Как снять шпонку с вала
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
4.1. Сборка и разборка шпоночных, шлицевых соединений
Шпоночные соединения передают вращающий момент от вала к колесу и служат для закрепления на валах и осях различных деталей машин — зубчатых колёс, муфт, шкивов. Образуются посредством шпонки, установленной в сопряжённые пазы вала и колеса.
Шпонка имеет вид призмы, клина или сегмента, реже применяются шпонки других форм. Шпоночные соединения:
- просты;
- надёжны;
- удобны в сборке и разборке;
- дёшевы.
- ослабляют сечение валов и ступиц колёс;
- концентрируют напряжения в углах пазов;
- нарушают центрирование колеса на валу (для этого приходится применять две противоположные шпонки).
Виды шпоночных соединений:
- ненапряжённые — призматические или сегментные шпонки, передают момент боковыми гранями;
- напряжённые — клиновые шпонки, передают момент за счёт сил трения по верхним и нижним граням;
- тангенциальные — состоят из двух клиньев с одинаковым уклоном, составленных так, что рабочие грани их взаимнопараллельны.
Шпонки всех основных типов стандартизованы.
Для призматических шпонок стандарт указывает ширину и высоту сечения. Глубина шпоночного паза в валу принимается как 0,6 от высоты шпонки. Призматические и сегментные шпонки всех форм испытывают смятие боковых поверхностей и срез по средней продольной плоскости:
σсмят = 2 × Mвращ / (0,4 × h × d × l ≤ [σ]смят;
τсрез = 2 × Mвращ / (b × d × l ≤ [τ]срез,
где h — высота сечения шпонки, d — диаметр вала, b — ширина сечения шпонки, l — рабочая длина шпонки (участок, передающий момент).
Исходя из статистики поломок, расчёт на смятие проводится как проектный. По известному диаметру вала задаются стандартным сечением призматической шпонки и рассчитывают рабочую длину. Расчёт на срез — проверочный. При невыполнении условий прочности увеличивают рабочую длину шпонки.
Сборка шпоночных соединений
Призматические шпонки подлежат замене при:
- смятии боковых граней;
- ослаблении посадки;
- смятии шпоночной канавки.
Разборку шпоночного соединения можно вести различными способами, в зависимости от конструкции соединения. Для разборки в средней части шпонки выполняют резьбовое отверстие и ввёртывают в него винт. При подгонке и сборке призматических шпонок рекомендуется выполнить скос на поверхности шпонки со стороны вала, на длину не более высоты шпонки, с обратной стороны сделать пометку. Непременное условие процесса разборки шпоночного соединения — сохранение чистоты и точности посадочных мест.
При небольшой выработке стенки канавки необходимо выровнять стенки шпоночной канавки до получения правильной формы и изготовить новую шпонку, с увеличенным сечением. Расширение шпоночной канавки допускается на величину, не превышающую 10-15% от первоначального размера. При изготовлении новой шпонки и ремонте шпоночной канавки обработку следует вести соответствующим инструментом. Засверливание шпоночных канавок должно проводиться фрезой.
Перед сборкой детали очищают и проверяют посадочные размеры, наличие на сопрягаемых поверхностях забоин, заусенцев и других дефектов. Измерение глубины пазов, высоты и правильности установки шпонок проводится с использованием щупов, шаблонов, индикаторов перемещения часового типа и специальных подставок.
Посадку шпонки в паз вала проводят лёгкими ударами медного молотка (или молотка из мягкого металла), под прессом или с помощью струбцин. Перекос шпонки и врезание в тело паза не допускаются. Отсутствие бокового зазора между шпонкой и пазом проверяют щупом, затем насаживают охватывающую деталь (колесо, шкив) и проверяют наличие радиального зазора.
При сборке клиновых шпонок необходимо следить за тем, чтобы шпонка плотно прилегала к дну паза вала и втулки и имела зазоры по своим боковым стенкам. Верхняя грань клиновых шпонок должна быть выполнена с уклоном по длине 1:100. Уклоны на рабочей поверхности шпонки и в пазе втулки должны совпадать, иначе деталь будет сидеть на валу с перекосом. Точность посадки шпонки проверяется щупом с обеих сторон втулки. При сборке пазы вала или поверхности шпонки припиливают или пришабривают для исключения перекоса и смещения. В собранном соединении головка клиновой шпонки не должна доходить до торца ступицы на величину, равную высоте шпонки. Во избежание выпадения клиновых и тангециальных шпонок (при их ослаблении) у головок устанавливают упоры на винтах. Следует отметить неопределённость возникающих усилий при запрессовке клиновых шпонок. Это может привести к повреждению ступиц охватываемых деталей.
Шпонки размером сечения более 28×16 мм необходимо проверять на краску по посадочным местам до получения пяти и более отпечатков на квадратный сантиметр поверхности. Перед установкой шпонки необходимо зачистить и смазать маслом шпонку и шпоночную канавку. Не допускается во всех видах шпоночных соединений устанавливать какие-либо подкладки для достижения плотной посадки шпонок.
Сегментные шпонки в меньшей мере подвержены перекосу и не требуют ручной пригонки (так как шпоночный паз получают фрезой, соответствующей размеру шпонки); паз под сегментную шпонку более глубокий, что ослабляет сечение вала.
В собранном соединении между верхней гранью призматической шпонки и основанием паза ступицы (рисунок 4.1) радиальный зазор должен соответствовать приведенным в таблице 4.1 данным. В соединениях с клиновой шпонкой (рисунок 4.2) боковой зазор между пазом и шпонкой не должен превышать величин, указанных в таблице 4.2.
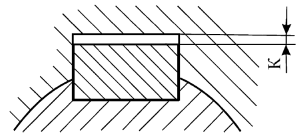
Рисунок 4.1 — Зазор при установке призматических шпонок
Таблица 4.1 — Значения радиального зазора для призматических шпонок в зависимости от диаметра вала
| Диаметр вала, мм | Радиальный зазор, мм |
|---|---|
| от 25 до 90 | 0,3 |
| от 90 до 170 | 0,4 |
| свыше 170 | 0,5 |

Рисунок 4.2 — Зазоры при установке клиновых шпонок
Таблица 4.2 — Значения бокового зазора для клиновых шпонок в зависимости от размера шпонок
| Нормальные размеры шпонок, мм | Боковой зазор, мм |
|---|---|
| b = 12…18; h = 5…11 | 0,35 |
| b = 20…28; h = 8…16 | 0,4 |
| b = 32…50; h = 11…28 | 0,5 |
| b = 60…100; h = 32…50 | 0,6 |
Направляющие призматические шпонки устанавливают с дополнительным креплением в пазу винтами, в пазу перемещаемых деталей делают более свободную посадку.
Шлицевые соединения
Шлицевые соединения образуются выступами на валу, входящими в сопряжённые пазы ступицы колеса. По внешнему виду и по динамическим условиям работы шлицы можно считать многошпоночными соединениями. Некоторые авторы называют их зубчатыми соединениями. В основном используются прямобочные шлицы, реже — эвольвентные и треугольные профили шлицев. Число шлицев принимают чётным (6, 8, 10).
Прямобочные шлицы могут центрировать колесо по боковым поверхностям, по наружным и внутренним поверхностям (рисунок 4.3). Точные соединения центруют по наружному или внутреннему диаметру, а соединения, передающие большой крутящий момент, — по боковым поверхностям.
Рисунок 4.3 — Виды центрирования прямобочных шлицевых соединений: а) по наружному диаметру; б) по боковым поверхностям; в) по внутреннему диаметру
В сравнении со шпонками, шлицы:
- имеют большую несущую способность;
- передают больший крутящий момент;
- лучше центрируют колесо на валу;
- усиливают сечение вала за счёт большего момента инерции ребристого сечения по сравнению с круглым;
- требуют специального оборудования для изготовления отверстий.
Основными критериями работоспособности шлицев являются:
- сопротивление боковых поверхностей смятию (расчёт аналогичен шпонкам);
- сопротивление износу при фреттинг-коррозии (малые взаимные вибрационные перемещения).
Смятие и износ связаны с одним параметром — контактным напряжением σсм. Это позволяет рассчитывать шлицы по обобщённому критерию — одновременно на смятие и контактный износ. Допускаемые напряжения [σ]см назначают на основе опыта эксплуатации подобных конструкций. Для расчёта учитывается неравномерность распределения нагрузки по зубьям:
где Z — число шлицев, h — рабочая высота шлицев, l — рабочая длина шлицев, dср — средний диаметр шлицевого соединения.
Для эвольвентных шлицев рабочая высота принимается равной модулю профиля, за dср принимают делительный диаметр. Условные обозначения прямобочного шлицевого соединения составляют из обозначения поверхности центрирования D, d или b, числа зубьев Z, номинальных размеров d×D (а также обозначения полей допусков по центрирующему диаметру и по боковым сторонам зубьев). Например, D-8×36 H7/q6×40 означает восьмишлицевое соединение с центрированием по наружному диаметру с размерами d = 36 мм, D = 40 мм и посадкой по центрирующему диаметру H7/q6.
При центрировании по наружному диаметру с посадкой по диаметру центрирования H8/h7:
D-8×36×42 H8/h7×7 D10/d10.
Сборка шлицевых соединений
При шлицевом соединении охватывающая деталь может центрироваться по поверхностям впадин, выступов или по поверхности шлицев. Шлицевые соединения бывают жёсткие и подвижные. Подвижные соединения имеют обычно посадку с зазором и собираются от руки, перед сборкой детали смазывают. Жёсткие соединения могут иметь переходную посадку или посадку с натягом и собираются путём нагрева до температуры 80-120 °С и прессования охватывающей детали на вал.
Жёсткие шлицевые соединения после сборки проверяют на биения, а подвижные соединения — на равномерность проворачивания относительно неподвижного вала в четырёх диаметральных сечениях. При сборке ответственных шлицевых соединений прилегание сопрягаемых поверхностей проверяют на краску.
Удаление призматических и сегментных шпонок.
При ремонте шпоночных соединений изношенные шпонки не ремонтируют, а изготавливают новые. Исключения составляют клиновые шпонки: их запрессовывают в паз ударом молотка через мягкую прокладку так, чтобы они заклинивались по высоте. Кроме этого, клиновую шпонку нужно устанавливать так, чтобы при ослаблении ее можно было осаживать. Между головкой шпонки и торцом детали должно оставаться расстояние, равное высоте шпонки.
При ремонте извлечение шпонок из пазов обычно выполняют посредством мягких выколоток (рис. 9.31, а, б). Призматические шпонки можно вынимать из пазов без повреждения. В средней части шпонки выполняют сквозное резьбовое отверстие, в которое ввертывают винт (рис. 9.31, в). При вращении винта его конец упирается в дно паза и выталкивает из него шпонку. Клиновые шпонки извлекают

Рис. 9.31. Способы извлечения шпонок из пазов:
а, б — нанесением удара при извлечении призматических и сегментных шпонок (стрелками показано направление удара); в — посредством винта; г — с помощью приспособления для извлечения клиновых шпонок; д- выполнением скоса на шпонке
посредством специального приспособления (рис. 9.31, г). Его надевают на головку шпонки / и закрепляют кольцом 2 и винтом 6. Груз 3 может свободно перемещаться вдоль стержня 4, на конце которого расположен упор 5. При ударе груза об упор возникают осевые силы, которые обеспечивают извлечение шпонки из паза. Для извлечения клиновых шпонок используют также рычажные инструменты. Если к закладной клиновой шпонке имеется доступ со стороны, противоположной ее головке, то шпонку выталкивают посредством специальной выколотки. При извлечении клиновых шпонок запрещается применять молоток и зубило. Забивание зубила между головкой шпонки и ступицей приводит к искривлению шпонки, порче торцовой поверхности ступицы, а в ряде случаев — и к деформации вала.
После ремонта сборку соединений с призматическими шпонками необходимо осуществлять в такой последовательности: снять заусенцы и притупить острые края шпонок и пазов под них; пригнать шпонку по пазу вала в соответствии с посадкой, указанной на чертеже; пригнать шпоночный паз ступицы по шпонке в соответствии с посадкой, указанной на чертеже; установить шпонку в паз вала посредством медного молотка, струбцин или под прессом; проверить щупом отсутствие бокового зазора между шпонкой и пазом; проверить щупом наличие радиального зазора между шпонкой и ступицей (величина этого зазора стандартизована).
При подгонке и сборке в процессе ремонта призматических шпонок рекомендуется делать специальный скос (рис. 9.31, д), а с обратной стороны выполнять соответствующую пометку. Это дает возможность извлечь шпонку из паза посредством выколотки и молотка: выколотку упирают в помеченный конец шпонки со стороны скоса и ударяют по ней молотком; с этой стороны конец шпонки прижимают к основанию, а с противоположной — приподнимают.
Пригонку шпоночного соединения выполняют в такой последовательности: устанавливают вал в горизонтальном положении на призмах, расположенных на плите; пришабривают боковые стенки паза вала, обеспечивая их параллельность (допускаемое отклонение от параллельности не более 1 мм на 200 мм длины паза); проверяют параллельность стенок паза индикатором, а его ширину — калибром; после установки шпонки в паз проверяют высоту ее выступающей части; индикатором контролируют взаимное расположение шпонок на валу.
Дайте ответ на тест и результаты ответов отправьте на мой контакт в форме фотографии или файла
Чем удалять клиновые шпонки ?
Коллеги, подскажите какие есть в 21-м веке приспособы чтоб клиновые шпонки удалять ? И где их можно купить ? Гугль ничего не дает.
Насчёт купить ничего не скажу. Там надо что-то вроде обратного молотка. Вам с комбайна снимать? Идите к грамотному токарю-фрезеровщику-сварщику, надо делать несложную приспособу. Главное, чтоб была возможность зацепиться за «зуб » шпонки. Возможно поможет заблаговременное смачивание керосином-вд-соляркой и периодическое обстукивание

Обычно шкив съемником вместе со шпонкой немного слазит, потом ударяешь по шкиву (возврашаешь его на место), шпонка оказывается немного высунута. Дальше удаляется легко.
Мы обычно наоборот,не тянем за шкив,потому что и так шпонка натяг создает,а садим слегка шкив дальше на вал,на сколько это возможно, потом вытягиваем шпонку.В вашем варианте минус в том,что вы натягиваете шкив на клин шпонки.
Да это все понятно, и мы так делаем. Вот только шкивы стоят так что негде ударить чтоб их посадить. Или пол-комбайна разбирать. Вот такой вопрос и нарисовался.
По шкиву ударять обычно бесполезно, потому что шкив упирается в вал, хотя если есть такая возможность лучше ударить через трубу подходящего диаметра.
Коллеги, подскажите какие есть в 21-м веке приспособы чтоб клиновые шпонки удалять ? И где их можно купить ? Гугль ничего не дает.
Привет Всем ! Если не понятно спрашивайте.

Если чесно — неочень понятно. 🙂 Расскажите.
выставляю рисунок . Напишите у Вас примерно так?

Завтра подробно опишу.
Если чесно — неочень понятно. 🙂 Расскажите.
Привет Всем !
Начну с рисунка № 2. Точиться такой фланец с внутренним диаметром как красные точки на рис № 1+ один мм , чтобы фланец мог вращаться . После того как фланец изготовиться снова вставляем его в токарный станок и зажимаем его так , чтобы торцевое биение было 1,5 -2,0 мм. И торцуем внутренную плоскость до чистоты ( показано двумя стрелками ). Потом в самом тонком месте квадратным напильником делаем паз по ширине и высоте шпонки . На фланце делаем торцевые пазы ( показаны желтым ) и отверстия ( показано зелёным ) для того чтобы бородком можно поворачивать фланец. Ещё нужно наточить шайбы разной толщины 1,5 ; 2,0 ; 2,5 ; 3,0 . Их нужно ставить между фланцем и шкивом . На них паз тоже сделать. На шпонке желательно острую кромку ( показано зеленой точкой на рис №1)затупить , чтобы не врезалась в фланец. При повороте фланца на 180 градусов растояние увеличиваеться на 1,5 — 2,0 мм.
По рисунку № 3 . Но тут нужен ещё и фрезерный станок , чтобы выбрать паз ( показано синим цветом )
Вставляешь к шкиву, разворачиваешь и в отверстия слева и справа от паза вкручиваешь вытяжные болты . Но лучший эффект будет если применить подергуху . Для неё можно использовать шток от старого амортизатора, точить не надо. Подергуху желательно вкрутить влевое отверстие ближе к шпонке.
Если нужно выбивать шпонки на разных валах с разным диаметром, изготавливаеться больший фланец, а на меньшем размере вкручиваеться болт в отверстие на рис № 3 внизу.
Примерно так УДАЧИ . Если есть вопросы отвечу.
Журнал "Дизайнер"

Как снять шпонку с вала: Извлечение шпонок — Энциклопедия по машиностроению XXL
Как снять шпонку с вала: Извлечение шпонок — Энциклопедия по машиностроению XXL
- alexxlab
- Добавлено 30.09.1983
- Разное
- Нет комментариев
Извлечение шпонок — Энциклопедия по машиностроению XXL
Трудоемкость сборки деталей, расположенных на валу, может быть значительно уменьшена, если будет исключена необходимость извлечения шпонок, как это неизбежно, например, при конструкции по фиг. 694, а. Это достигается проще всего либо в результате прорезки сборочных шпоночных канавок в распорных втулках (фиг. 694, б), либо приданием валу ступенчатой формы (фиг. 694, в). В случаях, когда извлечения шпонок избежать нельзя, удобнее применять сегментные шпонки (фиг. 694, г). [c.642]
| Рис. 161. Схемы извлечения шпонок из пазов |
| Фиг. 4. Приспособление для извлечения шпонок. |
Извлечение шпонок 4.284 -ч Пригонка 4.284 Штабелер 5.559 Штамп — Переходы 3.54 Пленка под прошивку 3.  53
[c.664]
53
[c.664]
Направляющие шпонки крепят в пазу вала. Для облегчения извлечения шпонки из паза в середине ее предусматривают нарезанное отверстие. Ввинчивая винт до упора в дно паза вала, шпонка легко извлекается из паза (рис. 10, а). Направляющую шпонку можно также удалить из паза резкими ударами грузом 2 по упорному кольцу 1 (рис. 10, б). На таком же принципе основано действие приспособлений для удаления клиновых шпонок из паза соединения (рис. 10, в). Для демонтажа клиновых шпонок применяют рычажные и винтовые приспособления. [c.283]
Фмг. 1. Способы извлечения шпонок из валов. [c.305]
В случаях, когда извлечения шпонок избежать нельзя, удобнее применять сегментные шпонки (фиг. 566, г). [c.691]
| Фиг. 156. Способы извлечения шпонок. |
Кроме того, клиновые шпонки изготовляют с головками для забивки и извлечения шпонок из пазов (ГОСТ 8793—68).
[c.149]
В некоторых случаях в шпонках предусматривают специальные резьбовые отверстия, при наличии которых извлечение шпонок из пазов производят путем ввинчивания винта или же с помощью специального приспособления (рис. 81,5, е). Это приспособление состоит из стержня с рукояткой 2, на котором приварено упорное кольцо I, груза 3, перемещающегося по стержню, и сменного наконечника 4 с резьбовым хвостовиком. На конце стержня предусмотрена резьба для соединения с наконечником.  Перед извлечением призматической шпонки из гнезда наконечник ввинчивают в резьбовое отверстие шпонки. Резко ударяя грузом по упорному кольцу, удаляют шпонку.
[c.241]
Перед извлечением призматической шпонки из гнезда наконечник ввинчивают в резьбовое отверстие шпонки. Резко ударяя грузом по упорному кольцу, удаляют шпонку.
[c.241]
Разборка шпоночных соединений (основные способы извлечения шпонок) [c.391]
В некоторых случаях в шпонках предусматривают специальные, резьбовые отверстия, при наличии которых извлечение шпонок из пазов производят путем ввинчивания винта (поз. V) или же с помощью специального приспособления (поз. VI). [c.391]
Приспособление, приведенное в поз, IV, надевается на головку шпонки и закрепляется с помощью кольца 2 и винта 1. Груз 3 может свободно перемещаться вдоль стержня 4, на конце которого имеется упор 5. Извлечение шпонок производится ударами груза 3 об упор 5. [c.393]
Шпонки призматические, размеры, мм (извлечение из СТ СЭВ 189 — 75) [c.340]
При извлечении клиновой шпонки с головкой использование молотка и зубила, загоняемого между головкой шпонки и ступицей детали, во всех случаях не может быть оправдано.  Такой способ демонтажа ведет к искривлению шпонки, порче торцовых поверхностей деталей узла, а нередко и к деформациям вала. Извлекать шпонку с головкой необходимо при помощи приспособлений, показанных на рис. 162, б, в, г. Осевые силы, сдвигающие шпонку в первом приспособле-
[c.209]
Такой способ демонтажа ведет к искривлению шпонки, порче торцовых поверхностей деталей узла, а нередко и к деформациям вала. Извлекать шпонку с головкой необходимо при помощи приспособлений, показанных на рис. 162, б, в, г. Осевые силы, сдвигающие шпонку в первом приспособле-
[c.209]
| Фиг. 36. Извлечение клиновой шпонки, |
| Фиг. 37. Приспособление для извлечения клиновой шпонки I— штанга 2— груз 3— упор. |
Задача нормализации заключается не только в составлении ограничительных нормалей. Нормализацию часто проводят с целью некоторого улучшения содержания стандартов за счет расширения имеющихся в них сведений, что облегчает их использование при конструировании. Например табл. 12 и 13 представ-12. Извлечение из стандарта на размеры призматических шпонок (по ГОСТу 8788-58)
[c.  129]
129]
Извлечение из заводской нормали на размеры сечений призматических шпонок и пазов [c.130]
Шпонки — Извлечение из валов 303, 305 — Материалы 654 — Отклонения предельные 663 [c.797]
Извлечение призматической шпонки удобно производить посредством винтов-съемников (фиг. 156, д), ввинчиваемых в предусматриваемые для этой цели отверстия. [c.210]
При извлечении из пазов призматических и сегментных шпонок, не имеющих специальных резьбовых отверстий, пользуются одним из способов, схематично показанных стрелками на рис. 3.14 (поз. I—IV). В качестве инструмента при этом применяются мягкие выколотки. [c.75]
Рнс. 3.14. Способы извлечения из пазов шпонок [c.76]
Они представляют собой четырехгранную призму, одна из граней которой имеет уклон 1 = 1/100. В зависимости от условий монтажа клиновые шпонки бывают закладные и забив-н ы е. Закладную шпонку закладывают в гнездо (углубление), сделанное на валу, и на нее набивают присоединяемую к валу деталь.  Забивные шпонки забивают между валом и деталью в специальный паз (шпоночную канавку). Для извлечения забивной шпонки на ее высокой стороне выполняют головку (рис. 277).
[c.364]
Забивные шпонки забивают между валом и деталью в специальный паз (шпоночную канавку). Для извлечения забивной шпонки на ее высокой стороне выполняют головку (рис. 277).
[c.364]
Это резьбовое отверстие требуется для извлечения направляющей шпонки при разборке соединения. В этом случае в отверстие ввинчивается винт или болт, конец винта упирается в дно паза и шпонка из него легко вынимается. [c.147]
Соединения с клиновыми щпонками разбирают сдвигая охватывающую деталь с посадочного места в сторону меньшей высоты шпонки, а при креплении детали на конус вала — удаляя шпонку из паза. Клиновую шпонку с головкой извлекают специальным приспособлением, в котором сдвигающее усилие создается силовым винтом извлечение клиновой шпонки молотком и зубилом запрещается.
[c.339]
При извлечении клиновых шпонок с головкой пользоваться молотком и зубилом во всех случаях категорически воспрещается, так как такой способ разборки ведет к искривлению шпонки, порче торцовых поверхностей деталей узла, а нередко и к деформациям вала.  [c.242]
[c.242]
Т аблица 11.5 Шпонки сегментные по ГОСТ 8794—68 (извлечение) [c.299]
Извлечение призматических и сегментных шпонок из- пазов [c.391]
Ненапряженные шпоночные соединеггая осуществляются стандартными призматическими и сегментными или специальными шпонками. Подвижное соединение стандартной призматической направляюп1ей шпонкой с креплением на валу показано на рис. 3.24, а (резьбовое отверстие посередине предназначено для извлечения шпонки из паза вала с помощью винта). На рис. 3.24,6 показано подвижное шпоночное соединение со специальными скользящими шпонками. [c.51]
Клиновые шпонкн разделяют на закладные и забивные. У закладр-ых шпонок могут быть (как и у призматических) или два закругленных торца, нли один закруглен .ый тарец, нлн два плоских торца. Кроме того, клиновые шпонки изготовляют с головками для забивки и извлечения шпонок из пазов. 
В некоторых случаях в шпонках предусматривают специальные резьбовые отверстия, при наличии которых извлечение шпонок из пазов производят путем ввинчива- [c.75]
Разборка шпоночных соединений (основные способы извлечения шпонок). При извлечении из пазов призматических и сегментных шпонок, не имеющих специальных резьбовых отверстий, пользуются одним из способоа, схематично показанных стрелками на рис. Ъ, а,б,в,г. В качестве инструмента при этом применяются мягкие выколотки. [c.241]
По принципу работы измерительные щупы могут быть контактного (рнс. 12, а, б] и индуктивного типов (рис. 72, в). На рис. 73 показан один из вариантов конструкции щупа. Щуп имеет хвостовик 4 для установки в шпинделе I станка и в инструментальном магазине. В полости 3 хвостовика установлена батарея 2. К внутреннему торцу хвостовика прикреплен сменный элемент 5 с пружиной 6, упирающейся в отрицательный вывод батареи 2 и являющейся для него заземлением.  К положительному выводу батареи прижат контакт 7. К внешнему торцу хвостовика 4 прикреплен корпус 13, в котором смонтирован щуп 14, связанный с блоком переключателей, расположенным в корпусе 13 (последний замыкает контакты при смещении щупа 14 по осям X, У, Z станка). Блок переключателей через штепсельные вилку 15 и розетку 16 электрически связан со схемой на печатной плате, содержащей схему генератора, сигнал с выхода которого поступает на первичную обмотку 9. Первичная обмотка установлена на кронштейне 11, в которбм смонтирован переключатель 12 с плунжером 8. Плунжер срабатывает при контакте со шпонкой 10 при зажиме хвостовика 4 в шпинделе. Переключатель 12 соединяет батарею 2 с печатной схемой при установке хвостовика в шпиндель и отсоединяет батарею, когда хвостовик извлечен из него. Для этого пружина переключателя сжимается при нормально разомкнутом его положении и разжимается сразу после выхода плунжера 8 из контакта со шпонкой 10 шпинделя.
[c.593]
К положительному выводу батареи прижат контакт 7. К внешнему торцу хвостовика 4 прикреплен корпус 13, в котором смонтирован щуп 14, связанный с блоком переключателей, расположенным в корпусе 13 (последний замыкает контакты при смещении щупа 14 по осям X, У, Z станка). Блок переключателей через штепсельные вилку 15 и розетку 16 электрически связан со схемой на печатной плате, содержащей схему генератора, сигнал с выхода которого поступает на первичную обмотку 9. Первичная обмотка установлена на кронштейне 11, в которбм смонтирован переключатель 12 с плунжером 8. Плунжер срабатывает при контакте со шпонкой 10 при зажиме хвостовика 4 в шпинделе. Переключатель 12 соединяет батарею 2 с печатной схемой при установке хвостовика в шпиндель и отсоединяет батарею, когда хвостовик извлечен из него. Для этого пружина переключателя сжимается при нормально разомкнутом его положении и разжимается сразу после выхода плунжера 8 из контакта со шпонкой 10 шпинделя.
[c.593]
Для полного или частичного извлечения червяка 4 (с целью ревизии состояния гребня винтовой нарезки и наконечника, очистки от деструктировавшего полимера и т.  д.) переднюю часть цилиндра 5 выполняют съемной. Осевым смещениям цилиндра в корпусе препятствуют разрезное кольцо 9 и гайка /О, а провороту — шпонка 11.
[c.686]
д.) переднюю часть цилиндра 5 выполняют съемной. Осевым смещениям цилиндра в корпусе препятствуют разрезное кольцо 9 и гайка /О, а провороту — шпонка 11.
[c.686]
Дет. 10 — шпонка призматическая шириной 20 мм, высотой 12 мм и длиной 110 мм. На главном виде показано, что шпонка крепится двумя винтами к дет. 1 (для упрощения чертежа второй винт указан штрихпунк-тирной линией). Отверстие с резьбой в середине шпонки служит для извлечения ее при разборке приспособления. Дет. 6 — гайка особо высокая с резьбой М24, с крупным шагом, третьего класса точности, из стали пятого класса прочности, с кадмиевым хроматиро-ванным покрытием. Дет. 7 — шпилька с резьбой М24 с крупным шагом, третьего класса точности, длина шпильки 100 мм. Указан [c.165]
Цементные модели изготовляются из водного раствора цемента. Тонкие выступаюш,ие и отъемные части моделей делают металлическими. Соединение отъе.мных частей производится при помощи дюбелей или шипов и шпонок в виде ласточкина хвоста. />Время затвердевания цементных моделей составляет 8—12 суток. Отделка производится стамесками, гладилками, шаберами. Модели из смеси цемента и опилок после отделки сушат в сушилке при температуре 100— ЗО в течение 20—30 мин., окрашивают водяной краской в нужный цвет, вторично высушивают и затем покрывают бесцветным лаком. Поверхности модели, изготовленной из смеси це.мента и песка, после извлечения из формы припудривают чистым цементом и тщательно заглаживают гладилками. Таким путе.м достигается глянцевитость и не требуется покрытие лаком. [c.115]
Как снять шкив коленвала ВАЗ 2110
Замена помпы (водяного насоса) на двигателе Ваз 2112. 
ВАЗ 1111 1988-2003 Разборка двигателя.
2. Снимаем шкив с носка коленчатого вала.
Разборка двигателя Лада Приора
11.  14. Замена и регулировка натяжения ремня привода распределительного вала.
14. Замена и регулировка натяжения ремня привода распределительного вала.
Датчик положения коленчатого вала ваз 2110 схема.
17. Снимите зубчатый шкив с коленчатого вала.
Не могу снять зубчатый шкив коленчатого вала. 
ВАЗ 1111 1988-2003 Разборка двигателя.
…завернув в него саморез (см.с. 37, «Сальники распределительных вало…
Зубчатый шкив коленвала снят. 
Вставляем шпонку и устанавливаем шкив коленвала на место. в двигателе выдав…
и снимаем его с носка коленчатого.
вставить крепкую как поставить шпонку шкива коленвала ваз 2110 отвертку
Как снять шкив коленвала на ваз 2110. 
Снимаем фишку с датчика коленвала, откручиваем один болт…
Теперь вы знаете как заменить передний сальник коленвала на ваз 2110. 
Шкив ВАЗ-2110 коленвала чугун.
Шкив коленвала ваз 2110.
Здесь крупно видно что с внешнего края шкива оставлен минимум. 
2.14.1 Система смазки ВАЗ 2110.
коленвала ВАЗ 2109 — 2 способа.
Установка коленвала ВАЗ. 
замена сальника коленвала дома.
После чего вынимаем болт и снимаем сам шкив.
17. Снимите зубчатый шкив с коленчатого вала. 
Шкив коленчатого вала.
Как снять шкив коленвала. snjatie-shkiva-kolenvala-vaz-2110.
Замена ремня привода распределительного вала и натяжного ролика ВАЗ 2110. 
Внимательно: вырез шкива коленвала должен совпасть с выступом на зубчатого шкива…
Comment on Снятие, замена и разборка масляного насоса двигателя Ваз-2110.
Как снять шкив коленвала на ваз 2110. 
Изучаем шкив коленвала, чтобы двигатель работал безукоризненно. Как снять шкив коленвала с помощью съемника и в какую сторону откручивать? Чем снять зубчатый шкив коленвала
Когда-нибудь каждый автолюбитель, привыкший делать всё своими руками, сталкивается с необходимостью демонтажа шкива коленчатого вала. Чаще всего это связано с заменой уплотнительных сальников, которые со временем стареют, трескаются и начинают пропускать масло. Для опытного моториста снять шкив коленвала не представляет особой сложности, однако, как показывают форумы в Интернете, рядовые автомобилисты, решившие сэкономить деньги, часто встречаются здесь с большими трудностями.
Так выглядит шкив коленвала
Что мешает снимать шкив коленвала?
В инструкции по эксплуатации автомобиля и руководству по ремонту процедура демонтажа коленчатого вала, включая снятие шкива, описывается красиво и немногословно, и кажется, что это легко выполнить.  Но на деле всё оказывается не так просто. Причин тому несколько:
Но на деле всё оказывается не так просто. Причин тому несколько:
- Неудобное для проведения работ расположение шкива в моторном отсеке. Он скрыт за генератором и подход к нему ограничен элементами конструкции кузова. Шкивы бывают обычные и демпферные, которые имеют дополнительное внешнее кольцо с резиновым уплотнителем для поглощения вибрации. Чтобы добраться до элементов крепления шкива, нужно ослабить натяжные болты и снять ремни генератора и гидроусилителя. И даже после этого при выполнении демонтажных работ следует соблюдать особую осторожность в приложении сил, чтобы случайно не повредить окружающие близкорасположенные детали и лакокрасочное кузовное покрытие.
- При установке на заводе шкив коленвала зажимается болтом или гайкой с высокой силой сжатия, чтобы обеспечить надёжное крепление. В процессе работы двигателя правая резьба крепления способствует дальнейшему усилению зажима. Высокая температура и действие окружающей среды с течением времени усугубляют этот процесс посредством коксования масла и коррозии металла.
 В результате крепёжная гайка или болт прочно прилипает к корпусу шкива, и сорвать это сцепление металлов без знания специальных способов не просто.
В результате крепёжная гайка или болт прочно прилипает к корпусу шкива, и сорвать это сцепление металлов без знания специальных способов не просто. - При коленчатый вал свободно проворачивается с посредством любого гаечного ключа. Поэтому, прежде чем как открутить шкив коленвала, следует решить вопрос надёжной фиксации его положения, чтобы исключить проворачивание при откручивании гайки. В мастерских для этого используют специальные приспособления, которые прикручиваются болтами к шкиву в технологические отверстия и создают надёжный упор против проворачивания. При отсутствии таких приспособлений данную проблему можно решить установкой надёжных упоров под колёса и постановкой 4-й скорости механической коробки передач. Можно также зафиксировать маховик коленвала, упирая в его зубья или отверстия монтировку.
Как открутить шкив коленвала?
Снятие шкива. Откручиваем гайку
Шкив может закрепляться на конце коленвала посредством силового болта или гайки.  Гайка встречается у большинства заднеприводных машин. У неё могут быть специальные выступы для зацепления с ручкой «кривого стартера», так называемый «храповик». Для срыва гайки мастера на СТО применяют торцовый ключ на 36 или 38 с приваренной длинной ручкой и фиксирующее приспособление, надеваемое на шкив. А как открутить шкив коленвала, закрепленный гайкой, в домашних условиях? Для этого можно поступить следующим образом:
Гайка встречается у большинства заднеприводных машин. У неё могут быть специальные выступы для зацепления с ручкой «кривого стартера», так называемый «храповик». Для срыва гайки мастера на СТО применяют торцовый ключ на 36 или 38 с приваренной длинной ручкой и фиксирующее приспособление, надеваемое на шкив. А как открутить шкив коленвала, закрепленный гайкой, в домашних условиях? Для этого можно поступить следующим образом:
- поставить машину на «яму» или эстакаду;
- включить 4-ю передачу, чтобы исключить проворачивание коленчатого вала при откручивании гайки;
- поднять ручку стояночного тормоза вверх до упора, чтобы исключить проворачивание колёс и продвижение автомобиля;
- обстучать деревянным молотком грани крепёжной гайки;
- используя торцовый ключ по размеру гайки и удлинитель ручки в виде металлической трубы, попытаться резким движением против часовой стрелки сдвинуть гайку с прикипевшего положения.
Видео: Как открутить гайку на шкиве колевала и заменить сальник
В случае успеха можно, изменяя положение головки ключа, постепенно выкрутить гайку до конца.  Если эта попытка оказалась безуспешной, то можно применить следующий метод:
Если эта попытка оказалась безуспешной, то можно применить следующий метод:
- поставить ручку коробки передач в нейтральное положение;
- снять колпачки со свеч зажигания, чтобы исключить искрообразование и запуск двигателя;
- накинуть головку ключа на гайку и упереть конец рычага в землю или лонжерон так, чтобы шкив не мог провернуться вправо;
- кратковременным включением зажигания придать коленвалу импульс вращения. Обычно одна или две попытки запуска помогают гайке сойти с места, и далее она легко откручивается ключом.
У большинства переднеприводных машин шкив закрепляется болтом. Перед тем как снять шкив коленвала, затянутый болтом, следует выполнить следующие операции:
- приподнять правую часть машины спереди и установить её на козелок или пенёк, демонтировать колесо;
- убрать блок воздушного фильтра, защитный кожух, ослабить и удалить приводной ремень электрогенератора, устранить все детали, которые препятствуют свободному доступу к шкиву;
- чтобы застопорить коленчатый вал, нужно снять заглушку в картере сцепления и вставить в отверстие монтировку, уперев его в зубья маховика;
- накинув на болт головку ключа, с помощью удлинителя рычага приложить несколько резких усилий в направлении левого вращения, чтобы сорвать болт с начального положения.
 В основном попытки завершаются успешно. При неудаче можно попробовать метод, приведенный выше для откручивания гайки, с кратковременным запуском стартера.
В основном попытки завершаются успешно. При неудаче можно попробовать метод, приведенный выше для откручивания гайки, с кратковременным запуском стартера.
Следует иметь в виду и опыт простого народа, который позволяет снизить сцепление гайки и болта со шкивом. Если заранее смазать болт или гайку уксусной эссенцией, тормозной жидкостью или смазкой типа WD, то они откручиваются легче. находится информация о том где находится и как проверить датчик коленвала.
Как снять шкив коленвала
После откручивания крепления нужно снять шкив. Он плотно сидит на ступице и фиксируется шпонкой, поэтому просто стянуть его с вала рукой не удастся. Лучше всего использовать для этого специальный съёмник, который имеет две лапки, захватывающие края шкива и центральный закручивающийся винтовой упор, упираемый в ось вала. При отсутствии съёмника можно использовать для этого монтировки, которыми нужно равномерно поддевать шкив с противоположных сторон, прилагая усилия в направлении от вала.
Точку приложения силы нужно стараться выбирать максимально приближённую к валу. Перед тем как снять шкив коленвала, можно аккуратно обстучать его деревянным молотком, чтобы устранить возможный перекос. Следует соблюдать особую осторожность, чтобы не деформировать фиксирующую шпонку и паз. Обратную установку шкива на вал следует производить после обработки установочных мест солидолом, чтобы не прилагать больших усилий приводящих к перекосу.
Ни один вал в автомобиле не может работать сам по себе, ему нужны элементы, передающие крутящий момент на другие узлы сложного механизма, и шкив коленвала является одним из таких звеньев в ряде многих передач. Как и со многими другими деталями, с этой также нужно уметь обращаться, вовремя снять, при необходимости заменить.
Где стоит шкив коленвала и как до него добраться?
Когда вы поднимаете крышку капота и бросаете взгляд на двигатель, демпферный шкив коленвала (равно как и обычный) почти незаметен. Его скрывает генератор, однако заглянув вниз, туда, куда тянется ремень, можно увидеть диск, плотно зафиксированный на валу ступицей. Это и есть искомая деталь. Шкивы бывают двух видов, обычные и с демпфером, причем последний вариант отличается наличием внешнего массивного кольца, отделенного от основной части резиновой прокладкой, для снижения вибрации детали . По внешней кромке демпфера нарезаны зубцы, необходимые для работы .
Чтобы снять шкив, необходимо для начала освободить на генераторе стопорный болт, затем ослабить натяжной, с тем, чтобы слегка отпустить ремень и получить возможность его снять. Отсоединяем и бачок с антифризом. Также может мешать ремень гидроусилителя руля, поэтому в стороне от шкива находим и откручиваем болт на 14, создающий натяжение передачи ГУР, после чего снимаем последнюю. Остается финальный шаг, отделяющий нас от успеха, причем самый сложный – открутить еще один-единственный болт, который и фиксирует шкив. Найти крепежный элемент можно, лишь заглянув под машину под правым передним колесом, и, если есть пневматический гайковерт, операция будет выполнена без труда.
Почему трудно снять зубчатый шкив коленчатого вала?
При отсутствии специального инструмента изъять болт, удерживающий зубчатый шкив коленчатого вала, весьма проблематично, поскольку резьба нарезана так, что направление откручивания совпадает с крутящим моментом вала при работающем двигателе. Однако именно в этом и заключается выход из положения. Понадобится всего лишь длинный ключ с головкой на 19 (можно нарастить обрезком трубы), который упирается в землю против вращения вала. Выполняем небольшие подготовительные работы – под передние колеса подкладываем клинья, а на катушке зажигания отсоединяем разъем. Зачем? Для использования стартера в качестве механического усилия, прилагаемого к болту.
Итак, мы сделали все, чтобы автомобиль случайно не завелся и не стронулся с места, теперь всех присутствующих просим отойти подальше, а сами забираемся в кабину (не оставляйте ноги высунутыми наружу) и резко, но кратковременно, поворачиваем ключ на старт. При неудачной попытке не отчаиваемся и повторяем. Обычно со второго раза, реже с 5-6 подхода, болт проворачивается. Теперь можно приступать к следующему мероприятию – сниманию ступицы шкива с вала, учитывая, что сидит она плотно и удерживается шпонкой. Когда понадобится затянуть болт обратно, вам нужно либо приложить много усилий к его затягиванию, либо все-таки найдите к тому времени пневмогайковерт.
Даже если болт шкива коленвала снят, впереди много работы
Итак, вам удалось, наконец, с помощью стартера или пневматического инструмента, снять упрямый болт шкива коленвала. Однако это не значит, что уже через секунду нужная деталь окажется у вас в руках. Дело в том, что ступица сидит на вале очень плотно, кроме того, от случайного соскальзывания ее удерживает шпонка. Идеальный вариант – использовать специальный съемник, можно даже самый дешевый, китайского производства, лапки этого инструмента избавят вас от применения лишних усилий и траты времени. Как вариант, впрыскивается аэрозольная смазка, например, WD-40, после чего ступица шкива коленчатого вала аккуратно раскачивается с тягой на себя.
Снимать шкив надо аккуратно, чтобы не повредить шпоночный паз, иначе деталь будет сидеть неплотно, что приведет к скорому износу ступицы.
Еще один способ, чаще всего применяемый водителями – снять шкив, поддевая его по окружности монтажкой. Если обычная автомобильная слишком велика, используйте мотоциклетные каленые инструменты, Г-образной формы. В любом случае операция потребует много сил, поэтому желательно, чтобы у вас был помощник. Надевать новый шкив лучше, намазав чем-нибудь вязким, например солидолом, место посадки шпонки (ее слегка наклоняем в сторону надвигаемой ступицы), затем обстукиваем шкив молотком через мягкую прокладку из тонкой резины .
Почему в шкивах делают спец технологические отверстия? В автомастерских для фиксирования вала есть специальное приспособление, которое надо закрутить к шкиву болтами и застопорить вал.
Если нет спец устройства для фиксации вал, которое прикручивается к шкиву, то надо поставить хорошие противооткатные устройства под колеса автомобиля и поставить 4 передачу на КПП.
Или, третий вариант — упирать в зубья маховика монтировку и фиксировать коленчатый вал от проворачивания во время откручивания гайки шкива.
Еще вариант, в отверстие шкива вставить штырь, а об штырь и второй упор установить монтировку, как на этом рисунке.
Как открутить шкив коленвала
В зависимости от конструкции коленвала, шкив крепится к нему или гайкой, или болтом. На автомобилях с задним приводом, в основном, шкив крепится гайкой.
Двигатели некоторых заднеприводных автомобилей можно завести специальной рукояткой, для которой сделаны специальные выступы для зацепления рукоятки. Эту рукоятку называют еще «кривой ключ», а зацепление для этого ключа называют храповиком.
Гайка крепления шкива устанавливается размером на 36 или 38 мм под ключ. Используют торцевой ключ. Ключ усиливают путем приваривания длинной ручки или надевают трубку для увеличения «плеча».
Как открутить гайку шкива:
- Поставить авто на яму или эстакаду.
- Поднять ручной стояночный тормоз.
- Включить 4 скорость на КПП, поставить упоры под колеса.
- Не сильно постучать по граням гайки.
- Накинуть торцевой ключ, удлинить его трубой и сорвать прикипевшую гайку.
Если гайка шкива не откручивается:
- Перевести ручку коробки на нейтралку.
- Скинуть свечные провода со свеч, чтобы не завелся мотор.
- Надеть торцовый ключ на гайку и удлинить ее трубой. Ключ накинуть таким образом, чтоб труба упиралась в землю или лонжерон машины с правой стороны для исключения поворота шкива по часовой стрелке.
- Делаем пару коротких резких поворотов ключа замка зажигания для включения стартера. Стартер начнет вращать маховик, маховик коленвал, а шкив зафиксирован ключом. В этом случае, обычно прикипевшая гайка быстро «отходит».
Шкив коленвала автомобилей с передним приводом, в основном, крепится болтом. Для снятия шкива коленчатого вала переднеприводной машины, надо действовать в таком порядке:
- Домкратом поднять переднюю правую сторону авто. Подложить козелок, пенек или пару колес с дисками.
- Снять колесо.
- Демонтировать и снять воздушный фильтр с корпусом.
- Снять защитный кожух.
- Ослабить натяжитель ремня и снять ремень генератора.
- Для фиксации коленвала надо снять в картере сцепления заглушку, после чего вставить в отверстие монтировку и упереть его между зубьями маховика.
- Теперь надо надеть торцовой ключ, удлинить его трубой и резко пытаться провернуть против часовой стрелки. Главной сорвать прикипевший болт шкива.
Если не получается сорвать с места болт, то используем метод откручивания стартером. Этот метод приведен выше.
Полезный совет от слесарей, повидавших многое: использовать растворитель или ВД-40, или подобное средства от образования ржавчин. После того, как побрызгали на резьбу (если шкив крепится гайкой), минут 15 надо подождать, потом пробовать отворачивать. Если болт, то на резьбу нанести это средство не просто, хотя вокруг болта побрызгать, возможно через микрощели жидкость пройдет и раскоксует соединение.
Снятие шкива
Открутить болт или гайку крепления — это только пол дела. Дальше надо вытащить шкив с вала. Так просто руками шкив не снимется, если не его посадочное гнездо не раздолбано. Кроме того, шкив плотно сажается на вал, то он еще фиксируется от проворота шпонкой.
Существуют специальные съемники для снятия шкива с вала. Бывают механические и гидравлические съемники.
Конструкция механического съемника проста. Обычно имеет три лапки, которыми надо зацепить сам шкив, а центральный стержень упереть в вал. После чего, надо вращать стержень, лапки будут выпрямляться и тянуть на себя шкив. Бывают съемники еще проще, которые можно сделать своими руками.
Если нет съемного устройства для шкива, то можно использовать монтировки. Если один человек снимает, то по очереди, с каждой стороны отодвигая по чуть-чуть, чтобы не было перекоса. Если два, то одновременно с разных сторон резким движением выпрессовывают шкив с коленвала.
Бывает и такое, что при использовании съемника, стенки пазов шкива не выдерживают и откалываются. Поэтому, при использовании монтировок, зацеплять их надо как можно ближе к валу.
Установка шкива на коленвал
Для того, чтобы обратно установить шкив на коленвал ДВС, надо проверить посадочные места. Если есть заусенцы, задиры, удалить их наждачным камнем. Если старый шкив легко сажается на вал, то такой шкив не пригоден. Он должен сидеть плотно, насаживаться с определенным усилием. Перед установкой шкива, для уменьшения трения, надо смазать маслом или литолом.
Видео
В этом видео полезные советы, как открутить гайку крепления шкива к коленчатому валу автомобильного мотора.
Вариант откручивания болта шкива коленвала поликлиновым ремнем.
Как снять шкив коленвала на ВАЗ (2108, 2109, 21099, 2110, 2111, 2112, 2113, 2114, 2115).
How to remove the crankshaft pulley bolt. Болтовое соединение.
Как затянуть шкив коленчатого вала очень быстро.
Снимает шкив коленвала на автомобиле Honda (Хонда) без спец ключа.
К атегория:
Слесарно-механосборочные работы
Гибкие передачи и сборка шкивов
Ременные передачи разделяются на две основные группы: передачи плоскими ремнями и передачи клиновидными ремнями. Плоскоременные передачи разделяются также на две группы: обыкновенные передачи и передачи с натяжным устройством.
Обыкновенные передачи разделяются на три типа: открытую, перекрестную и полуперекрестную. Открытая передача применяется при параллельных валах. Параллельное расположение валов является самым простым и удобным для устройства ременной передачи и благоприятным для работы ремня. На каждый из валов надевают шкив, через который перекидывают ремень. При этом оба шкива вращаются в одном направлении.
Если направление вращения шкива совпадает с направлением движения часовой стрелки, то говорят, что шкив вращается по часовой стрелке, если же оно не совпадает, то шкив вращается против часовой стрелки.
В каждой паре шкивов, связанных ременной передачей, различают ведущие и ведомые шкивы. Шкив, получающий движение от своего вала и передающий его ремню, называется ведущим, а получающий движение от ремня и передающий его валу, — ведомым.
На рис. 1, а показана открытая ременная передача. Шкив Ох является ведущим. Стрелка на рисунке указывает, что он вращается по часовой стрелке. Ведомый шкив 02 будет тоже вращаться по часовой стрелке.
Если нужно получить вращение ведомого шкива в сторону, противоположную вращению ведущего шкива, то пользуются перекрестной передачей (рис. 1,б). При этом ведущий шкив 01 вращается по часовой стрелке, а ведомый 02 будет вращаться против часовой стрелки. Валы расположены параллельно между собой.
Если валы расположены перпендикулярно друг другу, то применяют полуперекрестную передачу (рис. 1, в).
Рис. 1. Виды ременных передач: а — открытая, б — перекрестная, в — полуперекрестная, г — поперечное сечение клиновидного ремня, д — схема передачи вращения, с — поперечное сечение поликлиновидного ремня
В приводах машин применяют плоские ремни — кожаные, хлопчатобумажные цельнотканые, хлопчатобумажные шитые, тканые и прорезиненные и клиновидные. В станках применяют главным образом кожаные, прорезиненные и клиновидные. На рис. 1,г показано сечение клиновидного ремня: он состоит из нескольких рядов прорезиненной ткани, нескольких рядов корда (толстые крученые хлопчатобумажные нити), слоя резины и обертки из прорезиненной ткани.
На рис. 1, д показана клиноременная передача. Каждый из ремней укладывают в «свой» желобок на ободе шкива. При этом ремень утапливается в желобке настолько, что не касается его дна своей нижней поверхностью.
Получили распространение поликлиновидные ремни рис. 1, е. Это бесконечные плоские ремни, на внутренней поверхности которых имеются клиновые выступы, выполненные по форме клиновидных ремней (число их от 2 до 36). Выступы эти входят в соответствующие впадины шкивов.
Основным недостатком ременной передачи является проскальзывание ремня, зависящее от натяжения ремня и величины дуги, на которой ремень охватывает шкивы. При различных диаметрах шкивов в худшем положении находится меньший шкив, у которого величина охвата ремня небольшая.
Чтобы увеличить натяжение ремня и величину охвата у меньших шкивов, применяют натяжные ролики (рис. 2, а). Диаметр натяжного ролика берется равным 0,8 – 1,0 диаметра малого шкива. Он располагается на ведомой ветви у малого шкива. За счет тяжести ролика, а при необходимости и дополнительного груза или пружины, осуществляется постоянное натяжение ремня. Это обеспечивает большой угол охвата ремнем шкива, улучшает условия работы передачи, позволяет уменьшать межосевое расстояние.
Во всех видах ременных передач применяют натяжной вал. Натяжение ремня выполняется периодически путем перемещения одного из валов (рис. 2, б, в).
Способы натяжения ремня:
— электродвигатель с малым шкивом устанавливается на салазки и может перемещаться по ним. Натяжение выполняется винтом; с помощью качающейся плиты. Плита крепится шарнирно, ее положение фиксируется винтом. Натяжение осуществляется за счет силы тяжести двигателя и плиты; с помощью груза. Груз оттягивает один из валов и обеспечивает автоматическое регулирование натяжения.
Рис. 2. Способы натяжения ременных передач: а — натяжным роликом, б — салазками с установленным двигателем, в — силон тяжести электродвигателя, установленного на качающейся плите
Первые два способа применяются во всех видах технологического оборудования для любых ременных передач. Плоские ремни после вытяжки укорачивают с последующими сшивкой и склеиванием.
Сборка шкивов. Шкивы обычно изготовляются литыми из чугуна или стали. Выполняются они или со спицами, или со сплошным диском, в котором могут быть сделаны отверстия для уменьшения массы шкива. Шкивы могут быть цельными и разъемными. При расположении шкива на конце вала применяют цельные шкивы, а при расположении между подшипниками — разъемные.
Шкивы бывают одноступенчатые и многоступенчатые. На многоступенчатом шкиве имеется несколько ступеней различного диаметра.
Шкивы для клиноременной передачи по конструкции отличаются от гладких шкивов только наличием на ободе призматических канавок.
Рабочие неразъемные шкивы монтируются на валу с тугой или напряженной посадкой. Если шкив устанавливается на выступающей из подшипника шейке вала, то она может быть конической (рис. 3, а) или цилиндрической (рис. 3, б) с призматической или клиновой шпонкой. На цилиндрическом валу с призматической шпонкой делают буртик (рис. 3, в) для фиксирования положения шкива, а чтобы шкив не сдвинулся во время работы, его дополнительно крепят гайкой (рис. 3, г). Если шкив крепится клиновой шпонкой (рис. 3, в), то дополнительного крепления делать не требуется.
Установка шкива на клиновой шпонке применяется лишь в тихоходных и неответственных передачах, когда не требуется точной посадки, так как клиновая шпонка смещает ось ступицы, а при небольшой длине ее появляется перекос, что недопустимо в быстроходных тяжело нагруженных передачах. При использовании призматической шпонки смещение оси ступицы шкива значительно меньше и такие соединения являются более точными.
Если требуется весьма высокая точность, применяют шлицевые соединения – (рис. 3, г). При таком виде соединения шкивы центрируются лучше, чем на шпонках, увеличивается прочность и меньше изнашивается место посадки.
Рис. 3. Схемы сборки шкивов на валах: а – на коническом конце вала, б — на цилиндрическом конце вала со шпонкой, в — установка шкива с креплением клиновой шпонкой, г — посадка шкива на шлицевом валу; 1 – вал, 2 — шпонка, 3 – стопорный винт
Для посадки шкива на вал применяют винтовые приспособления, например стяжные скобы. Разъемный хомутик (рис. 4) надевают на вал и упирают в его буртик. Затем между спицами шкива пропускают тяги, а к торцу ступицы шкива под-кладывают планку, в которую упирается винт. Поворачивая винт и слегка ударяя через подкладку в разных местах по наружной поверхности ступицы, постепенно надвигают шкив на вал. Удары устраняют заедание шкива на валу вследствие возможных перекосов.
Разъемные шкивы можно устанавливать в любом месте по длине вала. Сборка шкива заключается в соединении шпильками двух его половинок. Проверка правильности посадки шкивов на вал сводится к проверке на биение.
Биение шкивов вызывает быстрый износ подшипников, а у передач точных быстроходных металлорежущих станков способствует повышению вибраций, увеличивающих шероховатость поверхности обрабатываемых деталей. Причинами биения шкивов являются: изгиб вала, неправильная механическая обработка шкивов и неправильная посадка их на вал при сборке.
Рис. 4. Схема посадки шкива с помощью стяжной скобы а — на биение, б — взаимной параллельности валов с помощью шнура с гирями, в — металлической линейкой, г — шнуром; I — стрелки, 2 — гиря, 3 — шкивы
Рис. 5. Схемы проверки собранного шкива:
Биение шкивов проверяют рейсмасом-чертилкой или индикатором. При проверке биения индикатором отсчет ведут по циферблату.индикатора (рис. 5, а), а при проверке чертилкой величину биения определяют щупом.
Проверяют два параллельных вала с помощью стрелок и отвеса (рис. 5,6). На концах валов укреплены стрелки, концы которых соприкасаются со шнуром. При повороте валов на 180° стрелки должны вновь соприкоснуться со шнуром. Проверку выполняют также с помощью линейки — рис. 5, в, с помощью шнура — рис. 5, г (при натягивании шнура между ободами шкивов и шнуром должен быть одинаковый зазор).
После проверки на биение надевают ремень. Для этого шкивы вращают вручную. Сначала ремень надевают на ведущий шкив, затем — на ведомый. Для надевания пользуются крючками или наводками.
Короткий путь http://bibt.ru
В зависимости от конструкции передачи шкивы могут располагаться в любом месте на валу или крепиться на его посадочном конце, Разъемные шкивы устанавливаются на любом месте вала и собираются без всяких затруднений. При стягивании болтами двух половинок шкива нужно следить за тем, чтобы плоскости разъема шкива совмещались без перекосов, смещений и щелей. Предварительно собранный шкив шпоночным пазом надвигают на шпонку, уложенную в паз вала, затем стягивают гайки сначала у ступицы, а потом у обода.
Неразъемные шкивы чаще располагаются на выступающем из подшипников конце вала. Этот конец делают коническим (рис. 109, а) или цилиндрическим (рис. 109, б), с призматической или клиновой шпонкой. На цилиндрическом валу с призматической шпонкой имеется буртик для фиксирования положения шкива. На свободный конец торца вала ставится шайба, которая крепится винтами, ввинчиваемыми в торец вала. В точных соединениях паз шкива и шпонка пригоняются пришабриванием. Шпонку надо устанавливать легкими ударами медного молотка или при помощи струбцинки.
Рис. 109. Приемы сборки шкивов и проверки взаимной параллельности валов :
а — на коническом конце вала, б — на цилиндрическом конце вала со шпонкой:
1 — вал, 2 — шпонка, 3 — стопорный винт; в — посадка шкива на шлицевом валу, г — проверка взаимной параллельности валов с гирями, д — проверка металлической линейкой, е — проверка шнуром: 1 — стрелка, 2 — шкив, 3 — гиря
Центрирование шкивов по конусу (см. рис. 109, а) дает лучшую плотность прилегания отверстия ступицы к шейке вала.
Посадка шкивов на шлицевых валах (рис. 109, в) имеет большое преимущество перед вышеописанным способом: получается лучшая центровка, большая прочность и меньшая изнашиваемость мест сопряжения.
После установки шкивов на вал проверяют правильность посадки, которая сводится к проверке на биение. Биением называется колебание наружной поверхности детали при ее вращении вокруг своей оси. Величиной биения какой-либо точки поверхности детали называется наибольший размах колебания этой точки за один оборот детали.
Биение шкивов вызывает быстрый износ подшипников, а у передач точных быстроходных металлорежущих станков способствует повышению вибраций, что ухудшает чистоту поверхности обрабатываемых деталей.
Для нормальной работы ременной передачи необходимо, чтобы средние плоскости обоих шкивов совмещались, что возможно только при взаимной параллельности осей ведущего и ведомого шкивов (рис. 109, г, д, е).
Сборка и проверка шкивов клиноременной передачи ничем не отличается от шкивов плоскоременной передачи.
Все виды и типы шпонок
Шпонка представляет собой основную деталь, входящую в состав шпоночного соединения. У рассматриваемой стальной продукции имеется наличие вырезанных пазов, что является их отличительной особенностью. Вообще, они необходимы для соединения узлов. А их первостепенная функция — возможность передавать вращающий момент между узлами.
Прежде чем определять разновидности шпонок стоит отметить, что при изготовлении данного продукта используют следующие виды марок металла:
- сталь 45
- сталь 50
- сталь 60
Итак, выделяют 5 разновидностей шпонок:
- клиновая
- призматическая
- сегментная
- цилиндрическая
- тангенциальная
Далее, уже продолжим рассматривать конструкцию, назначение и применение вышеуказанных разновидностей стального материала.
Клиновая
Этот вид шпонки в своем строении имеет небольшой угол наклона. Чтобы установить ее в шпоночное соединение нужно воспользоваться ударным способом. А применяют ее для того, что создать и подойти к определенному напряжению. Также она предназначены в оборудовании, где имеются тихоходные передачи.
Призматическая
Как мы видим по картинке, такой вид шпонки выглядит отличительно от всех, имея овальную форму. Если рассматривать ее технические особенности, то она имеет высокую степень к ржавчине. Чтобы этого не происходило, необходимо натянуть муфту и вал. Такой металлический продукт применяется в подвижных устройствах, где требуется дополнительное крепление.
А назначение призматической детали — роль в качестве предохранителя.
Сегментная
Рассматривое стальное изделие изготавливается путем фрезирования. Данный вид шпонки применяется в случае массивных валов, когда размеры могут быть небольшими. Если сравнивать этот тип детали с другими, то он включает в свою конструкцию глубокий паз.
Цилиндрическая
Этот крепежное металлическое изделие эксплуатируется только в натяжении. Данное состояние характерно и для отверстия, которое расположено на торце вала. Его отличает то, что стальной продукт можно легко просверлить. Цилиндрическая деталь используется лишь тогда, когда ступицу нужно поставить на край вала.
Тангенциальная
Материалом выполнения данной шпонки является призматический клин прямоугольной формы. Также данная деталь является хорошим элементом стального паза к интенсивности и напряжения.
Отдельно отметим еще то, что все формы шпонок производятся по техническим документам.
Рис. 55. Способы извлечения шпонок из пазов: а, б — схемы нанесения удара при извлечении призматической и сегментной шпонок, в — приспособление для извлечения клиновых шпонок; 1 — шпонка, 2 — кольцо, 3 — груз, 4— стержень, 5 — упор, 6 — винт

ний осуществляют, как правило, только в условиях единичного и мелкосерийного производства. Пригонку соединения ведут в такой последовательности:
устанавливают вал в горизонтальном положении на призмах, расположенных на плите;
пришабривают боковые стенки паза вала,
Рис. 55. Способы извлечения шпонок из пазов:
а, б — схемы нанесения удара при извлечении призматической и сегментной шпонок, в — приспособление для извлечения клиновых шпонок; 1 — шпонка, 2 — кольцо, 3 — груз, 4— стержень, 5 — упор, 6 — винт
обеспечивая их параллельность (допускается отклонение от параллельности не более чем на
0,01 мм на 200 мм длины паза);
проверяют параллельность стенок паза индикатором, а его ширину — калибром;
после установки шпонки в паз проверяют высоту выступающей части; индикатором контролируют взаимное расположение шпонок на валу.
Извлечение шпонок из пазов обычно осуществляют с помощью мягких выколоток (рис. 55, а, б). При извлечении клиновых шпонок категорически запрещается пользоваться молотком и зубилом, загоняемым между головкой шпонки и ступицей, так как это приводит к искривлению шпонки, порче торцевых поверхностей ступицы, а в ряде случаев и к деформации вала.
Извлекать клиновые шпонки следует с помощью специального приспособления (рис. 55, в), которое надевают на головку шпонки 1 и закрепляют кольцом 2 и винтом 6. Груз 3 может свободно перемещаться вдоль стержня 4, на конце которого имеется упор 5. При ударе грузом 3 об упор 5 возникают осевые силы, обеспечивающие извлечение шпонки из паза. Для извлечения клиновых шпонок применяют также рычажные инструменты, а если к закладной клиновой шпонке имеется доступ со стороны, противоположной ее головке, то шпонку выталкивают с помощью специальной выколотки.
Сборку шлицевого соединения начинают с визуального осмотра деталей соединения, на поверхности которых не должно быть заусенцев, задиров и забоин. В неподвижных шлицевых соединениях, имеющих посадки с натягом, охватывающую деталь обычно напрессовывают на вал с помощью специального приспособления или пресса. Использовать для запрессовки молоток не следует, так как от разных по силе ударов возможны задиры на шлицах и перекос насаживаемой детали.
Удаление призматических и сегментных шпонок.
Слесарное дело.
Удаление призматических и сегментных шпонок.
При ремонте шпоночных соединений изношенные шпонки не ремонтируют, а изготавливают новые. Исключения составляют клиновые шпонки: их запрессовывают в паз ударом молотка через мягкую прокладку так, чтобы они заклинивались по высоте. Кроме этого, клиновую шпонку нужно устанавливать так, чтобы при ослаблении ее можно было осаживать. Между головкой шпонки и торцом детали должно оставаться расстояние, равное высоте шпонки.
При ремонте извлечение шпонок из пазов обычно выполняют посредством мягких выколоток (рис. 9.31, а, б). Призматические шпонки можно вынимать из пазов без повреждения. В средней части шпонки выполняют сквозное резьбовое отверстие, в которое ввертывают винт (рис. 9.31, в). При вращении винта его конец упирается в дно паза и выталкивает из него шпонку. Клиновые шпонки извлекают
Рис. 9.31. Способы извлечения шпонок из пазов:
а, б — нанесением удара при извлечении призматических и сегментных шпонок (стрелками показано направление удара); в — посредством винта; г — с помощью приспособления для извлечения клиновых шпонок; д- выполнением скоса на шпонке
посредством специального приспособления (рис. 9.31, г). Его надевают на головку шпонки / и закрепляют кольцом 2 и винтом 6. Груз 3 может свободно перемещаться вдоль стержня 4, на конце которого расположен упор 5. При ударе груза об упор возникают осевые силы, которые обеспечивают извлечение шпонки из паза. Для извлечения клиновых шпонок используют также рычажные инструменты. Если к закладной клиновой шпонке имеется доступ со стороны, противоположной ее головке, то шпонку выталкивают посредством специальной выколотки. При извлечении клиновых шпонок запрещается применять молоток и зубило. Забивание зубила между головкой шпонки и ступицей приводит к искривлению шпонки, порче торцовой поверхности ступицы, а в ряде случаев — и к деформации вала.
После ремонта сборку соединений с призматическими шпонками необходимо осуществлять в такой последовательности: снять заусенцы и притупить острые края шпонок и пазов под них; пригнать шпонку по пазу вала в соответствии с посадкой, указанной на чертеже; пригнать шпоночный паз ступицы по шпонке в соответствии с посадкой, указанной на чертеже; установить шпонку в паз вала посредством медного молотка, струбцин или под прессом; проверить щупом отсутствие бокового зазора между шпонкой и пазом; проверить щупом наличие радиального зазора между шпонкой и ступицей (величина этого зазора стандартизована).
При подгонке и сборке в процессе ремонта призматических шпонок рекомендуется делать специальный скос (рис. 9.31, д), а с обратной стороны выполнять соответствующую пометку. Это дает возможность извлечь шпонку из паза посредством выколотки и молотка: выколотку упирают в помеченный конец шпонки со стороны скоса и ударяют по ней молотком; с этой стороны конец шпонки прижимают к основанию, а с противоположной — приподнимают.
Пригонку шпоночного соединения выполняют в такой последовательности: устанавливают вал в горизонтальном положении на призмах, расположенных на плите; пришабривают боковые стенки паза вала, обеспечивая их параллельность (допускаемое отклонение от параллельности не более 1 мм на 200 мм длины паза); проверяют параллельность стенок паза индикатором, а его ширину — калибром; после установки шпонки в паз проверяют высоту ее выступающей части; индикатором контролируют взаимное расположение шпонок на валу.
Дайте ответ на тест и результаты ответов отправьте на мой контакт в форме фотографии или файла