкции. Часто узлы механизма при эксплуатации работают при взаимном трении, например, поршень и цилиндр. Допуск в этом случае около 0,001 мм, что обеспечивает необходимую герметичность и свободный ход без заклинивания. Добиться такой точности позволяет операция по доводке и притирке. Но во время ее проведения слой металла частично удаляется, поэтому при производстве заготовок оставляют припуск 0,01-0,02 мм, чтобы в конечном результате получить деталь с точностью 0,001-0,002 мм.
Не следует считать термины синонимами, притирка отличается от доводки согласно действующим нормам ГОСТ 23505-79. В рабочей документации следует точно указывать название операции.
Главной задачей при доводке является получение гладкой поверхности и соблюдение геометрической точности детали согласно чертежу. При этом характеристики по чистоте обработки, допуски могут полностью совпадать в обоих видах работ. Поэтому в реестре рабочих специальностей утвержден профессиональный стандарт специальности — «доводчик-притирщик». Обе операции финишные и если технология изготовления детали требует термической обработки детали то делают ее до слесарной работы.
Технология доводки и притирки заключается в нанесении абразивных смесей в виде паст, гелей, жидкостей на поверхность детали из стали, алюминия и других металлов и последующей механической обработкой специальными приспособлениями. Необходимый для работы инструмент и использующиеся расходные материалы указаны в инженерной документации. Доводкой сглаживают поверхность до нужных значений, удаляя излишки металла абразивными частицами, находящимися на поверхности обрабатывающего инструмента. Различают прямое и косвенное покрытие притирочной смеси. В первом случае абразив до начала операции вдавливается в поверхность приспособления, а во втором равномерно размещается по всей площади детали.

Чаще всего в роли притира используется брусок из чугуна, который хорошо удерживает абразив на поверхности. Уступая часто по прочности он эффективно обрабатывает закаленный металл. На практике используются свинцовые и деревянные притиры. Для холодной притирки сложных поверхностей применяются дополнительные устройства, например, стягивающая гайка при доводке резьбы. Возможны по технологии и предварительные операции. В станкостроении, к примеру, часто поверхности перед обработкой абразивными смесями шабрят. Это улучшает геометрию поверхности и ускоряет процесс.
Сферы применения технологии
Процесс доводки и притирки очень трудоемок, поэтому прибегают к нему в тех случаях, когда необходима высокая точность сопрягаемых деталей. Во многих габаритных изделиях высокой сложности по этой технологии может быть сделать всего один или несколько узлов. Остальные при сборке монтируются без точной доработки. Доводка, притирка поверхностей, отверстий, резьбы нужна в следующих областях производства:
- при изготовлении насосов;
- при сборке двигателей;
- при доводке сопрягаемых, скользящих поверхностей в машиностроении (станки, оборудование);
- при изготовлении измерительных инструментов и высокоточных приборов.
В отдельных случаях монтаж обработанных деталей не является окончательной операцией. После установки механизм, прибор приводят в рабочее состояние и в среде мелкодисперсного абразива детали доводятся до нужных характеристик уже по месту. После чего устройство промывается, и в случае необходимости смазывается.
Инструменты, приспособления и материалы
Выбор технологии обработки и необходимого оборудования зависит от количества изделий в серии. Различают следующие виды притирочных операций:
- Ручная притирка. Технология обработки единичных деталей, когда нецелесообразно настраивать сложное оборудование, либо оно отсутствует.
- Полумеханическая (механизированная) притирка. Используется специальный инструмент. Например, притирочный станок. Активно применяется при мелкосерийном производстве. Часть процесса выполняется вручную (подача абразивного состава, обработка сложных частей детали).
- Механическая. Полностью автоматизированный процесс. Оборудование высокой точности и системой контроля качества. Сложные, дорогие станки, поэтому применяются на крупных предприятиях при выпуске серийных изделий.

Качество механической притирки очень высокое. Современные системы контроля позволяют получать крупносерийные партии с гарантированной точностью 0,001 мм. При выполнении автоматизированной притирки многократно сокращается время операции в сравнении с ручной обработкой. Один оператор может работать на нескольких станках, что повышает экономические показатели и производительность. Кроме того, добиться такого же качества шлифовки поверхностей вручную может только слесарь высокой квалификации.
Основная деталь притирочного станка — плита. Несмотря на название, она может быть не плоской, а иметь сложную форму. Современное оборудование для доводки деталей программируемое, с точно указанными режимами работы и алгоритмом движений. Датчики положения сигнализируют об ориентации заготовки, контролируют размеры изделия и шероховатость поверхности. Конфигурация станка зависит от формы детали. Есть оборудование для обработки наружных поверхностей, отверстий, внутренних полостей. Станок стандартной конфигурации может быть вертикальным и горизонтальным. Инновационные автоматизированные системы универсальны. Роботизированные модули могут работать как в вертикальной, так и в горизонтальной плоскости. Используется такое оборудование в автомобилестроении.
Смазывающие вещества
Рабочий состав, в котором происходят притирочные операции и доводка состоит из абразива и связующих веществ, обеспечивающих качественное шлифование. Продукция делится на три категории:
- Твердые абразивы. Минералы натурального происхождения. Содержат оксиды алюминия, кремния. К этой категории относят натуральные и искусственные корунды (наждак), эльбор, синтетические алмазы.
- Мягкие абразивы. Мелкодисперсные порошки в смазочных материалах. Хорошо известная паста ГОИ (Государственный оптический институт) из этой категории. Сюда же относятся порошки серии «М» (первая буква в названии абразива, например, М20, М7, М28 и другие).
- Алмазные пасты. 4 вида по размеру абразивного зерна. Маркируются аббревиатурой АП и цветами: красный (крупнозернистая АП60/80/100), зеленый (среднезернистая АП20/28/40), голубой (мелкозернистая АП7/10/14),желтый (тонкозернистая АП1/3/5)

Для повышения эффективности работы можно пользоваться несколькими составами. Сначала обработать поверхность твердыми абразивами, а затем мягкими. Алмазные пасты дороги, поэтому применяют их только для доводки деталей из твердых сплавов, стекла, керамики. Мягкими абразивами обрабатывают черные и цветные металлы. Ими же делают полировку, например, паста ГОИ изначально разрабатывалась для производства оптики различного назначения.
В качестве смачивающей и смазывающей основы применяются технические масла, животный жир, нефтепродукты (керосин, парафин). Абразив может поставляться в готовом пастообразном виде, в порошке, в твердом состоянии. В зависимости от основы меняются характеристики состава, его плотность, вязкость. Иногда целесообразно использовать суспензии. Такие, как смесь воды, керосина и олеинового масла. В составе рабочей смеси может быть от 50 до 85% смазочных материалов. После того, как шероховатость поверхности доведена до необходимых значений поверхность промывают. Абразив не должен оставаться на деталях. Делают это керосином, чистой водой или с добавлением поверхностно-активных веществ.
Притиры
Форма инструмента зависит от обрабатываемой детали, технологии операции. В работе используются вспомогательные слесарные приспособления и оснастка. Иногда для эффективности обрабатывают поверхность на станках: токарном, сверлильном, фрезерном. По форме притиры могут быть следующими:
- плоскими;
- цилиндрическими (с наружной и внутренней рабочей поверхностью);
- фасонными (угловые, по форме детали);
- специальными (стягивающие, разборные, раздвижные).
Домашние мастера часто дорабатывают и настраивают автомобильные цилиндры и поршни. Используется для этой цели притир для внутреннего диаметра. Готовый инструмент можно купить или сделать своим руками ни наличие навыков и измерительного инструмента высокого класса. Народные умельцы делают притиры из различных материалов. От традиционного чугуна специальных марок до изделий из керамики, стекла, дерева.

Приемы доводки и притирки
Механические виды притирки на оборудовании жестко регламентированы режимами и программами. Определены направления движения, сила прижима, подача абразива, смазочных веществ. Когда используется ручной метод притирки, то все этапы работы контролирует мастер, ориентируясь по собственным ощущениям и показаниям измерительных инструментов. Имея в руках деталь с достаточным припуском, можно ее обработать, применив следующие операции:
- шабрение;
- шлифование;
- полирование.
Операция шабрения относится исключительно к ручному методу слесарной обработки. Делается она с помощью специального инструмента. Изготовить шабер можно самостоятельно из углеродистых сталей. Делают его с идеально ровной рабочей поверхностью и режущей кромкой. Поверять процесс изготовления инструмента и непосредственно шабрение нужно линейкой или по угольнику по 3 классу точности. Метод контроля визуальный. Для удобств пользуются контрастной краской. Ее наносят на поверхность и после прохождения шабером виден результат — какие участки были обработаны, а какие нет. Операция трудоемкая и занимает много времени. Но при выполнении требований получают поверхность правильной геометрии и высокого качества по шероховатости.
При шлифовании воздействие на материал оказывает не режущая кромка, а абразивные частицы. Класс поверхности зависит от выбора пасты или порошка. Приемы притирки просты. Движения делают возвратно-поступательные и вращательные. При засорении состава частицами удаляемого металла его заменяют. Шлифованием можно добиться точности до 1 микрона. Этим методом обрабатывают прямые, криволинейные поверхности, резьбы. Используя набор притиров и качественный измерительный инструмент опытный слесарь способен изготовить высокоточную деталь.

Иногда необходимо добиться зеркального блеска поверхности. В этом случае деталь полируют. Применяют мелкодисперсные мягкие абразивы или алмазные притирочные пасты, например, АП1 или АП 5. Традиционно в качестве смазки применяли керосин, животный жир. Сегодня можно использовать синтетические масла для этой операции. У них хороший показатель смачиваемости поверхности. Создаются благоприятные условия для работы абразивных частиц. Это снижает трудоемкость операции и делает ее более качественной. Сегодня полировку некоторых поверхностей можно делать химическим или электролитическим способом, но для этого нужно специальное оборудование.
Притир достаточно точный инструмент. При его подготовке и эксплуатации необходимо выполнить ряд требований, чтобы получить поверхность желаемого качества. Так для обработки твердых сплавов берется приспособление в два разя мягче. Абразив принудительно вдавливается механически в его поверхность до начала операции. По мере его расхода восстанавливают плотность частиц повторным нанесением. Если же притир существенно прочнее обрабатываемой поверхности , то можно воспользоваться косвенным методом нанесения абразива. Его равномерно распределяют по всей площади, и плотно прижав приспособление к поверхности начинают движения.
Профессиональные притиры имеют канавки. Расположены они могут быть параллельно друг другу, в виде ромбов, прямоугольников, концентрических овалов. Такая форма делает процесс более производительным. В пазах собираются частицы срезанного материала, которые затем удаляются. Притир можно сделать оригинальный. Точно по форме профиля или конфигурации детали. Это существенно упростит доводку сложных участков, позволит контролировать равномерность давления.

Поместив обе части на наружную резьбу болта охватывают их хомутом. После нанесения абразивного состава приспособление прокручивают несколько раз. Подтягивают хомут и снова повторяют операцию до получения нужного результата. Работа пойдет быстрее, если использовать токарный станок или дрель с реверсом. Подобную процедуру можно провести, когда резьба слишком тугая. Иногда достаточно убрать по всей поверхности 0,005 мм металла, либо отдельные заусенцы и дефекты, чтобы винт или болт привести в нормальное состояние. В домашних условиях можно сделать доводку слишком тугих вентилей у запорной арматуры. Однако ослаблять трущиеся и герметизирующие детали нельзя. Зазор в несколько микрон может быт критическим.
13.2 Типичные дефекты при доводке и притирке, причины их появления и способы предупреждения
Почему при выполнении притирки и доводки необходимо применять смазку?
От чего зависит выбор абразивного материала при притирке и доводке?
Когда применяется притирка и доводка свободным абразивом, а когда используется шаржированный притир?
Сборка неразъемных соединений
Тема 14 Клепка
знать:
назначение клепки и область применения;
применяемый инструмент и оборудование для клепки;
правила техники безопасности при клепке;
виды заклепочных швов.
уметь:
осуществлять выбор заклепок по длине, диаметру, марке материала;
выполнять процесс клепки.
Оснащение рабочего места: верстак, плита (или наковальня), сверлильный станок, тиски слесарные, тиски ручные, струбцины, молотки слесарные, обжимки, поддержки, натяжки разные, напильники с насечкой №2 и №3, ножовки слесарные, разметочный инструмент, штангенциркуль, сверла, зенковки, заклепки 5. 8 мм стальные или алюминиевые с полукруглыми головками и потайными, заготовки.
Клепкой называется процесс получения неразъемного соединения двух или нескольких деталей с помощью заклепок. Заклепочные соединения широко применяют при изготовлении различных металлических конструкций, ферм, балок, емкостей, в самолетостроении, судостроении и т.п.
Закладная головка создается при изготовлении заклепки, а замыкающая – при расклепывании стержня заклепки (рис. 14.1, а, б).
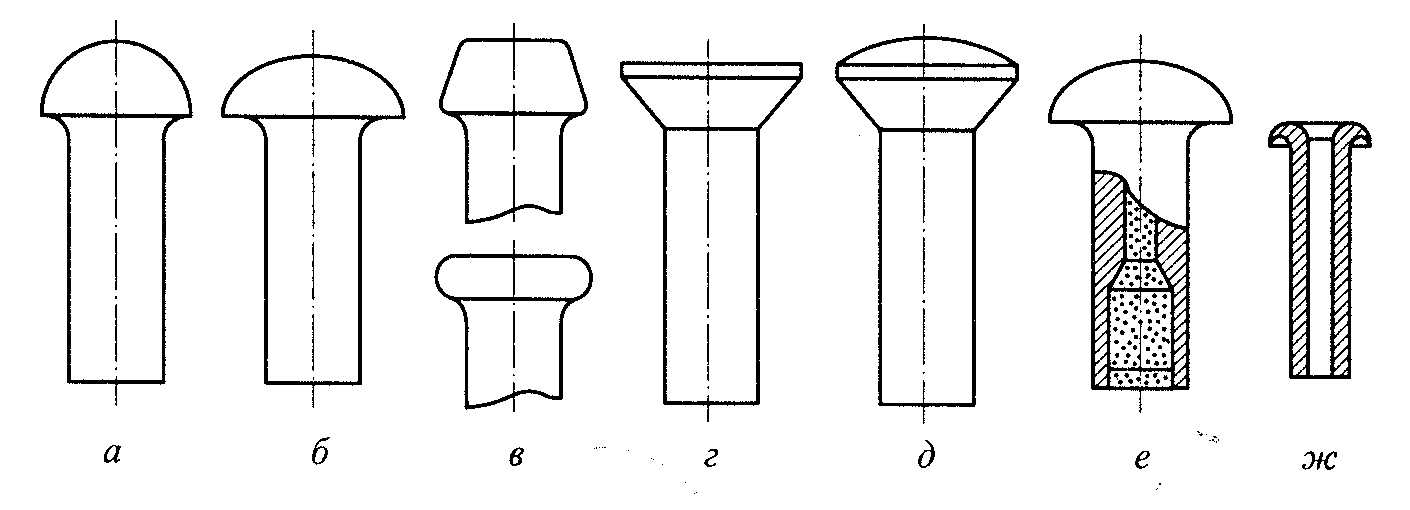
При изготовлении заклепок между стержнем и головкой делают закругление (галтель), что увеличивает прочность заклепки и герметичность шва. В соответствии с назначением заклепки имеют различные формы головок (рис.14.2, а. ж). В зависимости от материала соединяемых деталей заклепки изготовляют из углеродистой, легированной, нержавеющей стали, цветных металлов и сплавов, алюминия. Заклепки должны быть изготовлены из того же металла, что и соединяемые детали.

а — с потайной головкой; б — с полукруглой головкой;
l — длина стержня заклепки; d — диаметр стержня заклепки; s — суммарная толщина склепываемых листов
Рисунок 14.1 Элементы заклепочного соединения
а — с полукруглой высокой головкой; б — с полукруглой низкой головкой; в — с плоской головкой; г — с потайной головкой; д — с полупотайной головкой; е — взрывная заклепка; ж — трубчатая
Рисунок 14.2 Основные типы заклепок
Заклепки, расположенные в определенном порядке в один или несколько рядов для получения неразъемного соединения, образуют заклепочный шов. Заклепочные швы делятся на три типа: прочные, от которых требуется только механическая прочность; плотно-прочные и плотные, от которых требуется герметичность соединения.
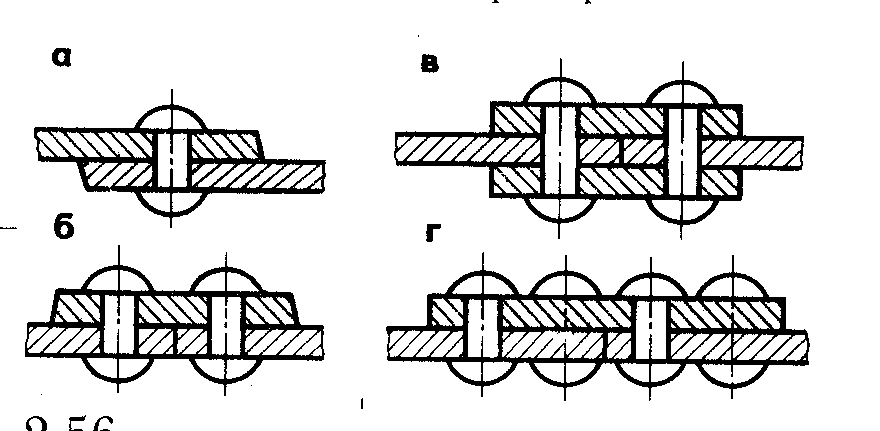
Рисунок 14.3 Виды заклепочных швов
а — плоский; б — радиусный
В зависимости от расположения соединяемых деталей различают соединения нахлесточные (рис.14.3, а), когда один край одного листа накладывается на другой; стыковые, когда соединяемые детали своими торцами плотно примыкают друг к другу и соединяются с помощью одной (рис.14.3,б) или двух (рис.14.3, в) накладок. В заклепочном соединении заклепки могут быть расположены в один, два и более рядов, в соответствии с чем швы делят на одно, двух- и многорядные, параллельные и шахматные (рис.14.3, г).
Инструментами и приспособлениями при ручной клепке являются слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы. Молоток выбирают в зависимости от диаметра заклепки:
Диаметр заклепки, мм 2. 2,5 3. 3,5 4. 5 6. 8
Масса молотка, г 100 200 400 500
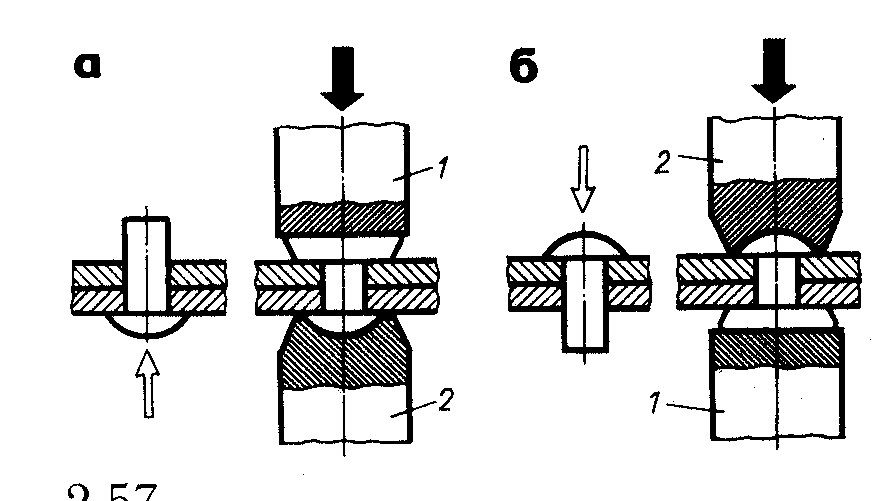
Рисунок 14.4 Применение поддержки
и обжимки при клепке

а — нахлесточный; б — стыковочный с накладкой с одной стороны; в — стыковочный с двумя накладками
Рисунок 14.5 Методы клепки
Поддержка 2 (рис.14.4) служит опорой при расклепывании стержня заклепок и должна быть в 3. 5 раз массивнее молотка. Форма рабочей поверхности поддержки зависит от конструкции скрепляемых деталей, диаметра стержня заклепки и от метода клепки – прямого или обратного. Обжимка 1 служит для придания требуемой формы замыкающей головке заклепки после осадки. На рабочем конце обжимки должно быть углубление по форме головки заклепки. Натяжка представляет собой стержень с отверстием на конце диаметром на 0,2 мм больше диаметра стержня заклепки. Чекан – слесарное зубило с плоской рабочей частью, применяется для создания герметичности заклепочного шва, достигаемой подчеканкой замыкающей головки и края листов.
Различают два метода клепки: прямой (рис.14.4, а) с двусторонним подходом, когда имеется свободный доступ как к закладной, так и к замыкающей головке, и обратный (рис.14.4, б) с односторонним подходом, когда доступ к замыкающей головке невозможен.
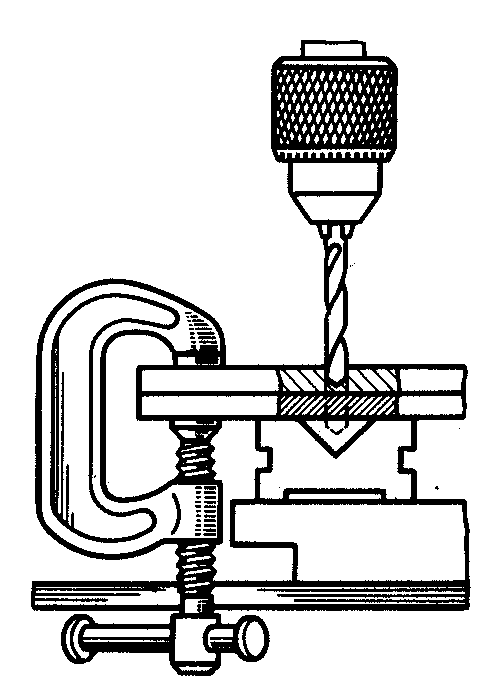
Рисунок 14.6 Сверление отверстий под
Прямой метод клепки характеризируется тем, что удары молотком наносят по стержню со стороны вновь образуемой, замыкающей головки. При этом методе необходимо: разметить шов, соблюдая, шаг t между заклепками и расстояние а от центра крайней заклепки до края кромки детали (рис.14.5, а. в): при однорядном шве t = 3d; a = 1,5d; при двухрядном шве t = 4d; a = 1,5d; совместить детали и сжать их вместе ручными тисками или струбцинами; просверлить по разметке отверстия под заклепки в обеих деталях одновременно (рис.14.6); для заклепок с потайными головками зенковать места (гнезда) под головки на глубину, равную 0,8 диаметра стержня заклепки, на деталях, где будут расположены полукруглые головки, снять сверлом или зенковкой фаски 1. 1,5 мм; ввести в отверстие снизу стержень заклепки (рис.14.4) и под закладную головку подвести массивную поддержку 2 (для заклепок с потайными головками применяют плоские поддержки, для заклепок с полукруглыми закладными головками – сферические поддержки); осадить (уплотнить) детали в месте склепки с помощью натяжки, которую устанавливают на выступающий конец стержня, и ударами молотка по вершине натяжки 1 устранить зазор между склепываемыми деталями (рис14.7, а); осадить (расклепать) стержень крайней заклепки бойком молотка (сначала несколькими ударами молотка осаживают стержень, а затем боковыми ударами молотка придают полученной головке необходимую форму (рис. 14.7, б); окончательно оформить замыкающую головку с помощью обжимки 3).
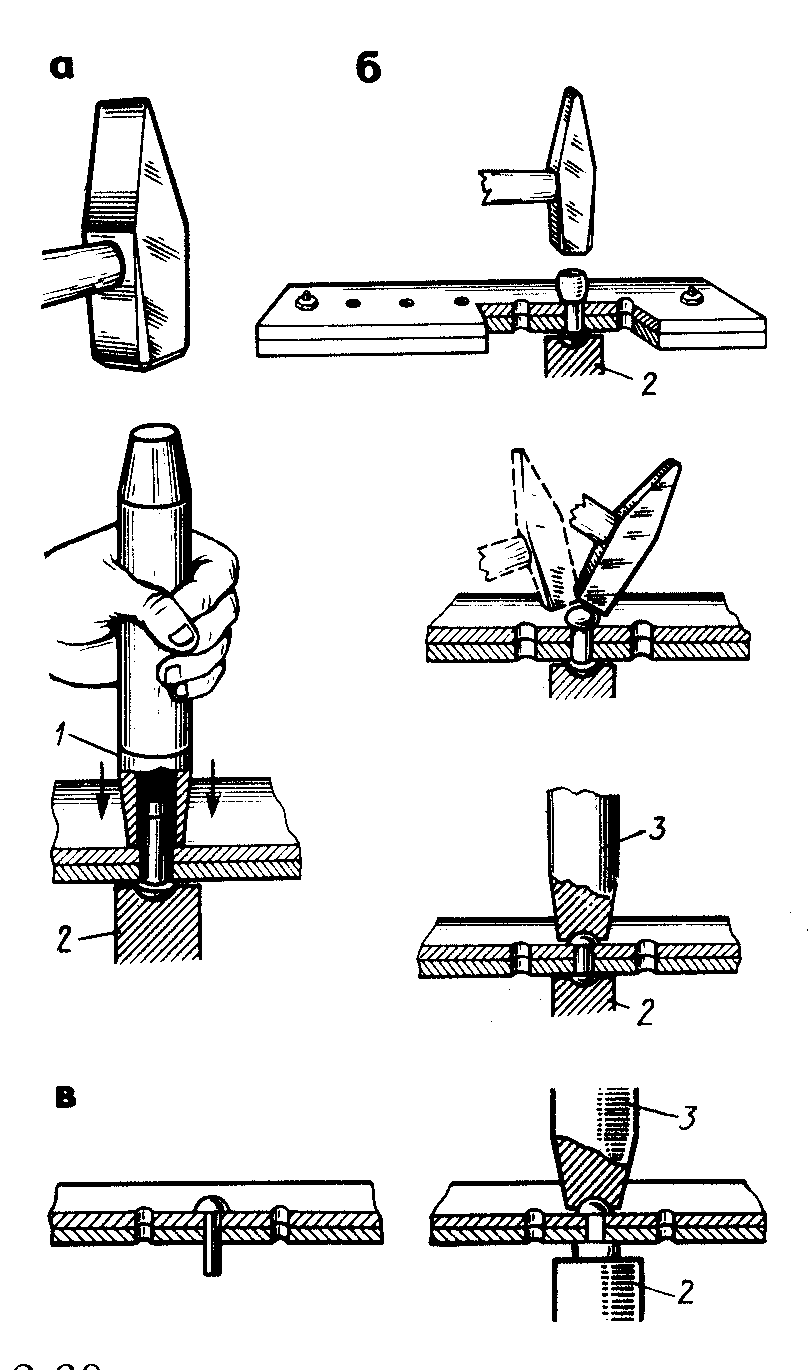
одобным способом расклепать другую крайнюю заклепку. Во избежание образования неровностей и других видов брака клепку выполнять не подряд, а через два-три отверстия, начиная с крайних к центру, после чего произвести клепку остальных заклепок.
Обратный метод клепки характеризуется тем, что удары молотком наносят по закладной головке через оправку 3 с внутренней сферической поверхностью (рис. 14.7, в).
При этом методе стержень заклепки вводят сверху, поддержку 2 с требуемой формой рабочей поверхности подводят под стержень заклепки и формируют замыкающую головку. Этот метод применяют только при затрудненном вводе заклепки снизу и отсутствии доступа к замыкающей головке.
Рисунок 14.7 Приемы выполнения клепки
Длина стержня заклепки зависит от толщины скрепляемых листов (пакета) и формы замыкающей головки. Для образования потайной замыкающей головки стержень должен выступать на длину, равную 0,8. 1,2 диаметра заклепки, для образования полукруглой замыкающей головки стержень должен выступать на длину, равную 1,2. 1,5 диаметра заклепки (см. рис.14.4).
Диаметр заклепки выбирают в зависимости от толщины пакета склепываемых листов по формуле
Диаметр отверстия под заклепку должен быть больше диаметра заклепки на 0,1. 0,2 мм при точной сборке и на 0,3. 1,0 мм при грубой сборке. При выборе диаметра сверла для отверстия под заклепку можно пользоваться следующими данными:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
Качество клепки определяют наружным осмотром, плотность прилегания соединенных деталей проверяют щупом, форму и размеры замыкающих головок, а также расстояние между ними – шаблонами. Наиболее характерные виды брака при клепке: смещение и изгиб замыкающей головки, прогиб металла, недотяжка металла, неплотное прилегание замыкающей головки, малый размер замыкающей головки, рваные края головки и т.п.
Бракованную заклепку срубают зубилом, а затем бородком выбивают стержень. Заклепку можно также высверлить сверлом несколько меньшего диаметра, чем заклепка. Для этого закладную головку накернивают и сверлят на глубину, равную высоте головки. Недосверленную головку надламывают бородком или зубилом, а затем выбивают заклепку.
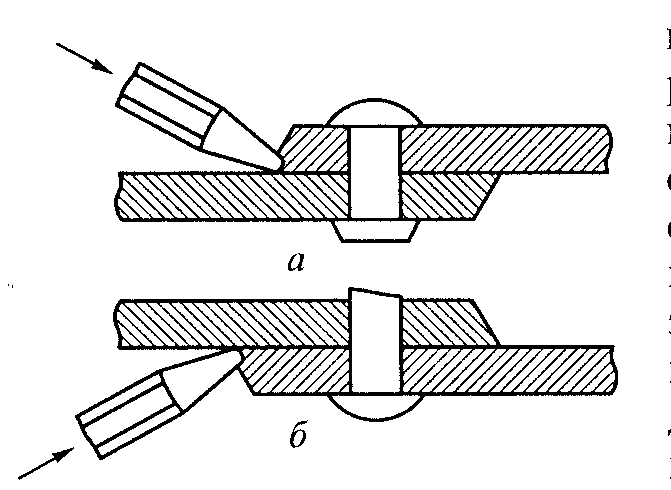
Заклепочные соединения для обеспечения герметичности зачеканивают одним из двух способов: в первом случае зачеканивание производят одним острокромочным чеканом, когда на верхнем листе выбивают канавки и металл отжимают к нижнему листу, заполняя зазор между листами и усиливая контакт склепанных листов. Во втором случае зачеканивание производят последовательно двумя чеканами, первый раз чеканом с закругленным бойком, а второй проход кромки выполняют чеканом с плоским бойком, которым окончательно уплотняют отжатый к нижнему листу металл. Закладные и замыкающие заклепочные головки чеканят закругленными по контуру головки чеканом.
Перед началом работы следует проверить:
совпадение отверстий в склепываемых деталях;
соответствие диаметра стержня заклепки диаметру отверстия (диаметр заклепки должен быть меньше диаметра отверстия на 0,1. 0,5 мм в зависимости от размеров);
длину стержня заклепки для получения полноценной замыкающей головки (определять расчетом или по таблице).
Зенкование отверстия под потайную головку (закладную или замыкающую) следует выполнять с контролем глубины и диаметра углубления под головку при помощи контрольной заклепки.
Склепывание деталей необходимо производить с упором потайной закладной головки заклепки в плиту, полукруглой закладной заготовки – в поддержку со сферическим углублением соответствующего размера.
Следует обязательно осаживать склепываемые детали (особенно небольшой толщины – до 5 мм) натяжкой с отверстием, соответствующим диаметру стержня заклепки.
Запрещается забивать заклепку в отверстие, если она не входит в него свободно.
При расклепывании заклепок шарнирного соединения (типа плоскогубцев) необходимо подкладывать между соединяемыми деталями шарнира тонкую бумажную прокладку и по ходу расклепывания стержня заклепки периодически проверять подвижность шарнирного соединения.
При клепке «на весу», т.е. когда склепываемые детали находятся в вертикальном положении, а также при клепке пневматическим клепальным молотком работу следует выполнять вдвоем: один упирает в закладную головку поддержки, а второй расклепывает стержень заклепки для образования замыкающей головки (рис.14.8).