Как гильзуют блок цилиндров?

Когда расточка блока цилиндров невозможна, остается один способ вернуть к жизни изношенный
блок – это гильзовка. Гильзовка – установка ремонтных гильз в блок цилиндров. Для этого
отверстия в блоке цилиндров растачиваются под размер ремонтных гильз, при этом точность
обработки должна быть достаточно высока, чтобы обеспечить нужный натяг при посадке гильзы в
блок цилиндров. Величина натяга зависит от материала блока, толщины перегородок между
цилиндрами и.т.д. Например, при гильзовке чугунного блока гильза устанавливается с натягом в
0,07-0,08 мм. При гильзовке алюминиевого блока, в зависимости от сплава блока и толщины
стенок между цилиндрами натяг составляет от 0,04 до 0,08 мм. От продольного смещения гильзу
удерживает упор, который может располагаться, как снизу, когда гильза своим основанием
упирается в блок цилиндров, так и с сверху, когда бурт наверху гильзы опирается на проточку в
блоке цилиндров.

Первый этап гильзовки – это расточка отверстия в блоке цилиндров и доработка гильзы до
нужных размеров.

Второй этап – это запрессовка гильз. Для этого блок цилиндров нагревается до 80-100⁰С, а сами гильзы охлаждаются в жидком азоте (температура кипения азота -195,8°C). После этой процедуры
гильза от руки заходит в отверстие блока.


После этого, гильзы на специальном прессе осаживаются с определенным усилием, чтобы
исключить возможное проседание гильзы в процессе эксплуатации.
Третий этап – расточка гильзы. Блок цилиндров устанавливается на расточной станок и
производится расточка отверстий цилиндров с припуском на последующую хонинговку.
Четвертый этап – обработка плоскости или плоскостей сопряжения с ГБЦ.

Далее блок цилиндров отправляется в мойку. Где из него удаляются стружка и пыль, оставшиеся
после механической обработки.

На пятом этапе происходит обработка цилиндров на хонинговальном станке, где цилиндры
обрабатываются до нужного диаметра, чтобы обеспечить необходимый тепловой зазор между
поршнем и цилиндром и наносится хон-риска.
Одноразовые, но не совсем: способы капремонта современных моторов

Что делали владельцы старых автомобилей, когда мотор начинал гнать масло в цилиндры и коптить небо сизым дымом? Они делали капремонт – растачивали изношенные стенки цилиндров и ставили поршни большего диаметра. И мотор мог «ходить» еще 150-200 тысяч километров, а то и больше.
Тенденции современного автомобилестроения таковы, что классические чугунные блоки под несколько ремонтных размеров поршней уже стали исчезающим видом, куда чаще двигатели являются «одноразовыми». Нет ремонтных размеров цилиндропоршневой группы, нет ремонтных размеров вкладышей коленчатого вала.
Что может произойти с таким мотором и что делать, если он всё же сломался, а заменить на новый агрегат – не вариант из-за слишком высокой цены? Моторы бывают разные, но почти всегда можно найти альтернативный путь и вернуть его к жизни. Другой вопрос, имеет ли это смысл с точки зрения финансовой?

Алюминиевые блоки с чугунными гильзами
Самый простой вариант – «обычный» мотор с чугунными гильзами, а иногда даже и с блоком из того же чугуна, но не имеющий ремонтных размеров поршневой группы и коленчатого вала.
А кстати, почему? Существует «теория заговора», согласно которой производители специально ограничивают выпуск деталей для ремонта, лишь бы потребитель косяком шел в салоны за новыми машинами. Но если это и правда, то отчасти. Дело в том, что многие современные чугунные моторы по стойкости к выработке – не чета старым.
Вследствие прогресса в материалах чугунная гильза по износостойкости вплотную приблизилась к весьма недешевым технологиям с применением алюсила и никасила, о которых подробно расскажем ниже.
Естественный износ чугуна, по сути, остался в прошлом. Зачастую естественная выработка цилиндра при пробеге свыше трехсот тысяч километров оказывается минимальной. А если износ меньше глубины хонингования (две-три сотые доли миллиметра), то нет и нужды в расточке.
Разумеется, для производителя это хороший повод отказаться от ремонтных размеров и выпускать только несколько градаций «номинальных» поршней и колец. Но, к сожалению, износ бывает не только естественным. При залегании поршневых колец, попадании абразива в цилиндры, перегревах, детонации или других неприятностях с мотором могут выйти из строя один или все цилиндры.
На них появляются задиры, эллипсность или даже кольцевая выработка, возможны и нарушения геометрии шатунно-поршневой группы. Если бы была возможна расточка, то проблема решалась бы просто переточкой в новый размер, дефекты такого рода обычно при этом удаляются без проблем. Но точить-то нельзя! Попросту нет в продаже поршней нового размера, а если проблемы с коленчатым валом, то и его точить тоже нельзя – нет вкладышей.
Способ ремонта №1: покупка шот-блока
Значит, моторы все же одноразовые? Отнюдь. Решить проблему такого мотора можно несколькими способами. Первый из них – штатный, рекомендуемый производителем. И зачастую, кстати, не самый плохой. Это покупка так называемого шот-блока, то есть блока цилиндров в сборе с поршнями и коленчатым валом. Поставить на него головки блоков, картер, навесное оборудование – и мотор готов.
Обычно минусом такого решения является цена, но если вспомнить, что оригинальные поршни обычно тоже стоят недешево, да и работа стоит немало, то… Вопрос, как всегда, в цене на конкретные экземпляры. Например, известные моторы Opel Z22SE или Saab B207 как продукция компании GM имеют большой выбор шот-блоков, причем далеко не только от производителя. Цена их в США очень приятная – от полутора тысяч долларов. За две с половиной можно приобрести тюнинговый усиленный блок со строкер-китом на 2.5 – 2.7 литра или рассчитанный под большее давление наддува и солидный крутящий момент. А вот на немолодые Тойоты шот-блок обойдется минимум в три с половиной тысячи. При этом изрядная часть моторов большого объема имеет шот-блоки ценой около пяти тысяч. И тут уже придется задуматься об альтернативе простой замены.
Способ ремонта №2: гильзование блока цилиндров и «родные» поршни
Гильзы делаются, как говорится, «в номинал», то есть того же размера, что и в оригинале. Если удачно подобрать материал гильзы и точность «натяга», то разве что немного пострадает теплопередача, ведь «родная» гильза именно залита в расплавленный металл, а ремонтная, в зависимости от способа посадки, может как почти не иметь монтажного зазора, так и сохранять зазор от одной до трех сотых.
Дальше всё зависит от точности мехобработки и от качества сборки. Оригинальная поршневая группа номинального размера прекрасно будет работать в таком моторе. Можно гильзовать только поврежденный цилиндр и тем самым уменьшить цену работ. Многое зависит от мастерства исполнителей работ, но если в вашем городе есть точные станки, то это сравнительно недорогой способ восстановления мотора.
Как гильзовать блок цилиндров
Москва 8 800 101 6229
Киев +38 096 163 2183
E-mail: написать 

СЕРГЕЙ САМОХИН,
АЛЕКСАНДР ХРУЛЕВ,
кандидат технических наук,
директор фирмы «»
Способ ремонта блоков двигателей установкой чугунных гильз хорошо известен и широко используется автеремонтниками с незапамятных времен. Применяя технологию гильзования при ремонте зарубежных двигателей, отличающихся большим конструктивным разнообразием, нужно учитывать ряд нюансов. Иначе можно легко нажить себе неприятности.
Когда при вскрытии двигателя обнаруживаются критические повреждения стенок цилиндров, часто оказывается, что щадящий способ ремонта, растачивание и хониигование цилиндров под установку поршней ремонтного размера, неприменим. Действительно, таким образом восстановить блок удается далеко не всегда.
Подавляющее большинство чугунных блоков современных двигателей имеет так называемую моноблочную конструкцию. В моноблоке гильзы цилиндров (таким термином в общем случае называют стенки цилиндров) составляют с телом блока единое целое. Для таких блоков, как правило, выпускаются поршнекомплекты ремонтного размера. В качестве редкого исключения можно упомянуть отдельные типы дизельных двигателей (к примеру, Isuzu), в которых применяется блок из чугуна с запрессованными в него тонкими стальными гильзами. Они не растачиваются, а заменяются при ремонте. Тем не менее, в последнее время увеличивается доля двигателей с блоками, изготовленными из алюминиевых сплавов. Здесь, как говорится, возможны варианты.
Некоторые алюминиевые блоки изготавливаются составными. В них тонкостенные гильзы с толщиной стенки мм выполняются из другого материала (чаще — чугуна) и устанавливаются в блок при его отливке. Такая конструкция получила название «блок с сухими чугунными гильзами» и применяется в и двигателях Volvo, двигателях Land Rover, японских моторах Honda, Nissan, Suzuki, Subaru и ряде других. Технологии ремонта блоков с «сухими» гильзами, как правило, предусматривают возможность растачивания и хонингования цилиндров под увеличенный размер поршней, но из этого правила нередко бывают исключения.
Ряд автопроизводителей применяет цельноалюминиевые блоки, в которых поверхность стенок цилиндров подвергается специальной химико-термической обработке. Упрочненная структура поверхности, отличающаяся высокой концентрацией кристаллов кремния, получила название Silumal (по терминологии фирмы Mahle). Такую технологию используют при изготовлении блоков двигателей Mercedes V8 и V12, BMW V12, Audi V8, Porsche V8 и L4, Honda L4. Помимо этого, в некоторых моторах BMW применяются алюминиевые моноблоки, в которых на поверхность цилиндров наносится твердое покрытие Nicasil. Оно представляет собой композицию никеля и частиц карбида кремния. Для алюминиевых моноблоков типа Silumal производятся ремонтные поршнекомплекты с увеличением размера цилиндра на 0,5 мм и даже на 1,0 мм. Напротив, для алюминиевых моноблоков с покрытием Nicasil ремонтных поршней не существует.
Из сказанного следует, что первое ограничение на применение метода ремонта растачиванием под увеличенный размер поршня накладывается конструкцией блока. Возможности ремонта блока методом растачивания также ограничиваются величиной и характером повреждений. Степень износа стенок или глубина рисок и задиров могут достигать таких значений, что удалить эти дефекты нельзя даже при расточке цилиндра в максимально возможный ремонтный размер, Указанный способ ремонта тем более неприменим в случаях, когда в стенке образовалась трещина или обширная пробоина, или в месте заливки «сухой» гильзы появилась течь, в результате которой в цилиндр и картер поступает антифриз. Бывает, что ремонт, предусматривающий последующую установку комплекта ремонтных поршней, может оказаться просто нецелесообразным ввиду их высокой стоимости или дефицита.
Практически во всех случаях, когда растачивать цилиндры бесполезно или неэффективно, спасти ситуацию можно установкой в блок ремонтных гильз. Технология гильзовки блоков универсальна, ее можно применять для блоков любой конструкции.
Универсальная технология
Для ряда конструкций блоков заводы-изготовители допускают ремонт методом гильзования. В таком случае предусматривается поставка в запасные части к двигателю ремонтных гильз. Например, они поставляются для некоторых цельноалюминиевых блоков, изготовленных с применением технологии Silumal. Гильзы для таких блоков изготавливаются из алюминиевого сплава, структура их материала соответствует материалу блока. Безусловно, применение «фирменных» гильз дает наилучшие результаты с точки зрения восстановления работоспособности двигателя, но в наших условиях ограничивается их высокой стоимостью <более Евро за гильзу>, а потому экономически оправдано лишь тогда, когда гильзуется один или несколько цилиндров.
Напротив, на некоторые типы блоков ремонтные гильзы не выпускаются. Такая ситуация характерна для алюминиевых моноблоков с покрытием Nicasil, а также и для многих моделей чугунных блоков. Означает ли это, что поврежденный блок ремонту не подлежит и его остается лишь выбросить? Отнюдь, отечественная практика показывает, что даже в тех случаях, когда ремонт гильзованием официально не одобрен заводом-изготовителем двигателя, его можно успешно применять. Правда, непременным условием является точный расчет и полное владение технологией установки гильз.
Опыт использования технологии ремонта отечественных моторов установкой ремонтных гильз, изготовленных из чугуна, насчитывает не один десяток лет. Ее особенности хорошо известны, и на них нет смысла останавливаться. В то же время, ввиду большого конструктивного разнообразия двигателей зарубежного производства, единых рекомендаций, касающихся процедуры их гильзовки блоков, не существует. Для успешного выполнения работы в каждом конкретном случае нужно учитывать два основных момента.
, для правильного определения геометрических параметров ремонтной гильзы необходимо тщательно изучить конструкцию блока. После растачивания цилиндров под установку ремонтных гильз толщина их стенок должна быть достаточной для сохранения механической прочности блока. , материал, из которого изготавливается гильза, должен быть работоспособным в паре с материалом (или покрытием) поршней и поршневых колец. Работоспособность материала гильз можно считать достаточной, если ресурс отремонтированного блока достигает, как минимум, 150 000 км пробега автомобиля.
Проверено, что, используя гильзы, изготовленные из серого чугуна, обеспечить такой ресурс более чем реально. Их можно применять не только для ремонта чугунных моноблоков или алюминиевых блоков с «сухими» гильзами, но и для восстановления всех типов цельноалюминиевых блоков. В последнем случае установка чугунных гильз означает серьезное изменение конструкции, которое нельзя не принимать во внимание. Прежде всего учитывается разное тепловое расширение алюминиевого блока и ремонтной гильзы.
Чтобы в процессе работы не нарушался тепловой контакт между гильзой и блоком, гильза должна устанавливаться с натягом не менее мм. В противном случае возможна потеря натяга гильзы при работе двигателя, перегрев и разрушение поршня, тепло от которого в основном отводится в стенки цилиндра через кольца. Помимо этого, необходимо внести изменения в тепловой зазор между поршнем и гильзой. В алюминиевом моноблоке он обычно составляет мм. При использовании чугунной гильзы его следует увеличить в 2, а то и в 3 раза. Установлено, что долговечность вновь образующихся пар трения «чугун-сталь» и «чугун-хром» в местах контакта гильзы с поршнем и кольцами не намного ниже в сравнении с вариантом, когда цилиндры обработаны по заводским технологиям.
Однако не все так безоблачно. При выборочном пользовании отдельных цилиндров алюминиевых блоков чугунными гильзами часто наблюдается деформация цилиндров, соседствующих с ремонтируемыми. Искажения формы цилиндров в виде эллипсности возникают двух факторов: вынужденно большой величины натяга ремонтной гильзы и недостаточно большой прочности алюминиевого сплава. Если эллипсность не превышает величины в мм, это не так страшно. Такие отклонения могут быть компенсированы податливостью тонких поршневых колец, которые применяются в моторах зарубежного производства. И все же более правильным в этой ситуации будет либо гильзовать весь блок (одну сторону в случае двигателя), либо провести последующую обработку всех цилиндров под установку поршней ремонтного размера, если таковые предусмотрены. Именно по этой причине использование упоминавшихся «фирменных» алюминиевых гильз при ремонте отдельных цилиндров цельноалюминиевых блоков предлочтительнее. Они устанавливаются с меньшим натягом (около 0,02 мм) и потому не вызывают деформацию соседних цилиндров.
Эффект искажения формы соседних с ремонтируемыми цилиндров характерен и для чугунных блоков. В зависимости от жесткости стенок он может проявляться в большей или меньшей степени. Поэтому, установив ремонтную гильзу, обязательно нужно проверить, как это отразилось на геометрии расположенных рядом цилиндров и после этого принять оптимальное решение.
Все будет «О’кей»
Несмотря на то, что основные этапы гильзовки блоков неплохо отработаны, проблемы все же возникают. Одна из самых распространенных заключается в том, что после непродолжительной эксплуатации в гильзованном блоке может нарушиться герметичность прокладки головки блока. Такой серьезный дефект, перечеркивающий результаты многодневной работы, случается в основном при восстановлении блоков из алюминиевых сплавов и вызывается просадкой гильз. Вскрытие двигателя в таких случаях показывает, что гильзы опускаются от первоначального положения на величину мм. Давление на прокладку ослабевает, что провоцирует появление течи.
Не понаслышке зная о существовании такой проблемы, специалисты моторного центра фирмы «» провели специальное исследование. Оно показало, что причина просадки гильз кроется в самом процессе установки гильзы в блок, В настоящее время редко кто устанавливает гильзы, задавливая их прессом. Такой метод применим только для чугунных блоков, да и то чреват деформацией тонкостенных гильз. Запрессовывать гильзы в алюминиевые блоки и вовсе не рекомендуется. При этом существует большая вероятность «подхвата» мягкого алюминиевого материала и образования обширных задиров. В таких местах нарушается тепловой контакт между гильзой и блоком. К тому же в месте неплотного прилегания к блоку гильза «дышит», что не позволяет выполнить ее качественную механическую обработку.
Разумная альтернатива запрессовке, одинаково пригодная для ремонта как чугунных, так и легкосплавных блоков, — установка гильз «от руки» после создания большой разницы температур между гильзой и блоком, Для этого предварительно нагревают блок или глубоко охлаждают гильзу, либо воздействуют на обе детали одновременно. Один из наиболее удобных способов — охлаждение гильз в жидком азоте. При соблюдении несложных мер безопасности можно быстро довести температуру гильз до такого уровня, когда останется лишь аккуратно опустить их в предварительно расточенные цилиндры.
Для фиксаций положения гильзы в цилиндре чаще используется хорошо себя зарекомендовавшая схема с упорным «буртиком» в верхней ее части (см. рис. 1). Гильза спускается в крайнее нижнее положение до касания буртом поверхности ответной выточки, выполненной при растачивании цилиндра. Обычно касание хорошо ощущается рукой по возникающему легкому стуку. Казалось бы, все очень просто, ничто не предвещает неприятностей, но исследования убедительно показали, что именно на этом этапе допускаются ошибки.
При изготовлении гильзы у большинства специалистов инстинктивно возникает желание минимизировать зазор между наружной поверхностью бурта и выточкой (б). В этом случае после финишной обработки привалочная плоскость блока выглядит абсолютно монолитной. Стремление сделать «как лучше», в соответствие с известной житейской практикой, приводит к обратным последствиям. Дело в том, что на заключительном этапе установки гильзы в полости (А), образующейся между буртом и выточкой, скапливается воздух. Если зазор недостаточен, воздух не успевает полностью покинуть полость. Сжимаясь, он работает аналогично пневмоподвеске — после легкого касания бурта упорной поверхности происходит «отбой». Гильза незаметно для глаза приподнимается и, нагреваясь, в этом положении «схватывается». Нагрев при работе двигателя ослабляет натяг и гильза проваливается.
Аналогичная картина наблюдается в случае попадания в ту же полость герметика. Герметик применяется при установке гильзы в цилиндр. Он наносится в верхней (всегда) и нижней (если стенки цилиндра имеют трещины или пробоины) зонах расточенного цилиндра для исключения просачивания антифриза в цилиндр и картер. Выполнять эту операцию нужно очень аккуратно, чтобы исключить попадание герметика в выточку.
Если гильзуется чугунный блок, после установки допускается «додавить» гильзы до упора. Вероятность их проседания при этом будет исключена. Другое дело, если блок — алюминиевый и особенно . В этом случае прилагать большие усилия не рекомендуется, так как его можно легко деформировать. Единственное, что можно и даже нужно сделать после установки гильз, — нагрузить («заневолить») их тем или иным способом. Эта мера предотвратит их подъем на этапе выравнивания температур разницы коэффициентов теплового расширения материалов блока и гильз.
Один из способов избежать просадки гильз, установленных в легкосплавный блок, — перейти на другую схему фиксации гильзы. В ней гильза изготавливается без упорного буртика. Упорная поверхность, до которой она досылается, образуется растачиванием цилиндра не «на проход», а на рассчитанную глубину. К сожалению, рекомендовать этот способ к широкому применению нельзя. В такой конструкции, как и в блоках с «мокрыми» чугунными гильзами, последние, установленные «в распор» между прокладкой и выступом блока, постоянно испытывают продольные нагрузки и могут непредсказуемо деформироваться при работе.
В то же время проведенные эксперименты показали, что существует очень простой выход из создавшегося положения. При установке гильзы с верхним упорным буртом достаточно обеспечить радиальный зазор (б) не менее 0,2 мм. При этом условии подъем гильзы в момент установки практически исключается. То, что на привалочной поверхности блока появляются кольцевые щели, никак не отражается на работоспособности блока.
Чтобы полностью исключить возможность ошибки, все этапы процесса установки гильз рекомендуется отражать в технологической карте. На ней можно поместить чертеж зоны посадки. Перед сборкой гильзы и соответствующие им цилиндры маркируются. Затем с точностью до 0,01 мм измеряются высота буртиков и глубина выточек. Для каждой пары деталей рассчитывается теоретическая величина выступания гильзы над плоскостью блока, равная разности измеренных величин (см. рис. 2). Все данные заносятся в карту. После гильзования величина выступания каждой гильзы точно вымеряется и сравнивается с расчетной. Если обнаруживается расхождение, указывающее на неплотную посадку, гильза безжалостно вырезается, и процесс повторяется до полной «виктории».
Соблюдение именно такого комплекса правил гарантирует от неприятностей. По крайней мере, с прокладкой все будет «о’кей».
Гильзовка блоков цилиндров
Принципиально все двигатели с цилиндрами и поршнями устроены одинаково (мы не говорим сегодня, например, о роторных двигателях), и получают износ цилиндров примерно одинаковым путем — при штатной работе поршневых колец по поверхности цилиндра, или из-за нештатных обстоятельств (задиры, царапины). А вот их ремонт уже сильно зависит от нюансов конструктивного исполнения. Об этом мы сегодня и поговорим.
Классифицировать двигатели можно по многим критериям. Рассмотрим ту классификацию, которая относится к гильзовке.
Гильзы и безгильзовые двигатели
Существуют два исполнения: либо рабочая поверхность цилиндра является материалом блока цилиндров, либо рабочей поверхностью является гильза, запрессованная или залитая в цилиндр.

Блок цилиндров без гильзы. Рабочая поверхность цилиндра – материал блока

Блок цилиндров с гильзой. Поршневые кольца работают по поверхности гильзы, не контактируя с материалом блока цилиндров
Это грубая классификация. Далее она разделяется на несколько веток, в зависимости от материалов блока цилиндров и материала гильз. Многообразие конструктивных исполнений не исчерпывается нижеперечисленными вариантами, однако смело можно сказать, что большинство наиболее распространенных вариантов перечислено.
Чугунный блок цилиндров без гильз
Цилиндры в блоке цилиндров выполнены сразу в рабочем размере, расточены и отхонингованы, поршневые кольца работают прямо по материалу блока.

Чугунный блок цилиндров без гильз

Тот же блок, вид вблизи. Видно, что гильзы нет, рабочая поверхность цилиндра — непосредственно материал блока
Как правило, такие блоки цилиндров предусматривают ремонтные размеры. Если износ невелик, цилиндры растачиваются в ремонтные размеры, и устанавливаются ремонтные поршни. Если износ превышает ремонтный размер или для данного двигателя не выпускаются поршни ремонтных размеров — под поршни номинальных размеров подбирается или изготавливается гильза соответствующих размеров, блок растачивается под посадку гильзы и гильзуется.
Чугунный блок цилиндров с чугунными гильзами
Цилиндры в блоке цилиндров изначально выполнены под прессовую посадку гильз. Гильзы запрессованы, и поршневые кольца работают по ним.

Здесь видно, что в чугунный блок запрессована гильза
В этой конструкции замена гильз — штатный технологический маршрут.
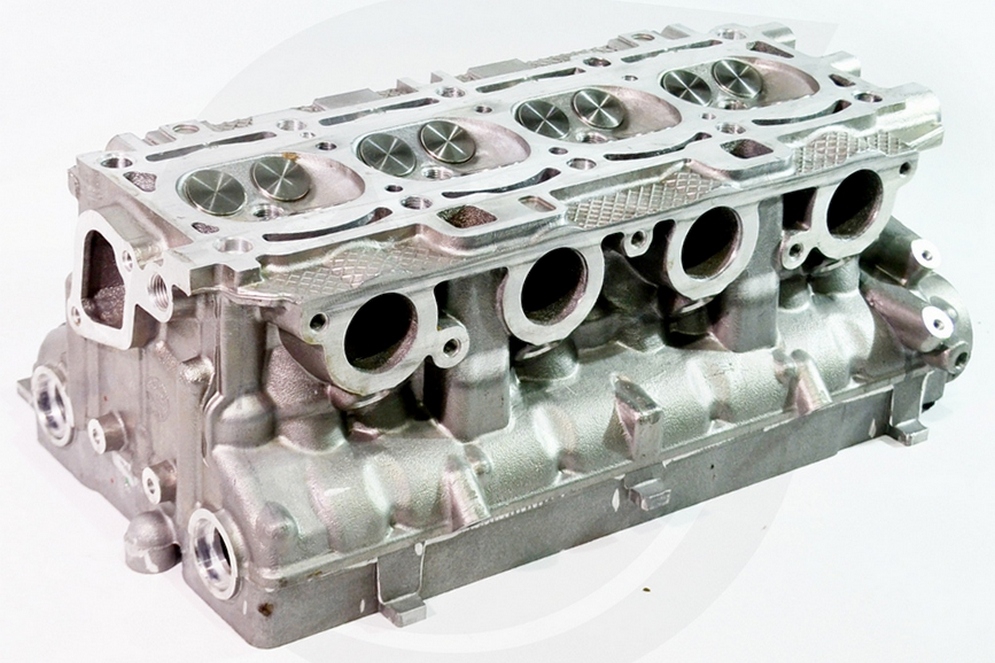
Алюминиевый блок цилиндров с чугунными гильзами
В этой конструкции гильзы из чугуна заливаются в блок цилиндров на этапе производства.


Заводские гильзы при этом имеют неровную внешнюю поверхность:

Это не огрех производства, а сделано специально для того, чтобы гильза была неподвижна относительно блока. В то же время это не позволяет просто выпрессовать гильзу из блока. Приходится снимать материал гильзы на расточном станке.
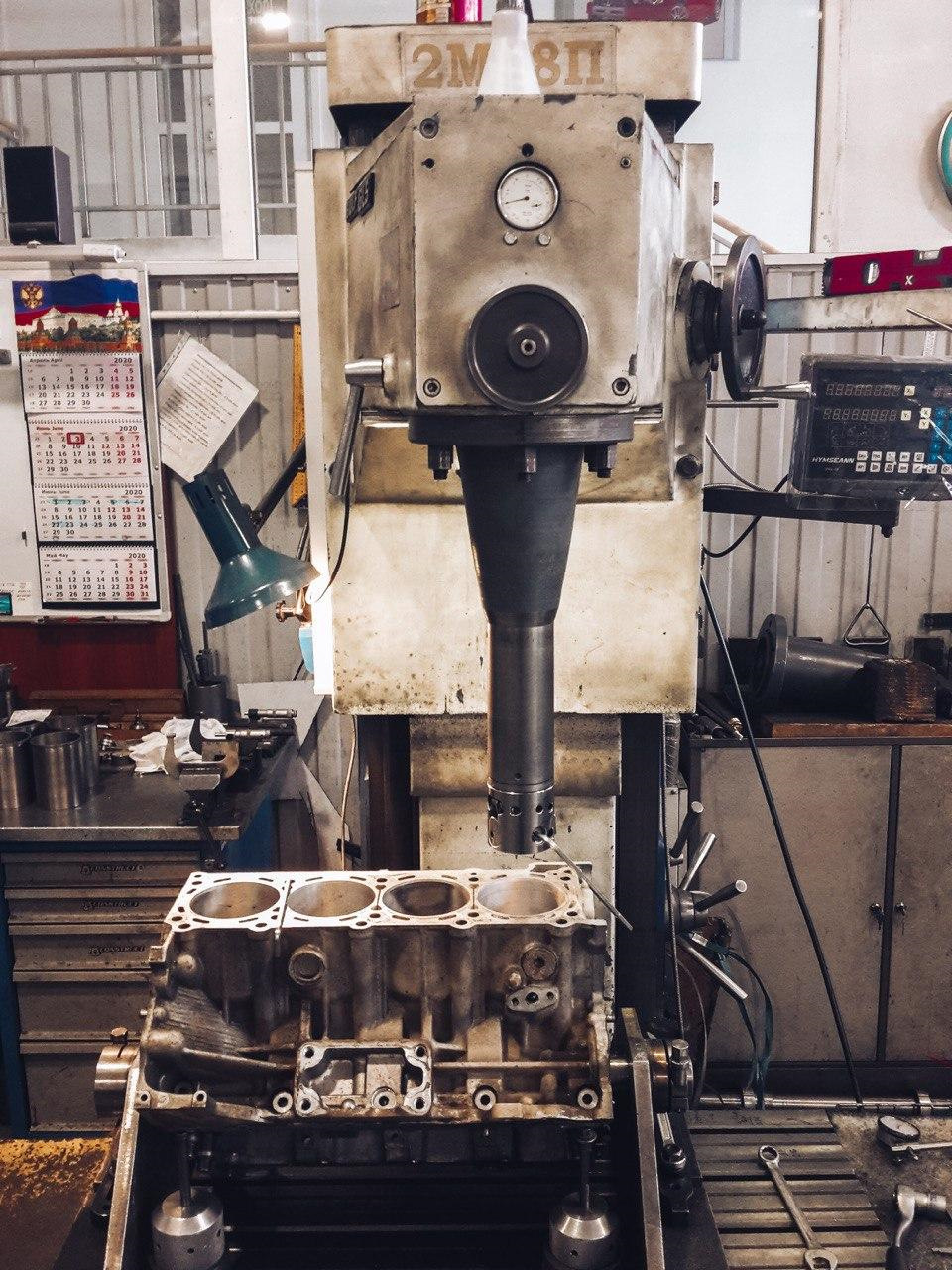
Стадии ремонта блока цилндров
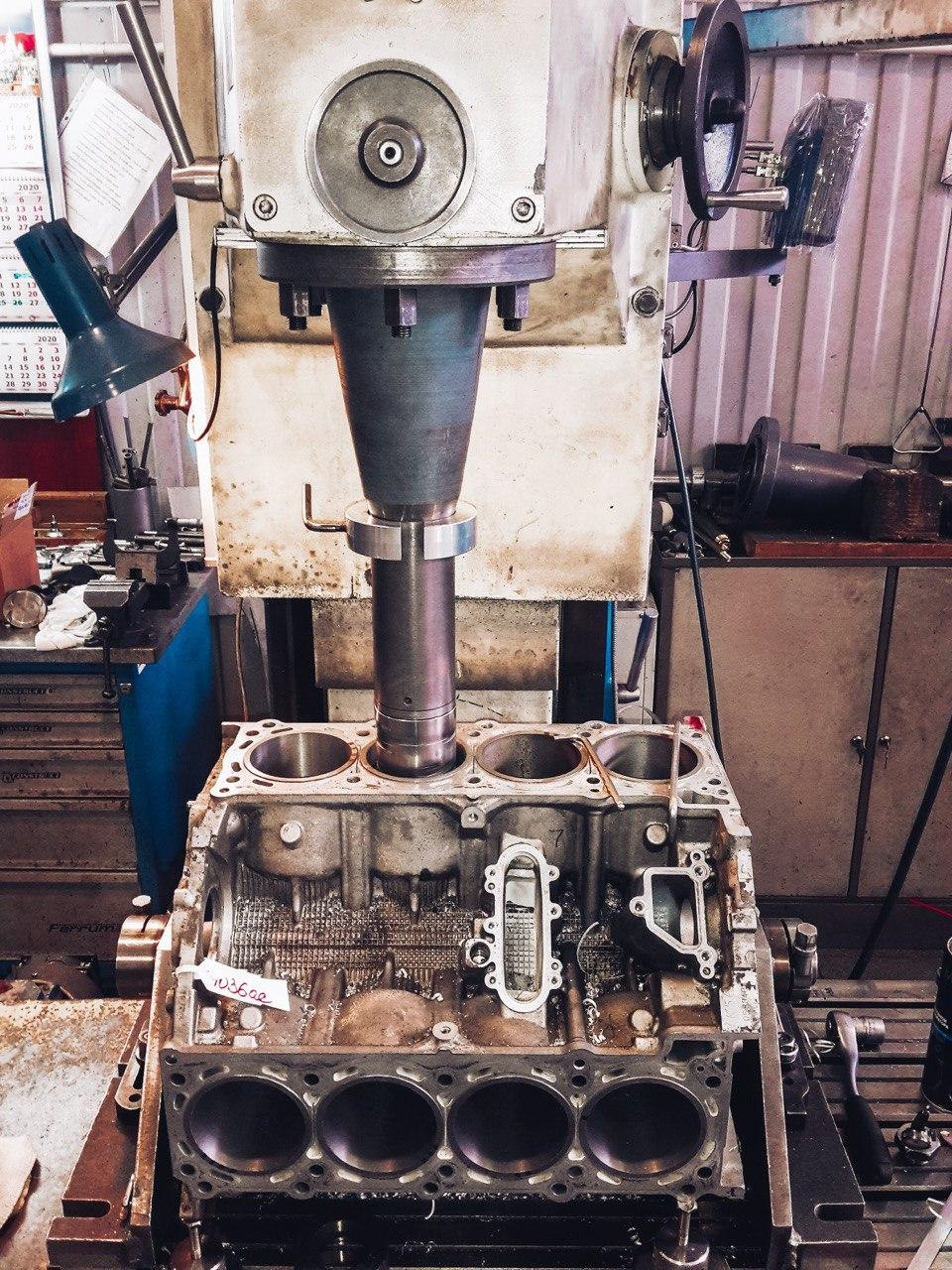
Ниже приведены основные стадии ремонта такого блока. Так выглядит блок, подготовленный к установке гильз. Видно, что три гильзы слева уже вставлены, а четвертая — еще нет:

А так выглядит расточенный цилиндр вблизи. Сверху виден буртик под гильзу с верхним упором:

Алюминиевый лок цилиндр расточен
А так выглядит сама гильза с верхним упором:

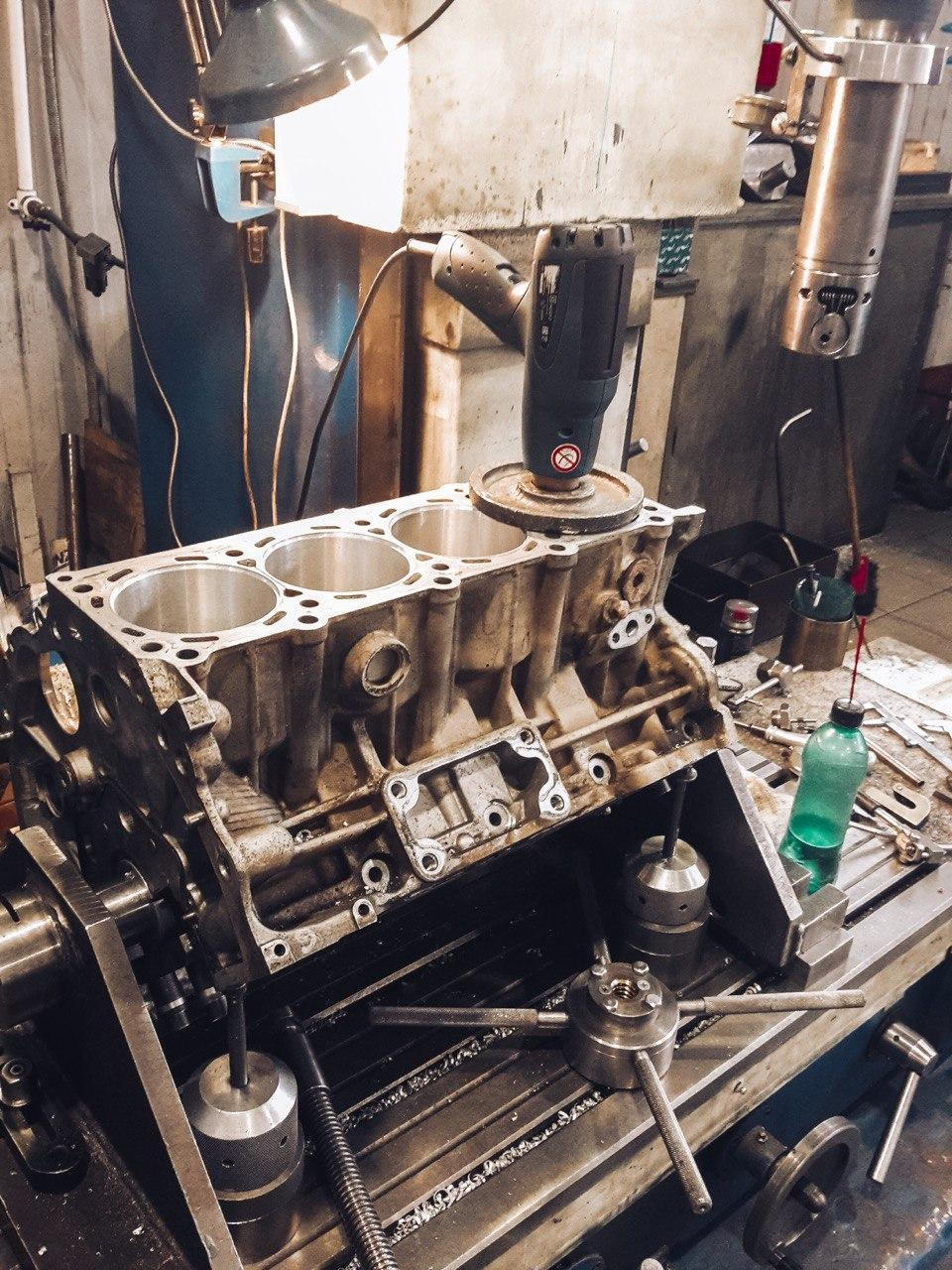
Так гильзы выглядят, будучи установленными в блок:

Алюминиевый блок гильза вставлена
Алюминиевый блок цилиндров без гильз
Если поршневые кольца будут работать прямо по алюминию — алюминий достаточно быстро износится. Чтобы этого избежать, существует ряд способов. Первый способ – нанесение специального покрытия на алюминиевые стенки цилиндра. Примером такой технологии служит Nikasil – сплав никеля и кремния. В истории марки BMW был период выпуска двигателей с таким покрытием. Практика показала, что это покрытие достаточно часто «осыпается», поэтому производители двигателей от него отказались. Тем не менее, определенное количество автомобилей с такими двигателями до сих пор ездит по дорогам.
Для таких блоков цилиндров не предусматриваются ремонтные размеры — при расточке будет снято специальное покрытие, и все свойства стенки цилиндра будут утеряны. Поэтому аналогично безгильзовым чугунным блокам, под номинальный размер поршня подбирается или изготавливается гильза, под размер которой растачивается блок. Строго говоря, производитель не одобряет такого решения – поршневые кольца имеют некие особенности, ориентированные на работу именно по никасилу. Однако сложившаяся практика подтверждает, что после установки в такие блоки гильз из серого чугуна данные двигатели ходят долго и без проблем.
Другой вариант – изготовление блока из сплава алюминия и кремния, например, так называемый «Алюсил». В этом случае стенка цилиндра – опять же, материал блока, как и в случае с чугунным блоком без гильз. Цилиндры также проходят специальную обработку, «вскрывающую» зерна кремния в сплаве, что повышает долговечность покрытия. Увы, это не делает двигатель вечным – такие цилиндры также изнашиваются.

Алюсил блок под расточку
Видно отсутствие гильзы в алюминиевом блоке. Поршневые кольца работают прямо по стенке цилиндра
Алюсиловые блоки цилиндров обычно имеют ремонтные размеры, поэтому, если износ не слишком велик, можно расточить его в ремонтный размер, установить ремонтный поршень, и двигатель будет ездить дальше. Если же износ слишком велик – производитель предусматривает гильзовку блока специальными алюсиловыми гильзами. Беда в том, что такие гильзы очень дороги, поэтому более выгодной является установка обычных гильз из серого чугуна. Как и в случае с никасилом, производитель не предусматривает использования таких гильз, однако сложившаяся практика подтверждает, что после такой гильзовки двигатели достаточно долговечны.
После расточки блок с алюсиловым покрытием выглядит так:

Алюсил блок расточен
Фотография после установки гильзы не приведена, так как не имеет принципиальных отличий от фотографии предыдущего двигателя с установленной гильзой.
«Мокрые» и «сухие» гильзы
Двигатели с гильзами разделяются на две категории: «мокрые» гильзы напрямую контактируют с охлаждающей жидкостью, а в двигателях с «сухими» гильзами охлаждающая жидкость от гильз отделена.
Для двигателя с «мокрыми» гильзами их замена является штатной операцией, и для их замены не требуется специального оборудования. Важно уделить достаточно времени замене уплотнений между гильзой и блоком цилиндров — во избежание утечек охлаждающей жидкости.
Все перечисленные в предыдущем разделе конструкции являются конструкциями с «сухими» гильзами. Вот так выглядит блок с «мокрыми» гильзами:

Стык гильзы с блоком ближе:

Так выглядит посадочное место под «мокрую» гильзу. На фотографии — посадочное место под гильзу с верхним упором:

На двигателях с «мокрыми» гильзами часто присутствует коррозия в месте сопряжения гильзы с блоком цилиндра. Эту коррозию необходимо удалять при ремонте:

Поверхность гильз, контактирующая с охлаждающей жидкостью, тоже может страдать от коррозии. Выглядит это страшновато, но по существу на работоспособность никак не влияет:

Отдельно надо упомянуть конструкцию «opendeck», где цилиндры соединены с блоком только в нижней части. Иногда эту конструкцию называют «мокрыми» гильзами, что неверно. Это — конструкция с «сухими» гильзами, запрессованными или залитыми в материал блока цилиндров.
Несмотря на отсутствие верхних перемычек у цилиндров, видно, что гильзы не контактируют с рубашкой системы охлаждения — жидкость омывает только тело блока
Нюансы технологического процесса
Когда начинаешь описывать процесс, всегда сначала кажется, что описывать толком и нечего Расточили блок под внешний размер гильзы, запрессовали гильзу, на этом практически все. Казалось бы, ничего сложного. Однако же, нет.
- В зависимости от конкретного блока и сочетания материалов — запрессовка может выполняться по разным техпроцессам. Для чугунных блоков самый распространенный метод — запрессовка гильзы прессом, иногда с дополнительным нагревом блока цилиндров. Если гильзуется алюминиевый блок – его нагревают практически всегда.
- После установки гильз в цилиндры — гильзы обычно несколько выступают над плоскостью сопряжения блока цилиндров с головкой. После этого плоскость блока цилиндров протачивается или шлифуется для обеспечения ровной поверхности.
- В большинстве случаев гильзы после установки в цилиндр требуют проточки (на толщину около 0.1 мм), а также хонинговки. Принципиально нет сложностей изготовить гильзу сразу готовую к употреблению, однако при установке гильза может несколько деформироваться, и проточка позволяет гарантированно устранить потенциальную несоосность и другие нарушения геометрии.
Тем не менее, в отдельных случаях встречаются и гильзы, поставляемые сразу отхонингованными и не требующими дополнительных действий после установки в цилиндр.
Если говорить о «мокрых» гильзах» — они всегда поставляются «готовыми к использованию», и дополнительных действий после установки не требуют.
- «Сухие» гильзы обычно прессуются с натягом 0.03-0.04 мм. Принципиально возможно установить гильзу вовсе без натяга – гильза будет зафиксирована упором от перемещения вниз и головкой блока – от перемещения вверх. Однако нет гарантий, что со временем деформации от циклического нагрева-остывания не приведут к тому, что гильза начнет иметь свободный ход в вертикальном направлении. В этом случае двигатель несколько раньше «попросится» на ремонт.
Некоторой «страховкой» от такой ситуации служит порядок технологических операций. Если гильза «сидит» недостаточно плотно, то при хонинговании ее «поднимет» и она начнет выступать относительно плоскости сопряжения с головкой. Если же проход по плоскости выполнять после хонинговки – есть риск, что выступающая часть гильзы просто будет сточена, и факт недостаточно плотной посадки останется незамеченным.
Двигатели VR6
Отдельно имеет смысл рассмотреть работу с блоками цилиндров у двигателей VR6. В отличие от других блоков, здесь цилиндры «выходят» под углом к плоскости сопряжения блока цилиндов с головкой, что затрудняет установку на расточной станок.

Блок сначала устанавливается «начерно», примерно. После этого в расточной станок устанавливается вместо резца головка с часовым индикатором, и проходится по окружности цилиндра в верхней и нижней части. Таким образом можно точно проконтролировать, вертикально ли установлен цилиндр.
Головка с часовым индикатором выглядит так:

Обязательно ли гильзовать все цилиндры?
Иногда возникает вопрос, обязательно ли гильзовать все цилиндры? Можно ли обойтись ремонтом только одного цилиндра?
Универсальный ответ тут один — «по ситуации». Если критический износ получил только один цилиндр — конечно, имеет смысл обойтись только его гильзовкой, это вполне приемлемо. Правда, надо учитывать, что при гильзовке соседние цилиндры могут получить некоторую деформацию (эллипс), и в этом случае может потребоваться проточить их после этого, чтобы компенсировать эту деформацию. Но здесь конечное решение принимается индивидуально в каждом конкретном случае.