О достоинствах плавающей посадки поршневого пальца

Семенченко, И. Ю. О достоинствах плавающей посадки поршневого пальца / И. Ю. Семенченко, М. С. Медведева. — Текст : непосредственный // Молодой ученый. — 2016. — № 29 (133). — С. 133-136. — URL: https://moluch.ru/archive/133/37442/ (дата обращения: 08.10.2023).
Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:
Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см 3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
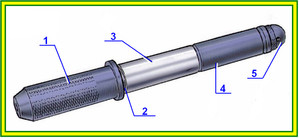
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:
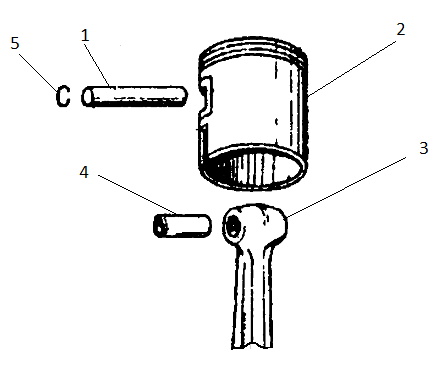
Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Анализ показателей качества деталей
Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Что такое Плавающий поршневой палец простыми словами
Плавающий поршневой палец простыми словами для чайников
Плавающий поршневой палец — это компонент двигателя, который позволяет поршню свободно вращаться внутри цилиндра. Он отличается от обычного поршневого пальца, который просто фиксируется в поршне и не имеет возможности поворота.
Плавающий поршневой палец устанавливается в специальном отверстии в поршне и прикрепляется к шатуну. Он имеет форму втулки с внутренней полостью, в которой находится шарнирный болт. Благодаря этой конструкции поршень может свободно вращаться вокруг оси болта, что позволяет ему лучше выравнивать силы, воздействующие на него во время работы двигателя.
Плавающий поршневой палец выполняет несколько функций. Во-первых, он снижает трение между поршнем и цилиндром, что уменьшает износ и повышает эффективность работы двигателя. Во-вторых, он позволяет поршню лучше адаптироваться к изменениям формы цилиндра при нагреве и расширении. Это особенно важно в современных двигателях с высокими температурами сгорания и большими допусками.
Плавающий поршневой палец обычно изготавливается из высокопрочных сплавов, таких как сталь или алюминий. Он должен быть достаточно прочным, чтобы выдерживать высокие нагрузки и температуры, одновременно обеспечивая точность и плавность движения поршня.
В целом, плавающий поршневой палец является важной деталью двигателя, которая способствует его более эффективной работе и увеличивает срок его службы.
Плавающий поршневой палец своими словами для детей
Плавающий поршневой палец – это часть двигателя, которая помогает поршню двигаться внутри цилиндра. Обычный поршневой палец зафиксирован на поршне и не может двигаться относительно него. В то время как плавающий поршневой палец может свободно вращаться в поршне.
Зачем нужен плавающий поршневой палец? Когда двигатель работает, поршень перемещается вверх и вниз внутри цилиндра. Во время этого движения возникает трение между поршнем и цилиндром. Это трение может привести к износу и повреждению двигателя. Чтобы уменьшить этот износ, используется плавающий поршневой палец.
Как это работает? Плавающий поршневой палец имеет отверстие, через которое проходит штифт. Штифт фиксируется на поршне, а сам плавающий поршневой палец может вращаться вокруг него. Таким образом, при движении поршня вверх и вниз, плавающий поршневой палец может поворачиваться, чтобы уменьшить трение между поршнем и цилиндром.
Как это помогает двигателю? Когда плавающий поршневой палец вращается, он позволяет поршню двигаться более свободно и гладко. Это уменьшает трение, а следовательно, и износ двигателя. Благодаря плавающему поршневому пальцу двигатель работает более эффективно и дольше.
Таким образом, плавающий поршневой палец – это небольшая, но важная деталь двигателя, которая помогает уменьшить износ и повреждения. Он позволяет поршню свободно двигаться внутри цилиндра, поворачиваясь вместе с ним. Благодаря этому двигатель работает более плавно и дольше.
Поршневой палец: описание,виды,применение,установка,фото,видео.
Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
По способу осевой фиксации пальцы делятся на две группы:
1 – фиксированные
2 – плавающие
2 – Зазор между пальцем и бобышкой поршня
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой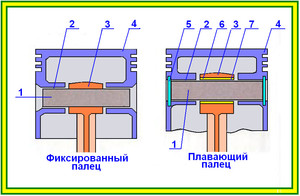
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающий
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Что значит плавающие поршневые пальцы
Семенченко, И. Ю. О достоинствах плавающей посадки поршневого пальца / И. Ю. Семенченко, М. С. Медведева. — Текст : непосредственный // Молодой ученый. — 2016. — № 29 (133). — С. 133-136. — URL: https://moluch.ru/archive/133/37442/ (дата обращения: 25.09.2023).
Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:
Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см 3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:
Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Анализ показателей качества деталей
Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Поршневой палец: описание,виды,применение,установка,фото,видео.
Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
По способу осевой фиксации пальцы делятся на две группы:
1 – фиксированные
2 – плавающие
2 – Зазор между пальцем и бобышкой поршня
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающий
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Назначение и устройство поршневого пальца («плавающий» тип).
Поршневой палец – служит для шарнирного соединения поршня с шатуном. Различают поршневые пальцы:
Ø с жестким закреплением в бобышках поршня или вставки;
Ø плавающие, которые могут вращаться вокруг собственной оси.
Плавающие пальцы имеют меньший износ, и они чаще применяются на тепловозных дизелях. При работе на поршневой палец действуют большие силы, переменные по величине и направлению. Он должен быть прочным и износостойким, поэтому его изготавливают из высококачественной углеродистой или легированной стали. Рабочую поверхность пальца цементируют с последующей термической обработкой для придания ей большей твердости.
Поршневой палец 1 (Рис. 27, а) дизеля K6S310DR изготовлен из легированной стали в виде толстостенной втулки. Наружняя поверхность пальца цементирована и закалена. После термообработки палец шлифуют и полируют. Полость пальца с обеих сторон закрыта заглушками а, которые запрессованы в торцовые расточки пальца диаметром 60 мм на глубину 10 мм. Дополнительно заглушки закреплены кольцами, расчеканенными в конических расточках.

Рис. 27 (а). Поршневой палец дизеля K6S310DR:
1 — поршневой палец; а — заглушка; б — резьбовое отверстие; в, г — радиальные отверстия.
Палец имеет два радиальных отверстия г диаметром 13 мм в средней части и четыре радиальных отверстия в такого же диаметра на том конце пальца, который проходит через бобышку с канавкой 6 (см. рис.26).
Для удобства монтажа и демонтажа пальца на одном торце его сделаны два отверстия б с резьбой (см. рис.27, а). При сборке шатунно-поршневой группы необходимо следить за тем, чтобы со стороны бобышки поршня, имеющей дугообразую канавку, был конец пальца с резьбовыми отверстиями б. Только в этом случае радиальные отверстия в пальце совпадут с дугообразной канавкой в поршне.
Палец устанавливают с небольшим натягом относительно поршня, для чего поршень предварительно нагревают до температуры 80 — 120°С. Во время работы дизеля вследствие значительного нагрева поршня палец становится плавающим, т.е. может поворачиваться, что улучшает его смазывание и уменьшает износ.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Дело о «болтающихся» поршневых пальцах

Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
В процессе работы двигателя как поршень, так и поршневой палец подвержены серьезным нагрузкам. На палец воздействует давление на такте сжатия топливно-воздушной смеси, сила расширяющихся газов после их воспламенения, инерция, изгибающее усилие и т.д. С учетом таких нагрузок материалом изготовления поршневых пальцев выступает закаленная сталь. Форсированные двигатели сравнительно со штатными вариантами получают поршневой палец с более твердой поверхностью из легированной стали.
Конструктивно поршневой палец имеет внутреннее отверстие для облегчения детали. Малый вес означает снижение инерционных потерь и рост КПД двигателя. При этом палец должен оставаться прочным и износостойким в условиях запредельных нагрузок. В массовом производстве отверстие поршневого пальца имеет простую цилиндрическую форму. Подобное решение позволяет снизить затраты в процессе изготовления.
Еще одним вариантом внутреннего отверстия пальца является выполнение открытых наружу отверстий-конусов ( разновидность с конической перемычкой или без таковой). Конусы сужаются в середине поршневого пальца.
Подобные решения позволяют эффективно снизить вес детали и сохранить необходимую прочность, но имеют высокую себестоимость для массового производства. По этой причине пальцы данного типа обычно ставятся на спортивные и форсированные двигатели, при изготовлении которых конечная стоимость изготовления имеет второстепенное значение.
Поршневые пальцы по способу установки бывают двух типов:
- фиксированный поршневой палец;
- плавающий поршневой палец;
Фиксированный палец предполагает плотную посадку в натяг для надежной осевой фиксации. Такое крепление означает отсутствие вращения пальца в месте установки (верхняя головка шатуна или отверстия бобышек поршня).
Фиксированное соединение обычно реализуется в верхней головке шатуна. Поршневой палец при таком способе крепления вращается в отверстиях бобышек поршня, где предусмотрен определенный зазор. Установка фиксированного поршневого пальца во время ремонта ДВС становится возможной после значительного нагрева шатуна.
Плавающий палец означает установку детали с определенным зазором как в верхней головке шатуна, так и в бобышках поршня. Фиксация поршневого пальца в этом случае реализуется при помощи специальных стопорных колец.
Указанные стопорные кольца плавающего поршневого пальца устанавливаются в проточки, которые выполнены в бобышках поршня. Также в моторах с плавающим поршневым пальцем в верхней головке шатуна дополнительно установлена бронзовая втулка для минимизации трения.
Поршневые пальцы плавающего типа нуждаются в смазке, так как область шарнирного соединения с головкой шатуна сильно нагружена. Головка шатуна и втулка головки имеют специальное отверстие, через которое моторное масло проникает из внутренней полости поршня. Что касается указанной полости, смазка подается туда от маслосъемных поршневых колец через специальные отверстия в поршне или может впрыскиваться при помощи масляных форсунок системы смазки двигателя.











О достоинствах плавающей посадки поршневого пальца
Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:
Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Тип двигателя двухтактный одноцилиндровый
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:

Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
2) Палец установлен с зазором в бобышках поршня, но с натягом во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Произведено измерение микрометром, штангенциркулем размеров и проведен анализ показателей качества собираемых деталей, который представлен в таблице 1.
Анализ показателей качества деталей

Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Угол опережения выставлен 3,25 мм до ВМТ
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
| Деталь | №измерения | Поле рассеяния размера | |||
| 1 | 2 | 3 | 4 | ||
| Палец | 14,856мм | 14,944мм | 14,953мм | 14,663мм | 0,088мм |
| Втулка | 15,102мм | 15,354мм | 15,283мм | 15,424мм | 0,322мм |
Выводы: показатели точности превышают допустимые пределы, достаточно большое поле рассеяния размеров, что позволяет судить о неравномерном износе деталей.
Двигатель № 2 (плавающая посадка пальца)
При эксплуатации посторонний стуков не обнаружено. Произведено 4 измерения пальца, втулки и бобышек. Результаты показаны в таблице 3.
| Деталь | №измерения | Поле рассеяния размера | |||
| 1 | 2 | 3 | 4 | ||
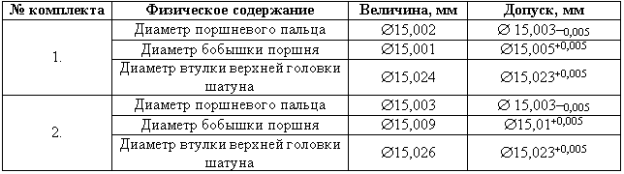
| Палец | 15,002 | 15,002 | 15,003 | 15,001 | 0,002 |
| Втулка | 15,01 | 15,012 | 15,011 | 15,01 | 0,002 |
| Бобышки | 15,025 | 15,025 | 15,024 | 15,025 | 0,001 |
Выводы: показатели точности находятся в пределах поля допуска, имеется незначительное поле рассеяния размеров.
Заключение
Таким образом, анализируя результаты эксперимента, выявили следующие достоинства плавающей посадки поршневого пальца, по сравнению с посадкой с натягом:
– Простота технологического процесса сборки
– Равномерный износ рабочей поверхности деталей
– Больший ресурс работы
- К. П. Быков, П. В. Грищенко; ред. Т. А. Шленчик. Мотоцикл «Иж». Эксплуатация, ремонт, каталог деталей: пособие по ремонту. — Чернигов: ПКФ «Ранок», 2000. — 208 с.
- Тамаркин М. А., Давыдова И. В., Тищенко Э. Э. Технология сборочного производства. — Ростов-на-Дону: Феникс, 2007. — 270 с.
Технология производства поршневых пальцев
Поршневой палец служит для передачи шатуну усилия от давления газов, действующих на поршень.
Поршневые пальцы могут быть подвижными в поршневой головке шатуна и бобышках поршня (плавающие пальцы) или закрепленными в одном из сочленений.
Поршневой палец подвергается воздействию сил, переменных по величине (двухтактные двигатели), а также по величине и направлению (четырехтактные двигатели). Эти силы вызывают в поршневом пальце переменный изгиб и овализацию. Материал пальца работает на усталость.
Износоустойчивость и прочность пальца достигаются применением материала с вязкой сердцевиной и твердой поверхностью (цементация и закалка пальца из малоуглеродистой стали 15, 15Х, 20ХН или поверхностная закалка ТВЧ пальца из закаливаемой стали, например 40, 45, 40Х, 40ХН). Эта комбинация закаленных и сырых поверхностей является основной трудностью при изготовлении поршневых пальцев.
Повышение усталостной прочности пальцев достигается тщательной полировкой их наружной цилиндрической поверхности, а иногда и внутренней.
Азотирование наружной и внутренней поверхностей пальцев также повышает их усталостную прочность.
В качестве заготовки, как правило, используется поковка.
Требования к механической обработке заготовок поршневых пальцев следующие:
1) на поверхностях пальцев не допускаются трещины, волосовины, окалина, забоины, а на обработанных поверхностях, кроме того, черновины, вмятины и риски;
2) острые кромки на торцах пальцев должны быть округлены, а заусенцы зачищены;
3) твердость наружной поверхности пальца после химико-термической обработки должна быть:
— для цементируемых сталей — не ниже 56 HRC;
—для азотируемых сталей — не ниже 58 HRC;
— для закаливаемых ТВЧ сталей — не ниже 54 HRC. Разность показаний твердости наружной поверхности на одном пальце не должна превышать 5 HRC.
4) глубина цементируемого слоя наружной цилиндрической поверхности пальцев должна быть:
— при толщине стенки до 10 мм — 0,8…1,3 мм;
— при толщине стенки от 10 до 20 мм — 1,1…1,7 мм;
5) глубина азотированного слоя должна быть не менее 0,35 мм;
6) глубина закаленного ТВЧ слоя устанавливается рабочим чертежом;
7) предельные отклонения размеров наружной цилиндрической поверхности пальцев должны быть по 6-му квалитету;
 допуски формы наружной цилиндрической поверхности не должны превышать 0,005…0,015 мм;
допуски формы наружной цилиндрической поверхности не должны превышать 0,005…0,015 мм;
9) предельные значения разностенности пальцев не должны превышать:
— при диаметре пальцев до 50 мм — 0,3 мм;
— при диаметре пальцев от 50 до 80 мм — 0,5 мм;
10) шероховатость обработанных поверхностей пальцев для наружной поверхности Ra
= 0,10 мкм, а для остальных поверхностей
Ra
= 0,32 мкм.
Применяется следующий технологический процесс изготовления поршневого пальца среднеоборотного двигателя:
05 — подрезка и центровка торцов и обдирка наружной поверхности — производится на токарном станке. Палец устанавливается в центрах. На чистовую обработку оставляется припуск: в средней части (подвергаемой цементации) — 0,25…0,80 мм по диаметру, в концевых частях — до 10 мм на диаметр и по длине — до 5 мм. Необходимость в столь больших припусках на концевых частях возникает только для фиксированных пальцев, где необходимо снять цементируемый слой;
10 — проверка качества материала — дефектоскопия. Производится при помощи технических средств (магнитоскопия и др.), а также путем погружения пальца в насыщенный раствор соды, которая после высыхания пальца проступает в трещинах;
20 — обточка концов пальцев с припуском под шлифовку 0,25…0,4 мм (в случае фиксированного пальца);
25 — сверление гнезда для стопорного болта — выполняется на вертикально-сверлильном станке;
операция 30 — слесарная обработка пальца (зачистка заусенцев, отверстии и т. д.);
40 — шлифовка и полировка;
операция 45 — полировка.
: если палец имеет центральное отверстие, получаемое в цельной поковке, то его просверливают после цементации.
Подробнее о технологии
Разработана технология повышения износостойкости поршневых пальцев, служащих осью в шарнирном соединении поршня с шатуном, в автомобильных, тракторных двигателях, поршневых компрессорах и других устройствах. Вследствие изменения величины и направления давления поршневой палец прилегает попеременно то к одним, то к другим сторонам отверстий в бобышках поршня. При этом он перемещается на расстояние, равное величине зазора в направлении действия давления (плавающий палец). Рабочая поверхность поршневых пальцев функционирует в условиях трения металл по металлу в условиях смазки. Основной механизм износа поршневых пальцев – усталостные разрушения.
Примеры применения финишного плазменного упрочнения на практике
Услуги Применение Оборудование
В качестве материала для поршневых пальцев применяют стали 45, 45ХА с последующей их закалкой на глубину 1-1,5 мм, стали 15Х, 15 с последующей цементацией и закалкой на глубину 0,5-1,5 мм. Термическая обработка поршневых пальцев должна обеспечивать твердость рабочей поверхности HRC 58-65 при твердости сердцевины не менее HRC 32-40. Поршневые пальцы для высоконагруженных двигателей изготовляются из легированных цементируемых сталей 12Х2Н4А и12ХНЗА,15ХМА и др. Параметр шероховатости поверхности поршневых пальцев Ra должен быть не более 0,16 мкм.
С целью максимального повышения износостойкости поршневых пальцев, уменьшения шума, достижения максимально возможной долговечности двигателя предлагается использовать технологию ФПУ с нанесением на наружную поверхность поршневых пальцев тонкопленочного алмазоподобного покрытия.
ФПУ обеспечивает повышенные трибологические характеристики – износостойкость и минимальный коэффициент трения, а также является эффективным методом повышения усталостной прочности.