Проверка герметичности холодильного контура
Опрессовка – испытание системы на плотность проводится для устранения вероятных мест утечки хладагента, а также после проведения ремонтных работ, которые были связаны с разгерметизацией холодильного контура. Ее проводят посредством сухого азота, поскольку при использовании, к примеру, сжатого воздуха, в системе остается влага, и установка оказывается неработоспособной. Исключением в данном случае являются установки, работающие на аммиаке, так как влага не нарушает их работу.
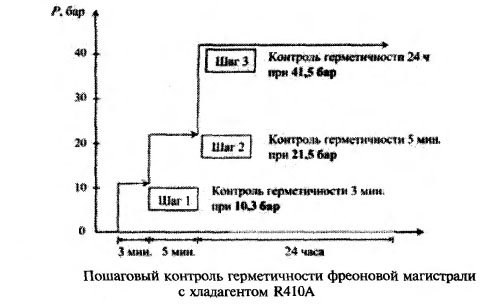
Поскольку давление в баллоне составляет порядка 200 бар, то для его подключения к установке используют специальный редуктор. Давление в установке повышают постепенно, постоянно проверяя ее не герметичность. Как только давление начало снижаться, необходимо сразу же проверить паяные соединения. Для этой цели используют мыльную пену. Появление мыльных пузырей значит, что в данном месте происходит утечка.
Если данным способом утечку обнаружить не удалось, то вместе с сухим азотом в систему добавляют немного хладагента. Это позволяет обнаружить утечку при помощи течеискателя.
Во время проверки аммиачной системы, мешать аммиак с воздухом нельзя, поскольку даже в незначительной концентрации эта смесь является взрывоопасной.
Ваккумирование холодильного контура
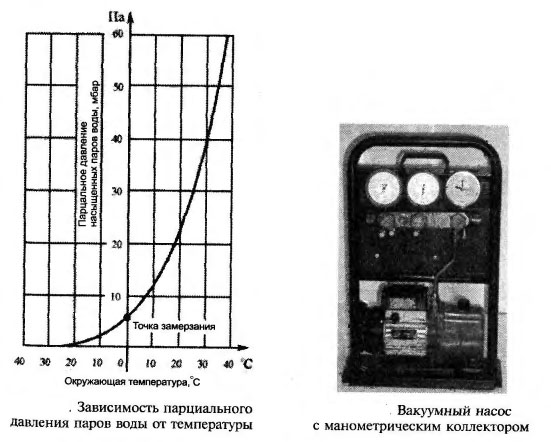
Существует два способа заставить воду перейти из жидкого способа в газообразный: необходимо либо нагреть воду, либо понизить давление. Поскольку в контуре поднять температуру довольно сложно, то применяют вакуумные насосы, снижающие давление.
Время вакуумирования зависит от внутреннего объема холодильного контура, наличия влаги и температуры. При достижении вакуума 1 — 2 бар вентиль от вакуумного насоса перекрывают, а насос отключают. Также следует обратить внимание на шланги вакуумного насоса. Если они слишком тонкие и длинные, то время вакуумирования увеличивается. В то же время при использовании шлангов с большим сечением и мощными насосами систему также не всегда удается полностью отвакуумировать.
В контурах с терморегулирующим вентилем вакуумирование производят с линии всасывания или нагнетания. В системах с капиллярной трубкой – через заправочный коллектор.
После вакуумирования и перекрытия вентилей наблюдают за происходящими изменениями. Если за сутки вакуум изменился только на 0,5 бар, то контур считается герметичным и обезвоженным. При более высоких показателях, контур, скорее всего, недостаточно герметичен.
При вакуумировании контура и проведении ремонтных работ следует учитывать, что убрать влагу, покрытую пленкой масла, довольно трудоемко. Необходимо вакуумировать контур и делать это через фильтр-осушитель. Прежде всего, при помощи специального прибора нужно оценить уровень влажности. Если показатели увеличены, то устанавливается сменный фильтр. В процессе настройки установки их необходимо будет менять до тех пор, пока не будет достигнута потребная степень влажности хладагента.
Заправка хладагента
Перед заправкой необходимо продуть заправочный шланг хладагентом. Для хладагентов R407° C и R410A заправочные цилиндры не используют, заправку производят только жидкой фракцией.
Во время заправки температура баллона понижается, и давление в нем также падает, становясь ниже давления заправляемого контура. В связи с этим, баллон во время заправки холодильного контура нужно подогревать. Для этой цели можно использовать электронагревательный пояс. Его особенность заключается в наличии термоконтакта, благодаря которому при достижении температуры баллона в 50 С, нагрев отключается.
Запрещается подогревать баллон при помощи газовой горелки, поскольку данный вариант может легко привести к перегреву.
Во время заправки установки используют специальные электронные весы с дозатором, поскольку при таком способе количество заправленного хладагента в установке будет точным. При использовании заправочного цилиндра его наполняют тем количеством хладагента, которого будет достаточно для данной установки.
Как опрессовать теплообменник
Функция теплообменной установки заключается в передаче тепловой энергии между потоками рабочих сред с разными температурными режимами без их смешивания. Эффективная работа теплообменника возможна только при условии герметичности системы и отсутствия скрытых дефектов: убедиться в этом следует на этапе ввода установки в эксплуатацию.
Для того чтобы оценить надежность установки, проводится опрессовка – испытания теплообменного оборудования под давлением. Создаваемое при опрессовке гидравлическое давление изначально выше рабочего: таким образом удается выявить скрытые дефекты и убедиться в герметичности системы до ее стационарной установки.
Функции опрессовки теплообменника
Проведение опрессовки теплообменника является необходимым этапом его подготовки к работе, обеспечивает безопасную эксплуатацию теплообменного оборудования. Данная процедура позволяет решить 3 ключевые задачи:
- Избежать протечек после запуска оборудования.
- Избежать аварийных ситуаций, несущих опасность, в том числе и для обслуживающего персонала.
- Выявить микротечи в оборудовании, в котором смешение сред может оказаться критичным (например, в ПТО, используемых в пищевой, химической промышленности), а также в том случае, если рабочие среды обладают высокой проникающей способностью.
Чаще всего опрессовка проводится во время установки ПТО и предшествует его запуску. При проверке целостности теплообменника гидравлическим давлением исследуются как внутренний, так и внешний контуры.
При опрессовке противоположные стороны пластинчатого теплообменника тестируют по очереди. Под давлением находится сначала одна сторона, затем другая. В то время, когда тестируется одна сторона ПТО, вторая находится под атмосферным давлением, затем аналогичным образом проверяется другой контур.
Сам процесс опрессовки занимает не более 30 минут, однако требует наличия определенных навыков и применения специализированного оборудования – опрессовочного насоса (компрессора). Важно следить, чтобы создаваемое давление не превышало допустимые нормы (они указываются в технической документации каждого конкретного производителя).
В каком случае необходима опрессовка теплообменников?
Состояние трубопровода ПТО и герметичность системы целесообразно проверить при:
- Первом запуске оборудования в эксплуатацию.
- Проведении модернизации, ремонта, замены деталей – необходимо, чтобы убедиться в качестве выполненных работ и правильности сборки.
- Проведении технической диагностики.
- Запуске оборудования после длительного отключения (актуально, для ПТО, эксплуатирующихся только во время отопительного сезона).
- Монтаже оборудования для подачи воды бытовым потребителям.
- Замене стояков.
- Завершении монтажа систем ГВС и отопления в жилом доме или на производственном объекте.
Обобщив, можно сказать, что после любого вмешательства в работу системы, с которой связан ПТО, а также в конструкцию самого ПТО, требуется провести опрессовку. Это позволит избежать лишних затрат времени и средств в будущем.
Этапы опрессовки
Для проведения опрессовки теплообменника применяются специальные аппараты – гидравлические компрессоры с ручным или автоматическим приводом. Если ранее оборудование уже эксплуатировалось, процессу проверки предшествует очистка системы труб от загрязнений. С этой целью могут использоваться специальные реагенты (проводится химическая очистка). Далее проводится непосредственно опрессовка.
Так как ПТО работают при высоких температурах, но тестируются при нормальных, важно создать давление, которое будет превышать рабочее на отношение допускаемых напряжений при нормальной и рабочей t + величина запаса прочности.
К теплообменнику подключается опрессовочная установка, после чего один из контуров заполняется испытательной жидкостью до полного удаления воздуха (воздух отводится через специальный штуцер-воздушник). Давление повышается постепенно, доводится до заранее определенного максимума, выдерживается в течение некоторого времени, после чего снижается до рабочего. Именно при рабочем давлении производится осмотр оборудования.
- Видимые деформации.
- Трещины.
- Разрывы в металле.
- Микротечи.
В обязательном порядке контролируется давление по манометру (его падение сигнализирует о неисправности). Оценивается состояние корпуса, всех сварных и разъемных соединений, а также наличие повреждений в противоположной полости, которая не заполнена испытательной жидкостью.
Затем аналогичным образом жидкостью заполняется противоположный контур и проводится его испытание.
После опрессовки необходимо удалить всю жидкость из оборудования и произвести его осушение для профилактики коррозии.
Опрессовка холодильной системы

Перед началом вакуумирования холодильной установки и заправкой хладагентом (подробно в ссылках), следует произвести опрессовку холодильной системы (опрессовку контура хладагента).
Опрессовку холодильной системы осуществляют путем закачивания под давлением инертного газа (чаще всего — азота) в области высокого и низкого давлений контура хладагента. Закачивается одинаковое давление в обе области контура.
Инертный газ — это химически не активный и негорючий газ, не вступающий в реакцию с прочими химическим элементами или соединениями, как результат, сам не образует химических соединений.
Азот является наиболее доступным и распространенным, следовательно наиболее применяемым. Гелий более эффективен для поиска мелких утечек, так как он более легкий, но он значительно дороже азота и поэтому не применяется для данной цели.
Давление опрессовки на 1 — 2 бар больше, чем аварийное давление — давление срабатывания реле высоко давления . Как правило, срабатывание аварии высокого давления в промышленном чиллере, настраивают на отметку 25 бар, так как большинство аварийных клапанов высокого давления (клапан сброса хладагента, при избыточном давлении в области высоко давления) срабатывают при отметке 28 бар следовательно, давление опрессовки должно быть равно 26 — 27 бар.
Опрессовка холодильной системы позволяет выявить возможные негерметичности во фреоновом контуре (контуре хладагента), возникшие при производстве чиллера или его монтаже, такие как: микропоры, возникающие при пайке, резьбовые неплотности, микротрещины в трубах или комплектующих и др. Например, бракованный сильфон реле давления — часто встречаемый производственный брак.
Как правило, длительность опрессовки системы от 6 до 24 часов , в зависимости от емкости контура. Если контрольное давление снижается, то следует установить причину. Не всегда снижение контрольного давления является следствием негерметичности контура. Следует учитывать температурные колебания окружающей среды , особенно если промышленный чиллер находится на улице, суточные колебания могут быть существенны и погрешность может оказаться значительной — до нескольких бар. Поэтому одновременно с контролем давления в контуре, следует зафиксировать температуру в момент закачки газа и в момент проверки контрольных показаний манометра. Сопоставить колебания температур и давлений .
Если падение давления стало следствием негерметичности, то следует пропенить все паяные и резьбовые соединения. Пропенивание (нанесение мыльного раствора губкой или распылителем) наиболее применяемый и эффективный метод поиска утечек, в месте утечки образуются пена и пузыри.
Галоидные и прочие течеискатели менее предпочтительны и требуют навыка для эффективного выявления негерметичности. Их разумно применять, при эксплуатационной утечке, когда сработала авария низкого давления в промышленном чиллере. Чтобы приблизительно определить область вероятной утечки. А далее уже пропенить возможные места утечки в данной области. При несущественных утечках и малом давлении (например, если негерметичность в области низкого давления), течеискатели могут быть вовсе не эффективны и ничего не покажут.
Также следует пропенить места присоединения к системе шлангов манометрического коллектора.
После выявления и устранения негерметичности следует произвести повторную опрессовку холодильной системы , в полном объеме и под тем же проверочным давлением.
Поиск утечек хладагента, заправка хладагентом, вакуумное удаление влаги
После монтажа холодильных установок обязательным этапом являются их испытания на прочность и плотность, также эту операцию называют опрессовкой.
В холодильных установках опрессовка производится с использованием небольшого количества холодильного агента (в газообразном состоянии), достаточного для доведения давления внутри контура до 2,5 бар, с последующим повышением до 12 бар путем подключения сухого азота или углекислого газа из баллонов, оснащенных редуктором давления и аварийным клапаном, настроенным на 15 бар.
Сухой азот и углекислый газ поставляются в баллонах под высоким давлением, поэтому необходимо принять меры предосторожности на этапе подготовительной работы, в частности, закрепить баллон в вертикальном положении во время заправки.
Не существует каких-либо запретов, связанных с возможностью попадания азота или углекислого газа в атмосферу при проведении работ с холодильным контуром, однако стоит обратить внимание на возможное повышение концентрации этих газов в помещении, где проводятся работы. Использование технических газов под давлением, отличных от азота и углекислоты должно быть исключено. Например, кислород под большим давлением может взорваться при контакте со смазкой.
Наличие некоторого количества холодильного агента в смеси при опрессовке необходимо для определения возможных утечек с помощью течеискателя.
Однако, в процессе эксплуатации, при механическом повреждении или неправильном монтаже в холодильной системе могут возникать течи хладагента, которые могут быть:
- очень малы, при этом обнаружить её практически невозможно и расход вытыкаемого хладагента незначителен, и холодильная система может с ней функционировать длительное время; значительны, т.е. за короткий промежуток времени холодильный контур опустошается;
- возникать периодически (при повышении или понижении давления и температуры, при возникновении вибрации).
На наличие утечки хладагента указывает снижение производительности установки и низкое давление всасывания компрессора.
Обычно утечка возникает в таких местах как: паяных швах, резьбовых соединений, изгибах труб. Так же стоит обратить внимание на сильфоны реле давления, заглушки, места сальников, предохранительные клапаны.
При значительных утечках слышен характерный звук и течь можно найти «на слух». Масло, имеющееся в хладагенте, может оставлять следы в месте утечки.
Поиск мелких утечек производится с помощью специальных течеискателей (детектор хладагента в воздухе рис. 1) или путем нанесения мыльного раствора на все подозрительные места. При этом будут образовываться пузыри в месте утечки.
Если есть вероятность того, что в помещении имеется большое количество хладагента, перед началом использования течеискателя необходимо проветрить помещение. Течеискатели изготавливают под определенный тип хладагента, об этом обязательно указывается в их инструкции. Так же течеискатели могут реагировать на мыло или масло на поверхности холодильной установки, поэтому перед использованием течеискателя рекомендуется её очистить. Обычно течеискатели имеют звуковую и световую индикацию.

Рисунок 1 – Электронные течеискатели
Вакуумирование холодильного контура проводят для того, чтобы удалить воздух и влагу из системы. Последствия попадания влаги в контур различные, наиболее тяжелые последствия – разложение масла и его потеря смазывающих свойств, замерзание капиллярной трубки, сильная коррозия.
Удаление влаги происходит с помощью вакуумного насоса (рис. 2). Влага, имеющаяся в контуре, при понижении давления до 0,023 бар (при 20℃) или до 0,006 бар (при 0℃) начинает кипеть и удаляется в виде паров вместе с воздухом и другими газами в окружающую среду.

Рисунок 2 – Вакуумный насос
Подключение к холодильной системе для вакуумного удаления влаги производится в следующих местах (рис. 3):
- Подключение на жидкостной линии, к ресиверу, через его вентиль «роталок».
- Подключение на линии всасывания, к сервисному штуцеру компрессора.
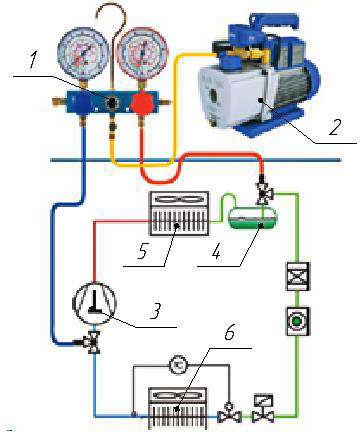
Рисунок 3 – Вакуумирование: 1 – манометрический коллектор; 2 – вакуумный насос; 3 – компрессор; 4 – ресивер; 5 – конденсатор; 6 – испаритель
Стоит отметить, что при заправке холодильной машины подключение шлангов происходит по той же схеме что и при вакуумирование.
При эксплуатации вакуумного насоса необходимо следить за уровнем масла в нем. Перед вакуумированием проверьте, чтобы все неиспользуемые клапаны Шредера были закрыты крышками. Через них будет подсасываться воздух.
Время вакуумирования зависит от внутреннего объема холодильного контура, количества влаги в контуре и окружающей температуры. Как только вакуум достигнет 0,001 бар, вакуумирование можно прекращать.
Перед отключением вакуумного насоса при достижении предусмотренного уровня разряжения необходимо перекрыть шланги вакуумного насоса для того, чтобы не допустить возврата в контур воздуха. После этого производится так называемое «нарушение разряжения» – ввод жидкого хладагента со стороны высокого давления. Это делается для того, чтобы избежать попадания некоторого количества жидкого холодильного агента в картер компрессора, приводящего к его смешиванию с маслом. Вводимый в контур со стороны высокого давления хладагент вызывает закрытие выпускного клапана компрессора.
После вакуумирования производят заправку холодильного контура хладагентом.
Вначале при подключении баллона шланг необходимо продуть хладагентом, чтобы воздух, имеющийся в шланге, не попал внутрь.
Количество хладагента при заправке фиксируется весами, на которые помещается баллон с хладагентом. Заправка прекращается при заполнении системы нужным количеством хладагента. Схема заправки показана на рис. 4.
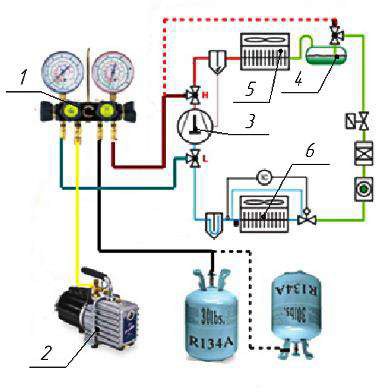
Рисунок 4 – Заправка хладагентом: 1 – манометрический коллектор; 2 – вакуумный насос; 3 – компрессор; 4 – ресивер; 5 – конденсатор; 6 – испаритель
При заправке баллон с хладагентом охлаждается и падает давление внутри баллона, и происходит замедление процесса заправки до тех пор, пока давление в баллоне не уравняется с давлением в системе, и дальнейшая заправка будет невозможна. Для нагрева баллона используют специальных нагреватель, предназначенный для баллонов с хладагентом, оснащенный защитой от чрезмерного нагрева баллона. Запрещается для нагрева использовать горелку или другие способы, которые могут привести к местному перегреву баллона и небезопасны.
Заправка парообразным хладагентом (рис 4, сплошная линия) осуществляется, когда баллон подключается к линии всасывания, включается компрессор, который откачивает хладагент на низкой стороне давления.
При наличии ресивера, для осуществления более быстрой заправки больших холодильных установок применяют способ заправки жидким хладагентом (рис 4, пунктирные линии). Заправка производится путем переливания в ресивер жидкого хладагента из баллона.
Рекомендуется производить заправку следующим образом: сначала производится заправка жидким хладагентом около 80% массы хладагента, а затем подключение к линии всасывания и произвести дозаправку газообразным хладагентом при включенном компрессоре.
Необходимое количество хладагента для каждой холодильной машины должно быть указано в документации, а также на специальной табличке с техническими характеристиками, закрепленной на корпусе.
Если необходимое количество хладагента неизвестно и невозможно определить количество уже имеющегося в системе хладагента, заправку производят, ориентируясь на величину переохлаждения хладагента в конденсаторе, перегрева в испарителе, давления кипения и конденсации, ток компрессора, степень обмерзания испарителя, температурный напор в конденсаторе и испарителе, на наличие паровых пузырей в смотровом стекле жидкостного трубопровода. В данной ситуации желательно контролировать из перечисленных по крайней мере несколько параметров.
При работах с хладагентами необходимо одевать защитные очки и перчатки. Попадание жидкого хладагента на кожу и в глаза может привести к серьезным ожогам.
Очистка контура после сгорания двигателя компрессора. Основные производители компрессоров рекомендуют применять метод установки фильтров осушителей как на линии жидкости, так и на линии всасывания.
Для глубокой очистки холодильного контура достаточно должным образом выполнить следующие операции:
- Собрать холодильный агент с использованием стандартных приспособлений без потерь. Снять сгоревший компрессор и установить новый.
- Взять образец масла из нового компрессора, для дальнейшего сравнения по итогам очистки.
- Если у компрессора имеются краны, освободить его от холодильного агента. Остальная часть контура остается изолированной, после эвакуации хладагента открыть краны компрессора, закрыть клапан на линии жидкости и все другие перекрывающие движение клапаны, способные уменьшить количество холодильного агента во время проведения вакуумирования испарителя. Хотя при проведении этой операции часть загрязняющих веществ проходит через компрессор, это не является для него вредным ввиду кратности требуемого времени функционирования. Загрязнения будут впоследствии удалены фильтрами.
- Проверить все системы безопасности установки (ТРВ, соленоидные капаны и другие устройства управления). Заменить все фильтры осушители, установленные ранее, прочистить или заменить все сетчатые фильтры, установить определитель влажности.
- Установить фильтр-осушитель необходимого объема на линии всасывания и с небольшим запасом на линии жидкости.
- Если в компрессоре нет кранов, установить разряжение в контуре по ранее описанной методике.
- Осуществить загрузку ранее собранного холодильного агента, при необходимости, добавить требуемое количество хладагента.
- Запустить компрессор и установку. При накоплении загрязнений в фильтре-осушителе потери давления в нем будут возрастать, и необходимо проверить давление на фильтре через 4 часа, желательно с помощью блока манометра. Если падение давления превышает предельные значения, допустимые изготовителем, фильтр необходимо заменить и снова запустить установку.
- Провести обкатку установки в течение 48 часов, затем проверить цвет и запах масла. По возможности провести анализ масла на кислотность. Если в масле имеется кислота, имеется едкий запах, а индикатор влажности сигнализирует о наличии влаги в контуре выше нормы, заменить фильтры осушители или их гильзы. Масло компрессора можно заменить в целях предосторожности. Провести прогон установки в течение 48 часов и повторить вышеописанные операции. Повторять цикл необходимо до тех пор, пока масло не будет чистым, без запаха, и его цвет практически не будет отличаться от ранее взятого образца.
- После окончания процедуры очистки, проверить состояние установки через две недели, чтобы убедиться, что условия её работы нормальны.
Сбор холодильного агента (эвакуация) необходима в случаях:
- при необходимости проведения каких-либо ремонтных работ с холодильной установкой (замена компрессора при его сгорании, замена ТРВ и других работах);
- при демонтаже агрегата, перед сдачей в утилизацию.
Эта операция представляет из себя: удаление холодильного агента, как в газообразном, так и жидком состоянии, его очистка, и дальнейшее накопление в специальном многоразовом внешнем баллоне. Для осуществления эвакуации хладагента, используется специально предназначенное для этой операции оборудование – станция эвакуации хладагента.
Любая операция по сливу хладагента в баллон требует предварительного знания следующих параметров:
- Ориентировочное количество хладагента в холодильной установке, которую вы будете обслуживать;
- Размеры имеющихся баллонов для хладагента;
- Массы пустых баллонов для хладагента;
- Максимальную вместимость баллонов для хладагента;
- Сколько уже хладагента имеется в баллонах
Станция эвакуации хладагента – представляет собой специальное устройство, в состав которого входит компрессор (обычно безмаслянный), который способен работать с большим количеством разнообразных хладагентов (рис. 5). Безмаслянный компрессор может выйти из строя, если будет перекачивать чистый новый хладагент, не содержащий масла, так как смазка компрессора предусматривается маслом уже имеющимся в выкачиваемом с холодильной установки хладагентом. Перед входом в компрессор обязательно наличие фильтра, так как загрязнения могут повредить его, поэтому запрещается использовать станцию без фильтра.
Выпускаются модели различной объемной производительности. Для проведения откачки хладагента из крупной холодильной установки следует использовать станцию эвакуации хладагента соответствующей производительности.

Рисунок 5 – Станция эвакуации хладагента
Как и заправка, сбор хладагента может осуществляться двумя основными способами, в зависимости от возможности станции эвакуации:
- сбор хладагента в парообразном состоянии (рис. 6);
- сбор хладагента в жидком состоянии (рис. 7).
Второй способ позволяет осуществлять сбор быстрее. Однако, некоторые станции эвакуации хладагента могут работать только с хладагентом в газообразном состоянии, и в которые не должен попадать жидкий хладагент, поэтому необходимо ознакомиться с руководством к имеющемуся оборудованию.
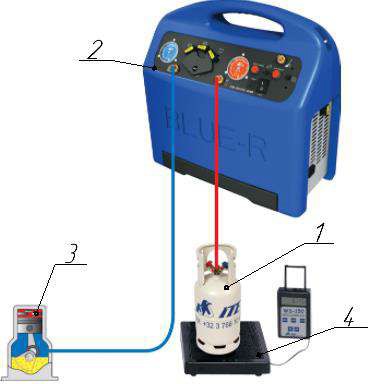
Рисунок 6 – Сбор холодильного агента в парообразном состоянии: 1 – манометрический коллектор; 2 – вакуумный насос; 3 – компрессор; 4 – ресивер; 5 – конденсатор; 6 – испаритель
Соединение выполняется посредством гибкого шланга, всасывающего штуцера станции эвакуации к стороне низкого давления установки, на линии всасывания. Баллон для сбора хладагента соединяется с выпускным штуцером станции. Для учета количества хладагента, баллон взвешивается с помощью весов.
Процесс сбора хладагента начинается при включении станции эвакуации, в то время как холодильный агрегат остается выключенным. Об окончании процесса эвакуации хладагента сигнализирует лампочка, и станция может быть выключена. После этого, желательно сделать паузу в несколько минут и понаблюдать за давлением в холодильной установке. Если наблюдается интенсивный рост давления в контуре (в зависимости от типа холодильного агента и конструкции самого агрегата), это говорит о том, что в нём остались остатки жидкого хладагента, и процесс эвакуации хладагента необходимо возобновить.
Сбор хладагента в жидком состоянии происходит быстрее, для этого способа необходимо подключение станции эвакуации как показано на рис. 12, при этом баллон для сбора хладагента должен иметь два штуцера.

Рисунок 7 – Сбор холодильного агента в жидком состоянии: 1 – манометрический коллектор; 2 – вакуумный насос; 3 – компрессор; 4 – ресивер; 5 – конденсатор; 6 – испаритель
При жидкостном сборе хладагента, всасывающий штуцер станции эвакуации подсоединяется к баллону и создавая вакуум в его контуре. В результате разницы давлений между баллоном и холодильным агрегатом происходит перекачивание жидкого хладагента в баллон.
При эвакуации хладагента из системы со сгоревшем компрессором, масло необходимо обязательно заменить. Заменить также фильтр-осушитель если производилась работа с маслом, загрязненным остатками после сгорания компрессора или тип собираемого холодильного агента, отличается от ранее переработанного.
При эвакуации хладагента специалист должен контролировать заполнение баллона, при этом баллон может быть максимально заполнен на 75-80% от своего объема. При переполнении баллона он может взорваться из-за температурного расширения жидкости, что может привести к тяжелым травмам, максимальная масса хладагента указана в табл. 1.
В самом деле, давление в переполненном баллоне (или баллоне, заправленном непредусмотренным хладагентом) может достигать таких величин, что появится огромный риск очень тяжелой аварии (при 20°С давление насыщенных паров R12 составляет 4,7 бара, R502 — 10 бар, a R23 — более 40 бар).
Таблица 1 – Максимальная допустимая масса хладагента в баллоне объемом 11,9 литра
использованным
Если доступ внутрь установки отсутствует, и вы задумаете сделать его сами (например, с помощью специального быстромонтируемого вентиля, обеспечивающего прокалывание какой-либо магистрали, показанного на рис. 8), напоминаем, что компрессор станции регенерации никогда не должен всасывать жидкость. Действительно, отделитель жидкости, установленный на входе в компрессор станции регенерации, предназначен только для защиты от незначительных гидравлических ударов, и ни в коем случае не может защитить от непрерывного потока большого количества жидкости.

Рисунок 8 – Быстросъемный инструмент для проколки труб
Многоразовый баллон для хладагента (рис. 9) – это специальная ёмкость, предназначенная для транспортировки и хранения хладагента, тотличающаяся от обычного баллона повышенной прочностью, а также имеющая дополнительные вентили для удобства заправки и слива хладагента и дополнительные приспособления для предотвращения разрыва баллона в следствие чрезмерного роста давления в нем (поплавковые датчики, предохранительные клапаны и т.п.).
Эти баллоны, поступают в распоряжение потребителей от поставщиков хладагентов. Они поставляются отвакуумированными.
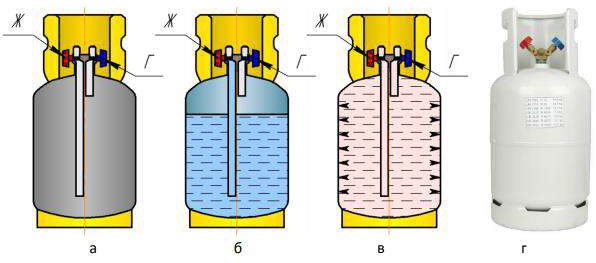
Рисунок 9 – Многоразовый баллон для хладагента: а – пустой; б – заправленный жидким хладагентом до допустимого уровня; в – переполненный хладагентом; г – внешний вид
Большинство баллонов снабжены двумя вентилями. Жидкостной вентиль “Ж” внутри баллона соединяется с сифонной трубкой, доходящей до днища баллона. Газовый вентиль “Г” связан с трубкой, доходящей до максимального уровня заполнения баллона (80%).
Также баллон обязательно должен иметь предохранительный клапан или плавкую пробку, которые разрушаются при росте давления выше максимально допустимого для данного баллона. Предохранительный клапан обычно монтируется между вентилями для подачи жидкого и газообразного хладагента в верхней части баллона (см. рис. 10).
В настоящий момент производятся баллоны разных размеров, рассчитанные на заправку 10, 22 или 65 кг вещества. При этом на табличке зачастую указывается не масса хладагента, которую можно заправить в баллон, а объем воды, вмещаемый во внутреннее пространство баллона. К примеру, обозначение на баллоне W.C. 5 означает, что в такой баллон войдет 21,5 литров жидкости. В этом обозначение «W.C.» обозначает «Water capacity» или «вместимость по воде».

Рисунок 10 – Предохранительный клапан
Масса пустого баллона также зачастую указывается на нем. Имейте в виду, что баллоны с одинаковым внутренним объемом могут иметь разные массы. Вызвано это тем, что разные производители используют разные материалы для изготовления баллона.
Имейте ввиду, что используемый многоразовый баллон должен быть рассчитан на то давление, которое может создать заправляемый в него хладагент. Никогда не используйте баллоны для тех хладагентов, на работу с которыми баллон не рассчитан.
Если наблюдаются утечки при эксплуатации оборудования, то необходимо принять меры либо по максимальному сокращению утечек, либо по замене существующего оборудования на новое и с другим хладагентом. Годовое потребление хладагента устанавливается по регистрации закупок и записям в журнале технического обслуживания оборудования.
Современные международные стандарты требуют учёта потерь хладагента при эксплуатации холодильных установок.
Поэтому рекомендуется записывать, сколько хладагента было эвакуировано из каждой обслуженной холодильной установки. Имейте ввиду, что записи, внесенные в данный журнал, могут быть изучены проверяющими природоохранными организациями. Пример простейшей формы журнала учета хладагента приведен в таблице 2.
Таблица 2 – Журнал учета эвакуированного хладагента
| Дата | Откуда эвакуирован хладагент | Масса, кг |
Дата окончания: Страница Реквизиты организации
Замена хладагента R22 хладагентом R407c (ретрофит).
- Запишите параметры цикла работы холодильной установки при работе на старом хладагенте: давления и температуры кипения и конденсации, значения перегрева и переохлаждения хладагента, потребляемый компрессором ток, массу хладагента в системе.
- Эвакуируйте старый хладагент R22 из системы.
- Слейте старое масло из системы. Слив масла из герметичных агрегатов небольшой мощности требует демонтажа компрессора. Масло сливается через линию всасывания. В крупных системах масло сливают из маслоотделителя и самых низких точек агрегата, если там есть вентили. Проверить совместимость прокладок и уплотнителей с полиэфирным синтетическим маслом.
- Подберите полиэфирное масло, вязкость которого эквивалентна вязкости удаляемого.
- Залейте в систему полиэфирное масло в количестве, равном слитому.
- Заправить систему старым хладагентом R22 и включить на 24-48 часов.
- Повторную промывку делают 2-3 раза.
- Замените фильтры-осушители ТРВ. Фильтры, применяемые в системах с R22, использовать с R407C нельзя, так как они поглощают R32.
- Проведите проверку системы на утечки.
- Вакуумирование производится по стандартной методике до остаточного давления 1,5 мбара. При вакуумировании и заправке хладонов R407C необходимо пользоваться отдельными манометрическим коллектором, шлангами, вакуумным насосом.
- Заправку производить хладагентом в жидкой фазе. Рекомендуется сначала заправить 80 % массы хладагента на линию высокого давления при выключенном компрессоре. Остальной хладагент заправляют в линию всасывания (при неработающем компрессоре!).
- Отрегулируйте настройку защитных реле давления и ТРВ (или заменить ТРВ).
- Проведите проверку работы холодильной установки на новом хладагенте в течение 48 часов.
- Сделайте контрольную проверку состава масла.
- Сделайте пометки на корпусе системы, о том, что был проведен ретрофит. На новых табличках нужно обязательно указать тип хладагента, заправленного масла, контактные данные обслуживающей организации, дату проведения ретрофита, какой хладагент был в системе ранее, использованный способ для поиска утечек хладагента.
- Также отметьте для себя, какие давления были в системе до ретрофита и стали после его проведения. Запишите величину тока на компрессоре. Запишите, что вы сделали с хладагентом из системы: провели ли его очистку или сдали на восстановление.
Выпуск неконденсирующихся газов из системы.
Если в систему попадает воздух, он все время находится в газообразном состоянии и препятствует нормальной работе холодильной машины. Воздух необходимо удалить для предотвращения возникновения химических реакций, в результате которых может произойти повреждение машины, а также для обеспечения эффективной работы системы.
Воздух накапливается в верхней части ресивера и конденсатора. Признаком наличия воздуха в системе является повышенное давление конденсации (выше нормального). Степень повышения давления зависит от количества имеющегося воздуха.
Для проверки системы на наличие неконденсирующихся газов, нужно остановить её компрессор и дождаться, когда температура всех сосудов и аппаратов холодильной установки сравняется с температурой окружающей среды. Для ускорения процесса можно принудительно включить вентиляторы конденсатора и воздухоохладителя. После этого измеряют давление на стороне нагнетания. Давление должно быть равно давлению насыщенных паров хладагента при данной температуре окружающей среды. Если в системе имеются неконденсирующиеся газы, давление на стороне нагнетания будет выше, чем давление насыщенных паров хладагента.
Удаляют неконденсирующиеся газы из системы следующим образом.
- Определяют и устраняют способ поступления неконденсирующихся газов;
- Соединяют манометры с системой;
- Агрегат останавливают. Вентилятор конденсатора оставляют включенным. Конденсатор охлаждается в течение 10 минут. За это время неконденсирующиеся газы поднимаются в верхнюю часть аппарата;
- Если на агрегате имеется продувочный вентиль, его используют для удавления воздуха. Если такого вентиля нет, применяют манометровый штуцер на линии нагнетания компрессора;
- Для выпуска неконденсирующихся газов из системы продувочный вентиль открывают постепенно. Продувку осуществляют медленно, короткими циклами для предотвращения вскипания хладагента и повторного перемешивания неконденсирующихся газов с паром хладагента, а также выпуска избыточного количества хладагента. Процесс продувки повторяют после того небольшого перерыва, и проводят ее 3 или 4 раза;
- Далее включают машину и проверяют давление нагнетания. Если давление слишком высокое, продувку повторяют.
Если в системе нет сервисных штуцеров, придётся производить полный выпуск хладагента из системы с вакуумированием и новой заправкой.