2.3. Программирование частоты вращения шпинделя, подачи
Частота вращения шпинделя задается по адресу S, после которого записывают диапазон (1–3), знак направления вращения шпинделя и частоту вращения.
Знак минус обозначает вращение шпинделя по часовой стрелке (обратное вращение). Запись S3 – 1500 показывает, что выбран третий диапазон и шпиндель вращается с частотой 1500 об/мин по часовой стрелке, а запись S2 150 – выбран второй диапазон, а шпиндель вращается с частотой 150 об/мин против часовой стрелки (прямое вращение).
Величину подачи рабочего органа задают по адресу F. Например, запись F0,25 показывает, что подача составляет 0,25 мм/об, запись F1 – подача 1 мм/об.
Поворот резцедержателя восьмипозиционной многорезцовой автоматической головки для установки инструмента в рабочую позицию задают по адресу Т, после которого записывают номер позиции. Например, запись T6 показывает, что на рабочую позицию устанавливается инструмент, находящийся в шестом гнезде поворотного резцедержателя.
2.4. Программирование линейных перемещений
В зависимости от нанесения размеров на чертеже детали и последовательности обработки линейные перемещения могут быть заданы в абсолютной или относительной системах отсчета. Перемещение по оси Х в абсолютной системе отсчета задается адресом Х и координатой конечной точки пути относительно нулевой точки детали. Координаты в абсолютной системе по оси Х задаются на диаметр.
Например, запись кадра N005 при линейном перемещении резца по координате Х в абсолютной системе отсчета имеет вид:
N005 Х20 – для протачивания наружной канавки до Ø 20 мм (рис. 18, а)
N005 Х26 – при протачивании внутренней канавки (рис. 18, б).
Без задания рабочей подачи линейное перемещение не реализуется, поэтому в одном из предыдущих кадров управляющей программы должна быть задана подача.
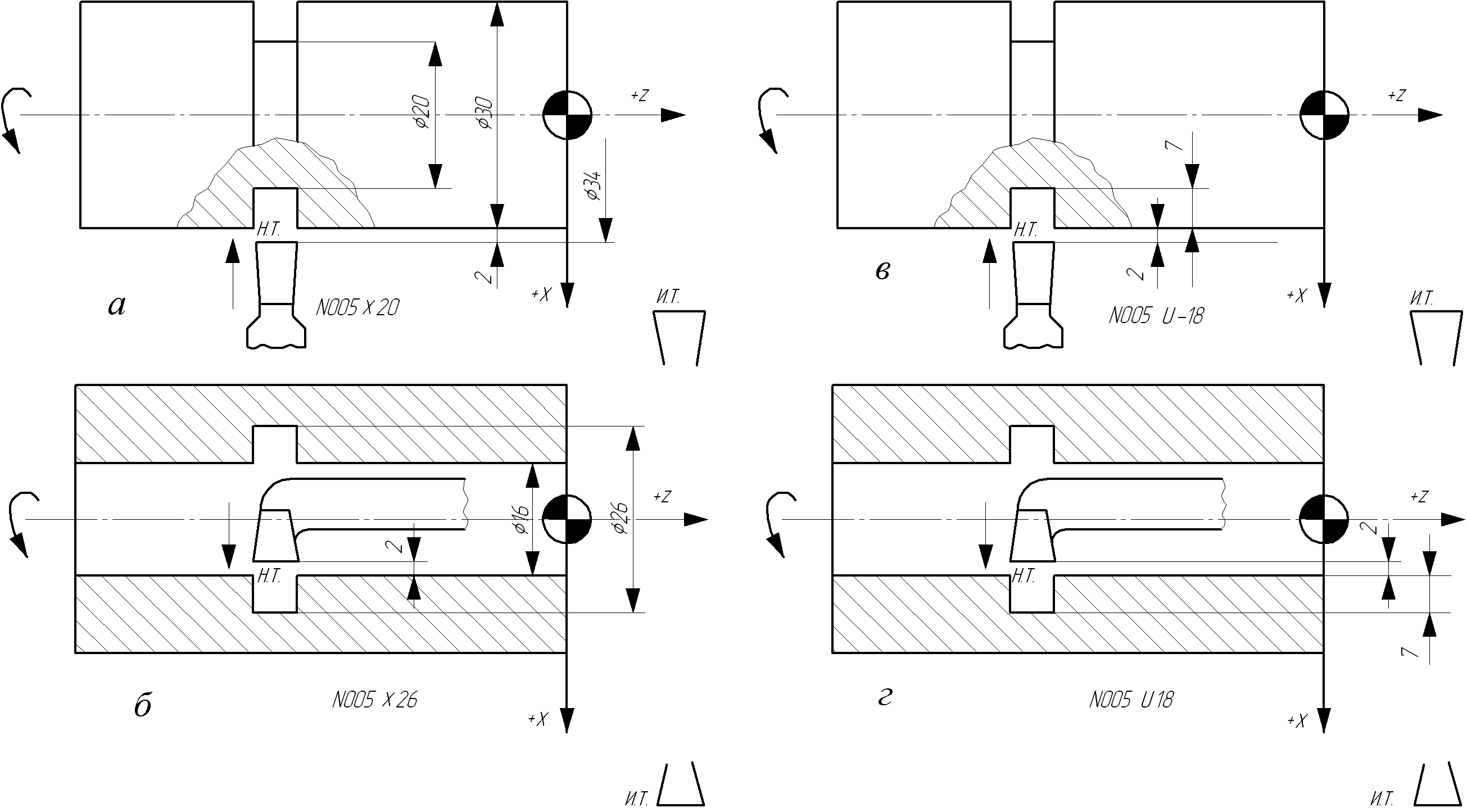
Рис. 18. Пример программирования линейных перемещений по оси Х
в абсолютной системе отсчета (а, б) и в относительной системе отсчета (в, г)
В относительной системе отсчета перемещение по оси Х задается адресом U и числовым значением этого перемещения, которое представляет собой разность координат конечной и начальной точек относительно нулевой точки (X2 – X1). Если резец перемещается от оператора к шпинделю станка, перед числовым значением перемещения ставят знак минус. Знак плюс опускают.
При протачивании наружной канавки (рис. 18, в) перемещение резца по оси Х равно (2 мм + 7 мм)×2 = 18 мм. Запись кадра в относительной системе отсчета имеет вид: N005 U-18.
Аналогично для протачивания внутренней канавки (рис. 18, г) запись кадра можно представить следующим образом: N005 U18.
Перемещения по оси Z в абсолютной системе задаются адресом Z и координатой конечной точки пути с ее знаком относительно нулевой точки детали. Перемещение по оси Z в относительной системе задается по адресу W. Числовое значение перемещения равно приращению координат соседних опорных точек (Z2 – Z1). Направление движения в обеих системах определяется соответствующим знаком. В абсолютной системе ставится знак координаты, в которую происходит перемещение. В относительной системе перед числовым значением перемещения ставится знак минус, если перемещение происходит в сторону, противоположную положительному направлению оси Z.
Например, перемещение резца из начальной точки Н.Т. с координатами Х = 40 мм, Z = 1 мм до точки с координатами Х = 40 мм, Z = – 50 мм (рис. 19) в абсолютной системе записывается кадром N008 Z-50, а в относительной системе – кадром N008 W-51.
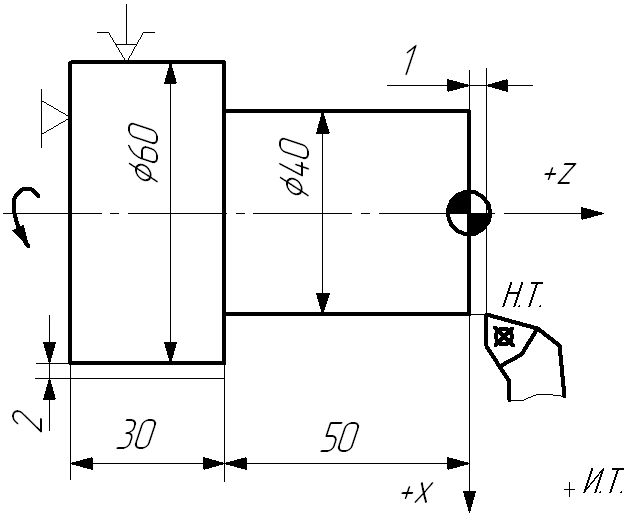
Рис. 19. Программирование линейных перемещений резца
по оси Z в абсолютной и относительной системах отсчета
Управляющая программа с линейными перемещениями, записанными в абсолютной системе отсчета для обработки заготовки из проката диаметром 58 мм при частоте вращения шпинделя – n = 500 об/мин и подаче – s = 0,3 мм/об (рис. 20), имеет следующий вид:
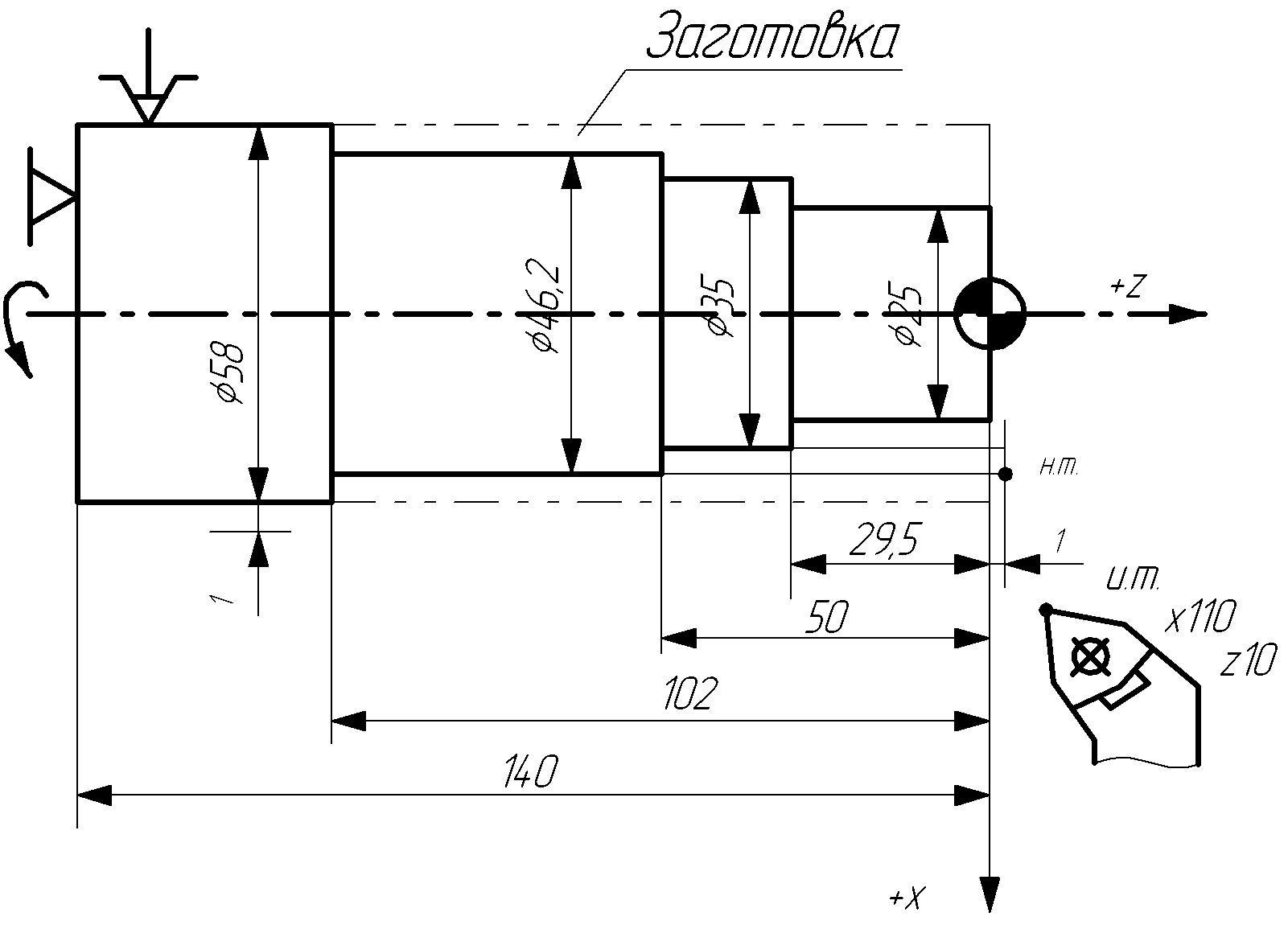
Рис. 20. Эскиз ступенчатого валика с нанесением размеров
для программирования обработки в абсолютной системе отсчета
N001 Т1 S2 500 F0,3
Револьверная головка устанавливается в первую позицию, второй диапазон, n = 500 об/мин, s = 0,3 мм/об.
Подход резца к Н.Т. (Х46,2; Z1) ускорено
(для обработки 1-й ступени).
Точение Ø 46,2 мм на длину 102 мм.
Отвод резца по оси Х до Ø 60 мм.
Отход резца по оси Z ускорено в точку Z = 1 мм.
Подвод резца по оси Х к Ø 39 мм ускорено
(1-й рабочий ход по 2-й ступени).
Точение Ø 39 мм на длину 50 мм.
Отвод резца по оси Х до Ø 48 мм.
Отход резца по оси Z ускорено в точку Z = 1 мм.
Подвод резца по оси Х к Ø 35 мм ускорено
(2-й рабочий ход на 2-й ступени).
Точение Ø 35 мм на длину 50 мм.
Отвод резца по оси Х до Ø 48 мм.
Отход резца по оси Z ускорено в точку Z = 1 мм.
Подвод резца по оси Х к Ø 25 мм ускорено.
Точение Ø 25 мм на длину 29,5 мм.
Отвод резца по оси Х до Ø 37 мм.
Конец управляющей программы (останов шпинделя, отвод резца ускорено в исходную точку (И.Т.) сначала по оси X, затем по оси Z).
В кадрах одной и той же управляющей программы перемещения можно записывать в абсолютной и относительной системе отсчета. Например, в программе для обработки заготовки из штамповки при n = 500 об/мин, s = 0,3 мм/об (рис. 21) кадр N002 записан в абсолютной, а кадры N003 – N008 – в относительной системе отсчета.

Рис. 21. Эскиз валика для программирования обработки
в относительной системе отсчета
N001 T1 S2 500 F0,3
Резец Т1, второй диапазон, n = 500 об/мин, s = 0,3 мм/об.
Подход резца к Н. Т. (Х25, Z1) ускорено.
Точение шейки Ø 25 мм на длину 29,5 мм.
Точение торца до Ø 35 мм.
Точение шейки Ø 35 мм на длину 20,5 мм.
Точение торца до Ø 46,2 мм.
Точение шейки Ø 46,2 мм на длину 52 мм.
Точение торца до Ø 60 мм.
Конец управляющей программы (останов шпинделя, отвод резца ускорено в исходное положение сначала по оси X, затем по оси Z).
Как настроить частоту вращения шпинделя станка
Правильная настройка частоты вращения шпинделя является важным условием для получения качественной обработки деталей на станке. Неправильная настройка может привести к повреждению инструмента, неравномерности обработки или низкому качеству поверхности. В данной статье мы рассмотрим пошаговую инструкцию, как правильно настроить частоту вращения шпинделя станка на нужное значение.
Шаг 1: Подключите станок к электропитанию и включите его. Убедитесь, что все электрические соединения правильно подключены и нет никаких повреждений на кабелях.
Шаг 2: Определите нужное значение частоты вращения шпинделя. Для этого руководствуйтесь требованиями технологического процесса или рекомендациями производителя инструмента.
Шаг 3: Воспользуйтесь пультом управления станком для настройки частоты вращения шпинделя. Обычно для этого используется ручка регулировки или кнопки на панели управления. Инструкция по настройке может отличаться в зависимости от модели станка, поэтому обратитесь к руководству пользователя.
Шаг 4: Постепенно увеличивайте или уменьшайте частоту вращения шпинделя до достижения желаемого значения. При регулировке обратите внимание на изменения звука, вибрации и стабильность вращения.
Шаг 5: Проверьте настройку, произведя обработку тестовой детали. Внимательно осмотрите качество поверхности и размеры, убедитесь, что нет видимых дефектов или отклонений от заданных параметров.
Важно помнить, что неправильная настройка частоты вращения шпинделя может негативно сказаться на качестве обработки деталей и повредить станок. Если у вас возникли трудности или неуверенность, лучше обратиться к специалисту или в техническую поддержку производителя.
Как правильно настроить частоту вращения шпинделя станка?
- Определите требуемую частоту вращения шпинделя в зависимости от типа и свойств обрабатываемого материала.
- Проверьте доступность и корректность настроек частотного преобразователя, который используется для регулировки частоты вращения шпинделя.
- Убедитесь, что станок находится в режиме ожидания или отключен от электрического питания перед изменением настроек частотного преобразователя.
- Используйте соответствующий инструмент, такой как пульт дистанционного управления или программное обеспечение ЧПУ, чтобы настроить требуемое значение частоты вращения шпинделя.
- Проверьте, что новые настройки частоты вращения шпинделя были успешно применены, путем запуска станка в режиме работы и наблюдения за его поведением.
- При необходимости повторите вышеуказанные шаги для дополнительных настроек частоты вращения шпинделя в разных режимах работы станка.
Важно помнить, что настройка частоты вращения шпинделя станка может различаться в зависимости от модели и производителя станка. Поэтому всегда следуйте инструкциям, предоставленным производителем и обратитесь к специалистам, если у вас возникают трудности или вопросы.
Шаг 1: Подготовка и изучение инструкции
Перед началом настройки частоты вращения шпинделя станка необходимо провести подготовительные мероприятия и изучить инструкцию, прилагаемую к станку. Важно убедиться, что вы имеете все необходимые инструменты и материалы для настройки.
Вот несколько основных шагов, которые помогут вам в выполнении подготовки и изучении инструкции:
- Ознакомьтесь с названиями и функциями основных компонентов станка, включая шпиндель, панель управления и конфигурацию.
- Убедитесь, что вы имеете доступ к руководству пользователя и техническому описанию станка. Прочитайте и изучите эту документацию, чтобы понять, как правильно настраивать частоту вращения шпинделя.
- Удостоверьтесь, что у вас есть все необходимые инструменты для настройки и измерения, например, отвертки, вольтметр и часы секундомером.
- Подготовьте рабочее место, чтобы обеспечить безопасность и удобство во время работы. Разместите станок на ровной поверхности и предоставьте доступ к панели управления и инструментам.
- Ознакомьтесь с разделом инструкции, который описывает процесс настройки частоты вращения шпинделя. Уделяйте внимание деталям и особенностям, а также любым предупреждениям или мерам безопасности.
После тщательной подготовки и изучения инструкции вы будете готовы приступить к настройке частоты вращения шпинделя станка.
Шаг 2: Установка и подключение программного обеспечения
Для настройки частоты вращения шпинделя станка на нужное значение необходимо установить программное обеспечение, специально разработанное для данной задачи. Это программное обеспечение позволит управлять параметрами шпинделя и изменять его частоту вращения.
1. Подключите компьютер к станку с помощью соответствующего кабеля или провода.
2. Загрузите программное обеспечение на компьютер. Обычно производитель станка предоставляет программу на своем официальном веб-сайте. Скачайте ее и сохраните на компьютере.
3. Установите программное обеспечение, следуя инструкциям на экране. Обычно это простой процесс, аналогичный установке других программ.
4. После завершения установки откройте программу. Возможно, придется подключить станок к компьютеру с помощью специальных драйверов или настроек. Следуйте указаниям программы и ищите соответствующие разделы меню или настроек.
5. Подключите станок к программе, выбрав соответствующее устройство в разделе «Подключение» или аналогичном разделе программы.
6. Теперь вы готовы к настройке частоты вращения шпинделя. Настройте необходимые параметры и введите желаемое значение частоты вращения.
Следуя этим шагам, вы сможете установить и подключить программное обеспечение для управления частотой вращения шпинделя станка на нужное значение.
Программирование скорости главного движения на ЧПУ
Слово «скорость главного движения» может определять как частоту вращения шпинделя, так и скорость резания.
Скорость главного движения
В кадре скорость главного движения записывается под адресом S. Выбор вида функционирования главного движения осуществляется по одной из следующих вспомогательных функций:
G96 – «Постоянная скорость резания»;
G97 – «Частота вращения».
При кодировании частоты вращения шпинделя в большинстве устройств ЧПУ необходимо указывать и диапазон частоты вращения. Для этого могут использоваться вспомогательные функции
M41–M46 или непосредственная запись диапазона регулирования после адреса перед значением частоты вращения. В некоторых устройствах ЧПУ с помощью вспомогательной функции M36 можно установить режим автоматического поиска ступени коробки скоростей в зависимости от заданной частоты вращения.
При программировании обработки функции ступени коробки скоростей задаются отдельным кадром и имеют модальную активность. Частоту вращения шпинделя в пределах выбранной ступени можно изменять путем программирования без повторения заданной ступени.
Направление вращения шпинделя задается вспомогательными функциями M3 (по часовой стрелке) и M4 (против часовой стрелки). В некоторых устройствах ЧПУ при отработке этих команд предполагается одновременное включение охлаждения. Для этого используются вспомогательные функции M13 и M14.
Останов шпинделя программируется командами M0 или M5 (наиболее эффективным способом – торможением). При отработке команды M2 (конец УП) становится автоматически активной M0 (программируемый оста- нов шпинделя). Если в кадре УП присутствуют одновременно функция M3 (М4, M5) и команды осевых перемещений, то сначала отрабатывается включение шпинделя, а затем – перемещения.
Например: N10 G1 F450 X120 Y200 S160 M3 – шпиндель вращается в направлении по часовой стрелке, ускоряется до 160 м/мин, затем начинается движение по координатам X и Y. N20 G0 Z 250 M5 – остановка шпинделя перед ускоренным движением по оси Z.
Устройства ЧПУ «SINUMERIK 840/810D» допускают программирование нескольких шпинделей (мастершпинделя и четырех дополнительных шпинделей). При программировании необходимо указывать номер дополнительного шпинделя.
Например: N10 S250 M3 S2= 500 M2=4 – мастер-шпиндель вращается в на- правлении по часовой стрелке с частотой 250 об/мин, шпиндель 2 вращается против часовой стрелки с частотой 500 об/мин. Какой из шпинделей является мастершпинделем, можно установить через машинные данные в области параметров станка с помощью следующих программных команд:
SETMS(n) – шпиндель под номером n устанавливается мастер- шпинделем (команда задается отдельным кадром); STEMS – переключение на установленный в машинных данных мастер-шпиндель. При обработке заготовок на токарных станках с ЧПУ используют два режима управления скоростью главного движения: – с поддержанием постоянной скорости резания; – поддержанием постоянной частоты вращения.
Первый режим используется при обработке торцевых и фасонных поверхностей, а также канавок, когда режущая кромка резца в процессе резания перемещается в радиальном направлении. При этом устройство ЧПУ рассчитывает текущее значение частоты вращения шпинделя, которое обеспечивает заданную скорость резания при изменении диаметра обработки. Если обрабатывается заготовка с большими перепадами диаметров, то в кадре УП рекомендуется указывать ограничение частоты вращения шпинделя (команда LIMS).
Например: N10 G96 S150 LIMS= 3000 – скорость резания равна 150 м/мин, при этом частота вращения шпинделя не должна превышать 3000 об/мин.
Второй режим используют при обработке наружных и внутренних цилиндрических поверхностей резцами, а также при сверлении, зенкеровании, развертывании и нарезании резьбы. Дискретность значений скорости резания устанавливается через машинные данные в области параметров устройства ЧПУ (программируемый диапазон от 0,1 до 999999,9 м/мин). При изготовлении деталей на станках с ЧПУ часто возникает необходимость в позиционировании шпинделя (повороте на определенные угловые позиции). Это, например, сверление нескольких отверстий, оси которых не совпадают с осью вращения заготовки, фрезеровании пазов на образующих цилиндрической поверхности и т. д.
Программирование позиционирования шпинделя
Программирование позиционирования шпинделя осуществляется с помощью следующих команд:
SPOS=… или SPOS[n]… – позиционирование мастершпинделя или шпинделя с номером n, включение последующего кадра только после окончания поворота (вместо многоточия указывается позиция шпинделя в градусах);
19 или M[n]=19 – то же, что и предыдущие команды, только для ранних версий программного обеспечения;
SPOSA=… или SPOSA[n]=… – позиционирование мастершпин- деля или шпинделя с номером n, включение последующего кадра, даже если поворот не окончен; M70 или Mn=70 – переключение мастершпинделя или шпинделя с номером n в осевой режим, при этом переход к определенной позиции не осуществляется.
Следующий кадр включается сразу после переключения по M70; FINEA=… или FINEA[n]=… – окончание позиционирования при достижении «Точного останова – точного»; COARSEA=…или COARSEA[n]=… – окончание позиционирования при достижении «Точного останова – грубого»;
WAITS или WFITS[n,m] – ожидание окончания поворота мастер- шпинделя или шпинделей с указанными номерами (программируется в отдельном кадре). При программировании с SPOS (M19) следующий кадр включается после того, как все команды, запрограммированные в кадре с SPOS (M19), выполнили свою функцию (например, отработаны перемещения по координатам) и шпиндель достиг запрограммированной позиции.
Позиционирование с SPOSA не влияет на включение следующего кадра или ход программы и может осуществляться параллельно с выполнением последующих кадров УП. Позиция шпинделя указывается в градусах. Для этого можно использовать следующие явные параметры:
AC(…) – абсолютное указание поворота (относительно положи- тельного направления оси X);
IC(…) – инкрементное указание угла поворота (относительно предыдущей достигнутой позиции);
DC(…) – подвод по прямому углу к абсолютному значению угла поворота;
ACN(…) – абсолютное указание размера, подвод в отрицательном направлении (против часовой стрелки);
ACP(…) – абсолютное указание размера, подвод в положительном направлении (по часовой стрелке).
Например: N10 SPOS [2]= ACP(120) – шпиндель 2 поворачивается на 240º по часовой стрелке, чтобы оказаться в абсолютной координате 120º.
Если в кадре УП указан только угол позиционирования (без пара- метров), то устройство ЧПУ будет воспринимать это значение, как при параметре DC. С помощью параметра WAITS в программе может быть обозначено место, на котором осуществляется ожидание позиции одним или несколькими шпинделями, запрограммированными с параметром SPOSA в более раннем кадре УП.
Например: N10 SPOSA[2]=150 SPOSA[3]=0 – шпиндель 2 позиционируется на 150º по прямому пути, шпиндель 3 позиционируется на 0º; N20…N60 – кадры УП с 20-го по 50-й выполняются, пока осуществляется позиционирование шпинделей по кадру 10; N60 WAITS[2,3] – ожидание при отработке кадра осуществляется до тех пор, пока шпиндели 2 и 3 не достигнут позиций, указанных в кадре 10.
При включенных M3 или M4 шпиндель останавливается на запрограммированном значении позиции. Параметры DC и AC идентичны, т. е. в обоих случаях вращение осуществляется до указанной позиции (если выбрано M3) или против часовой стрелки (M4).
Программирование времени ожидания
Время ожидания (пауза) применяется при выполнении ряда технологических переходов (цекование, точение канавок прорезными резцами, точение фасок, глубокое сверление и т. д.), кодируется подготовительной функцией G4. Продолжительность паузы (для устройств ЧПУ SINUMERIK) записывается словом с адресом F (время в секундах) или адресом S (время в числе оборотов мастершпинделя).
Регулировка оборотов шпинделя в NC Studio
А у поставщика не спрашивали? только значит 9000 и 24000 и других оборотов не дает или вам меньше чем 9000 надо?
#5 OFFLINE Ivan
- Пол: Мужчина
- Город: Бердск, Новосибирск
#6 OFFLINE MiG
- Пол: Мужчина
- Из:Россия , Ковров
Stempel 26.8.2010, 21:33
Ну, вот. Не прошло и года.
Выкладываю инфу по распиновке PCIMC-3D для управления шпинделем.
pin 05 pin13 pin12 обороты в NCStudio (ползунок)
0 0 1 6000
0 1 0 10000
0 1 1 12000
1 0 0 15000
1 0 1 18000
1 1 0 20000
1 1 1 24000
0 0 0 выкл. (кнопка
включения/выключения шипнделя)
Посмотреть состояние пинов можно на вкладке "Состояние" — первой справа (ALT+F6). Там же можно увидеть состояние пинов на концевики.
Сообщение отредактировал MiG: 26 Апрель 2011 — 15:41
#7 OFFLINE Ivan
- Пол: Мужчина
- Город: Бердск, Новосибирск
Вот он! а как и куда залазить с этими настройками?
#8 OFFLINE MiG
- Пол: Мужчина
- Из:Россия , Ковров
ну навскидку если то вроде бы параметры
F 1.7 =1
F 1.8 =2
F 1.9 =3 если правильно понял -это входа регулировки частоты (Х1\Х2\Х3)
и параметры :
это просто предположение ,поэтому прежде чем менять ,запишите старые настройки на всякий случай
мануал E300_Series_Manual.rar (1.5 МБ)
#9 OFFLINE Ivan
- Пол: Мужчина
- Город: Бердск, Новосибирск
а можно по шагово.. не совсем понятно че куда?
где эти pin 05 pin13 pin12..
F 1.7 =1. F 1.8 =2 . ставится на шпиндели?
Может в проводах че не так? 
Сообщение отредактировал Ivan: 26 Апрель 2011 — 21:14
#10 OFFLINE MiG
- Пол: Мужчина
- Из:Россия , Ковров
это провода которые три у вас "kz12\kz13\kz5=x1\x2\x3".
pin 05 pin13 pin12 -номера контактов на разьеме нц-шки
F 1.7 =1. F 1.8 =2 . ставится на шпиндели?
на инвертере .
(скорее всего все таки надо поставить F 1.7 = 3 ,а остальные по умолчанию и так должны стоять)
а то что на картинке (F3.0 . F3.7) тоже в инвертере (частота для каждой из 7ми комбинаций этих трех проводов ) частоты взять из цитаты выше про распиновку нц-шки
#11 OFFLINE Ivan
- Пол: Мужчина
- Город: Бердск, Новосибирск
#12 OFFLINE Ivan
- Пол: Мужчина
- Город: Бердск, Новосибирск
#13 OFFLINE 3D-BiG
- Пол: Мужчина
- Город: Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске.
- Интересы: Полежать на диване, пофлудить на форуме.
- Из:СССР
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#14 OFFLINE halkru
- Пол: Мужчина
- Город: Хабаровск
- Из:СССР
Иван, а как же самостоятельность. по идее ты должен был давать рекомендации .
#15 OFFLINE Ivan
- Пол: Мужчина
- Город: Бердск, Новосибирск
Частотник перерегулирован на регулировку скорости со встроенного резистора (т.е. замыкая контакты FOR и COM на сигнальной колодке частотника он включается и частотавращения регулируется резистором)? Убраны ли лишние провода, идущие от управляющей платы на частотник? Сколько уровней для управления шпинделем в окне состояний отображается в NCStudio?
Вы про эти уровни? 
Иван, а как же самостоятельность. по идее ты должен был давать рекомендации .
#16 OFFLINE 3D-BiG
- Пол: Мужчина
- Город: Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске.
- Интересы: Полежать на диване, пофлудить на форуме.
- Из:СССР
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#17 OFFLINE MiG
- Пол: Мужчина
- Из:Россия , Ковров
Инвертор всегда включен на вращение по часовой перемычкой FWD и СМ.
(перемычка у вас на фотке зеленый провод,СМ-синий),
Х1\Х2\Х3 -(у вас на фотке kz12\kz13\kz5)= 3 провода для управления скоростью,этим он и запускается,
частот 7 вариантов — 0, 6000, 9000, 12000, 15000, 18000, и 24000
(0 или "OFF"=стоп ,все что между 1 и 6000 будет работать с 6000 об\мин ,6001 и 9000 =9000 об \мин. и т.д.).
. если надо плавнее-оставляйте регулировку с потенциометра.
попробуйте в F 3.0 оставить 0 ,а следующие забить по порядку .
F 3.0 =0
F 3.1 =6000
F 3.2 =9000
F 3.3 =12000
F 3.4 =15000
F 3.5 =18000
F 3.6 =24000
И не забудьте проверить эти 3 входа (x1\x2\x3) параметрами F 1.7 =1 F 1.8 =2 F 1.9 =3
(кажется в таком порядке ,или поигратся — попоменять их местами ,если при положение ползуна не будет соответсвовать оборотам ).
возможно именно в них и все дело,потому что по умолчанию два последних настроены уже,а в первом стоит "=11-(REV control)",в итоге врет регулировка
.
Поэтому в таких случаях, когда надо управлять частотой вращения шпинделя рукой резистора, а включать по одному выводу, то делаю на обычных самых массовых диодах сумматор (обычно беру КД521 или КД521 — как самые массовые диоды, которых лежит у меня дома несколько стаканов. ).
при регулировки с потенциометра достаточно отключить в нц-шке чтение оборотов из файла и на FRWD кинуть любой из этих трех проводов-так как при 100% оборотов сигнал есть на всех трех.
P\S . хотя если при фрезеровке двинут регулятор. мммм. да — Ваш способ надежнее .