Постель распредвала
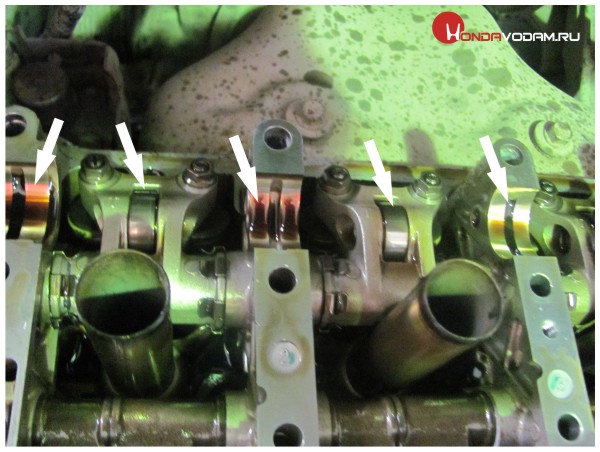 Постель распредвала — место нахождения распредвала в верхней части ГБЦ . Постелью распредвала называют место, куда укладываются распредвалы и фиксируются бугелями.
Постель распредвала — место нахождения распредвала в верхней части ГБЦ . Постелью распредвала называют место, куда укладываются распредвалы и фиксируются бугелями.
Нередко встречается конструктивное решение, в котором распредвалы уложены в постель через подшипники скольжения, для улучшения качества вращения распредвалов в ней.
Отличительной особенностью постели распредвала в двигателе Honda является отсутствие дополнительных подшипников скольжения (вкладышей), что говорит о высокой точности изготовления деталей.
Также, постель распредвала подлежит дополнительному осмотру при наличии проблем с распредвалом или распредвалами, поскольку, подача масла к распредвалу конструктивно осуществляется через постель. И, если имеются проблемы с распредвалом, необходимо осмотреть точки подачи масла, так как нередко проблемы с распредвалом вызваны именно масляным голоданием.
В случае, если из-за масляного голодания пострадала и постель распредвала, требуется дорогостоящая замена ГБЦ или двигателя в сборе, так как ремонту постель не поддается.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как отремонтировать постель коленвала?
09.08.2018 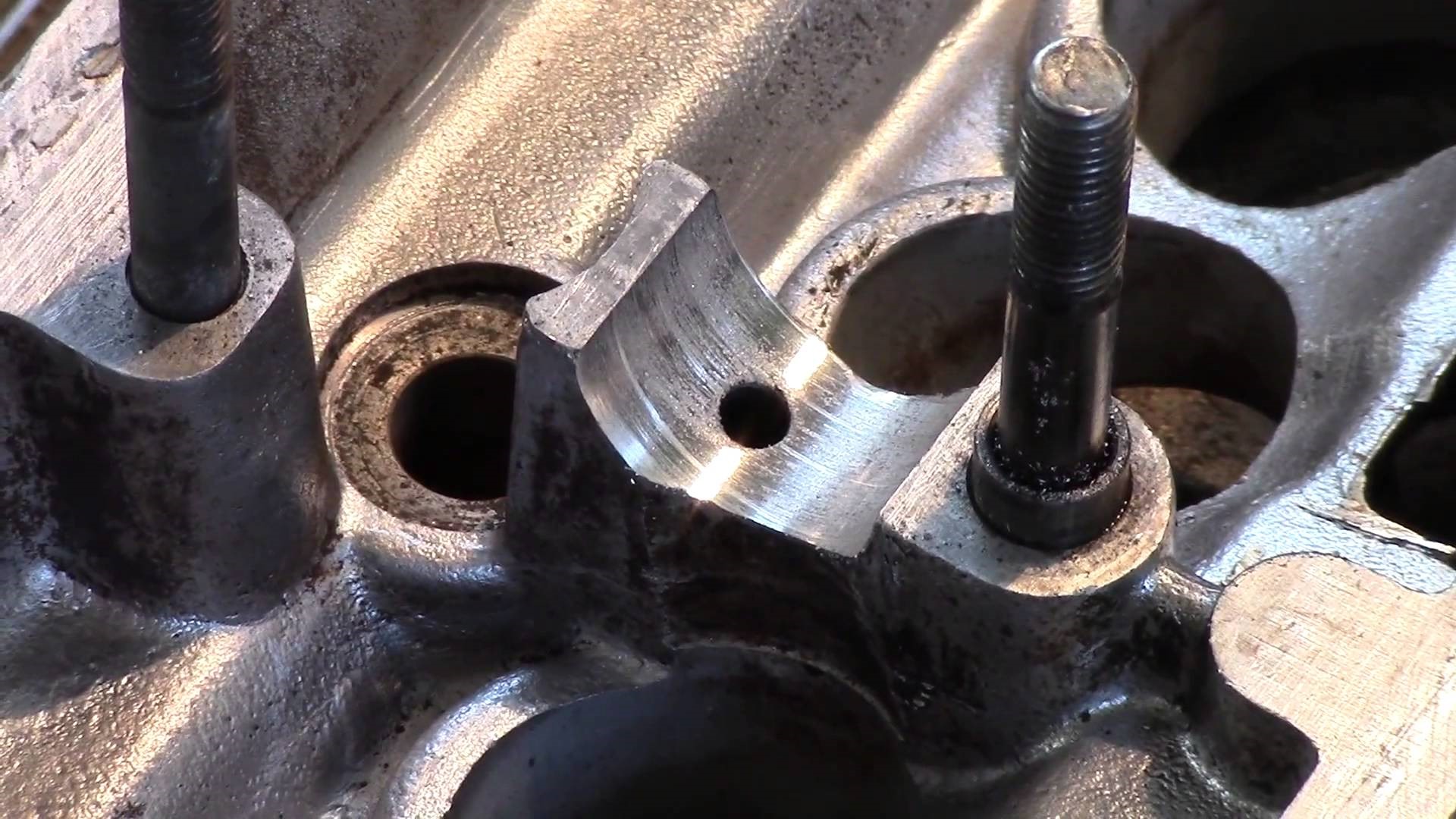 Исправная постель коленвала – залог нормального вращения и безотказной работы мотора
Исправная постель коленвала – залог нормального вращения и безотказной работы мотора
Среди наиболее распространенных проблем, которые и подталкивают автовладельцев и механиков к ремонтным работам, выступают проблемы с постелью коленвала. По сути, постель коленвала – это сложнейшее изделие, обладающее округлой геометрической формой. Проблемами являются отклонения в формах поперечного сечения к поверхности окружности в цилиндрических частях двигателя.
Причины неисправностей
Такое явление специалисты именуют эллипсностью (вытягиванием окружности в эллипс), причинами его возникновения могут быть всевозможные механические воздействия и поломки двигателя.
Одной из наиболее распространенных является частое пользование двигателем и попросту его изнашивание. Даже в случае нормальной работы автомобиля (при регулярных диагностиках и проверках), происходит деформация коренных крышек, вследствие чего весь вал выходит из строя. Поэтому ремонт постели коленвала неизбежен. В этом случае эллипсность происходит в случае увеличения размера постелей и обычного трения между собой и с устройством, блокирующим крышки у корней устройства.
Также эллипсность может наблюдаться в результате чрезмерно малого пользования двигателем. В этом случае нарушается структура смазки коренных подшипников. Важную роль играет нагрев: в результате повышения температуры сначала выходят из строя болты и крышки опоры вала, а затем уже и сама постель. Страдают от эллипсности в первую очередь те двигатели, которые изготовлены из легкосплавных цилиндрических блоков.
Реконструкция постелей коленвала
Дабы восстановить работу двигателя, необходимо прибегнуть к починке коленчатого вала и любых изменений, которые необходимо устранять, дабы избежать полной поломки силового агрегата.
 Постели коленвала – следы разрушения уже начинают быть видны
Постели коленвала – следы разрушения уже начинают быть видны
Все ремонтные работы такого типа предусматривают единую цель: они направлены на восстановление формы, размера и положения отверстий в опорах, дабы восстановить и наладить работу подшипников.
Восстановление постели коленвала в блоке цилиндров:
Есть несколько видов работ по восстановлению постели коленвала и зависят они от сложности и уровня повреждения:
- снижение высоты крышек у корня (хонингование либо растачивание);
- высокоточная сварка;
- замена.
При снижении высоты крышек у корня следует помнить, что данная методика обладает крайне низким диапазоном применения. При обработке постели смещается уровень нахождения коленчатого вала, это очень часто приводит к полному разрушению. Начинается все с нарушения работоспособности сальников и всевозможные нестыковки двигателя с КПП. Также смещение и нарушение оси вала пагубно влияет на работу деталей трансмиссии, на степень сжатия камеры сгорания и так далее.
При выборе методики устранения данной проблемы необходимо выбирать ту, которая будет менее пагубно влиять на положение оси приспособления коленвала и по минимуму расстраивать конструкцию двигателя. В случае возникновения затруднительных ситуаций необходимо пройти предварительную диагностику и консультацию у специалистов, дабы исключить ошибки в процессе починки постели коленвала.
Распредвал, постель распредвала, доводка постели к плоскости ГБЦ.

В те далёкие времена, когда Opel делал ГБЦ отдельно, а постель распредвала отдельно давно прошли, но до сих пор есть ещё двигатели, где этот принцип сохранён, а значит пост должен быть полезен.
Немного теории.
Очень важно чтобы у ГБЦ была ровная нижняя поверхность, которая прилегает к блоку. Важно, потому что иначе не будет герметичности. Это понимают все уверен на 100%. Многие понимают, что у ГБЦ должна быть ровная не только нижняя плоскость, но и верхняя. Важно для того, чтобы постель распредвала прилегала к ровной поверхности ГБЦ, а значит подшипники распредвала находились в одной оси, а значит не было их неравномерного износа в местах изгиба, а в отдельных совсем запущенных случаях не доходило до заклинивания и поломки распредвала. Подшипники в отдельных постелях распредвала с трудом поддаются восстановлению, соответственно необходимо уделить им особое внимание.
При дефектовке двигателя-донора я увидел, что распредвал имеет выработку около 0,2 мм по кулачкам это при том, что стоял уже не оригинал. Сама постель имела приличный износ по центральному подшипнику. Это значит, что либо постель была прикручена к кривой ГБЦ, либо сама постель кривая, либо распредвал кривой, эдаким бананом.
Сразу решил, что распредвал будет новым, не оригинальным, но приличным. Перебрал кучу вариантов, где или не заказать, или ширпотреб из пластилина или цена космос. Почти случайно наткнулся на турецкого производителя ESTAS, и отзывы мотористов о нём, как об очень стабильном качестве. Сам до этого вообще о такой фирме не слышал. Помучи
лся немного и решил рискнуть. заказал распредвал по весьма демократичной цене. Приехал он в хорошей упаковке и действительно очень приличного качества.

Поставил его на призмы и обкатал индикатором по центральному подшипнику. Результат впечатлил — отсутствие отклонения индикатора с ценой деления шкалы в 0,01 мм. Справочно, допуск по TIC 2000 — 0.05 мм.
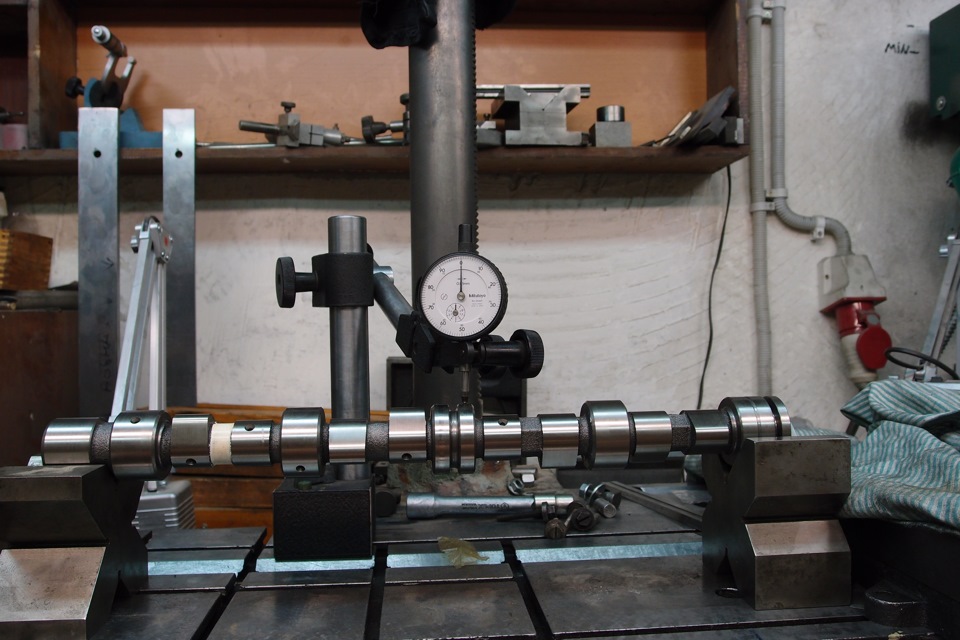 Выставляю индикатор.
Выставляю индикатор. 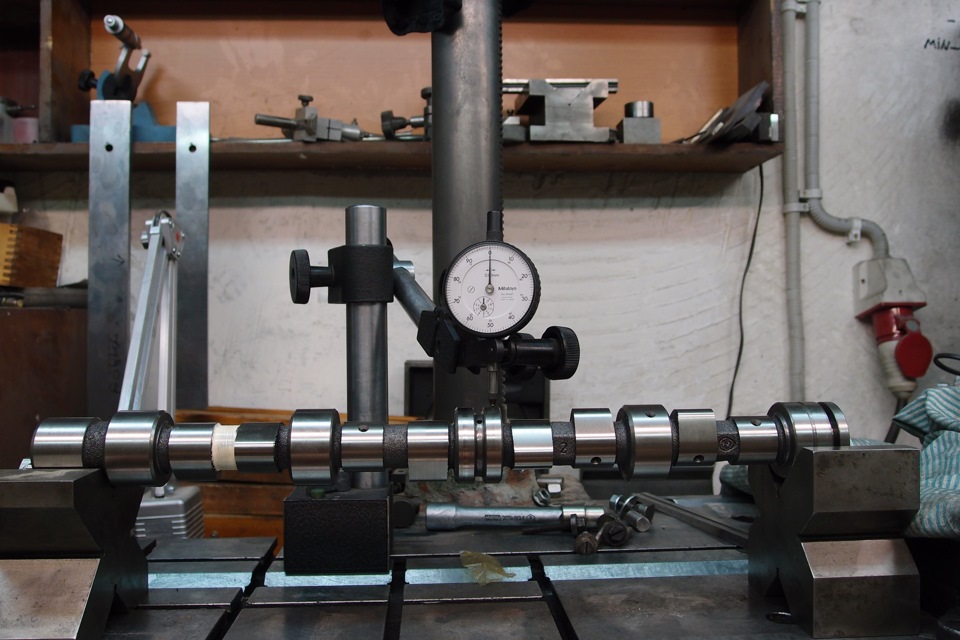 Поворачиваю на 180 градусов. Отклонений нет.
Поворачиваю на 180 градусов. Отклонений нет.
С распредвалом вопрос закрыт. Начал неспешно искать постель и, через некоторое время, нашел. Вроде бы не убитая и подшипники в отличном состоянии. Вот она, родимая, сразу после покупки.
 Постелька X17DTL.
Постелька X17DTL.
После всех работ по ГБЦ решил я приложить постель к уже ровной, выстраданной, поверхности головки. Вставил распредвал. Это важно, т.к. без распредвала постель может иметь изгиб, который компенсируется ровным распредвалом. Если ровнять постель по ГБЦ без распредвала, есть опасность получить несоосные подшипники распредвала.
В лучших традициях ремонта металлообрабатывающих станков, в котором у меня есть хоть и весьма скромный, но таки опыт, я намазал поверхность ГБЦ берлинской лазурью и приложил постель.
 Мажем ГБЦ. Белые пятна на краске по периметру, это стёртые места о постель, которую я уже приложил ))
Мажем ГБЦ. Белые пятна на краске по периметру, это стёртые места о постель, которую я уже приложил )) 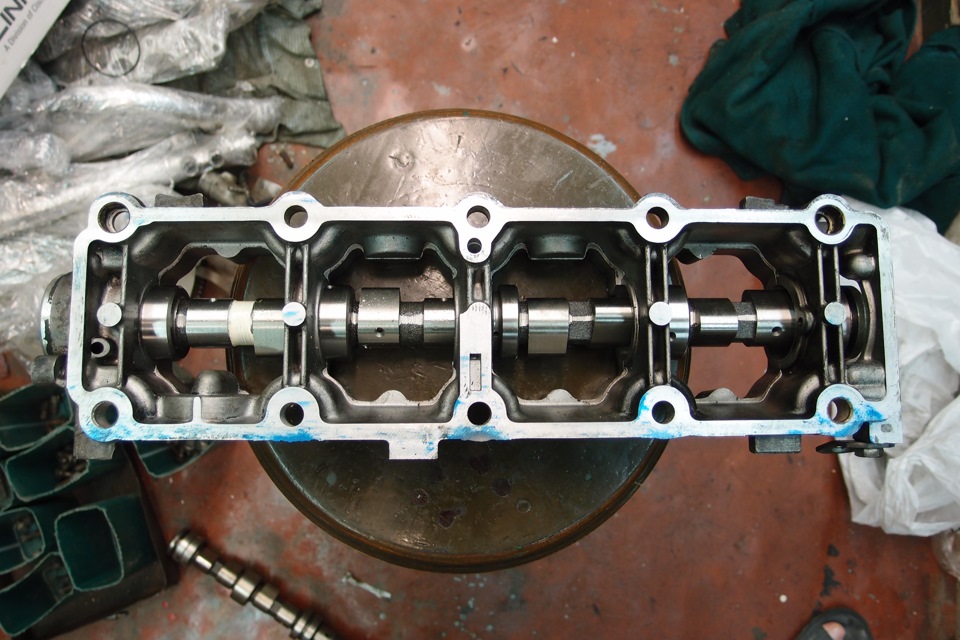 Прикладываем постель распредвала
Прикладываем постель распредвала
В результате никто не сомневался. Буквально пара точек касания. Конечно, при установке ГБЦ, с тем усилием, с которым утягиваются болты, постель прижмется к плоскости ГБЦ как родненькая, а герметик компенсирует все неровности, но будут ли подшипники соосны? Будет ли распредвал свободно в них вращаться? В лучшем случае он прогрызет себе в подшипниках постели место и будет работать, а подобная беда будет давать о себе знать низким давлением масла в магистрали распредвала, т.к. зазоры уже совсем не заводские.
Конечно можно было бы отнести постель на шлифовку, но гарантии, что верхняя поверхность распредвала параллельна нижней не было, танцевать с бубном возле плоскошлифовального и шлифовщика, который как и все шлифовщики не особо жалует легкие на изгиб и не магнитные детали, не было ни малейшего желания.
Поэтому я вспомнил былой опыт и взялся за шабер. Кто не знает, это такая железная палка с деревянной ручкой и твердосплавной лопаткой-резцом на конце. Шабером срезают лишний металл при ремонте станков, выводя идеальную плоскость.
 Шабер.
Шабер.
Шабрение — очень однообразная, можно наверняка сказать — нудная работа. Нанёс валиком краску. Важно нанести тонкий слой. Обычно это около 0,005 мм. Приложить деталь к поверхности. Не нажимая, собственным весом, слегка подвигать деталь взад-вперёд. Снять деталь, перевернуть и срезать все окрашенные места. Опять приложить, потереть, снять, перевернуть, срезать… За раз снимается слой около 0,005-0,01 мм, при чистовых проходах можно снимать до 0,002 мм, но нам такая точность не требовалась. )) Ещё одним аргументом в пользу шабрения было то, что мне не нужна была идеально ровная поверхность постели распредвала. Мне нужна была идеально прилегающая плоскость постели к поверхности ГБЦ, которая наверняка имеет погрешности обработки в пару соток.
 Срезаем все что окрашено, мажем, опять срезаем и так много раз.
Срезаем все что окрашено, мажем, опять срезаем и так много раз.  Ещё много-много раз срезаем и мажем. Результат намного лучше, но не тот, что нужен.
Ещё много-много раз срезаем и мажем. Результат намного лучше, но не тот, что нужен. 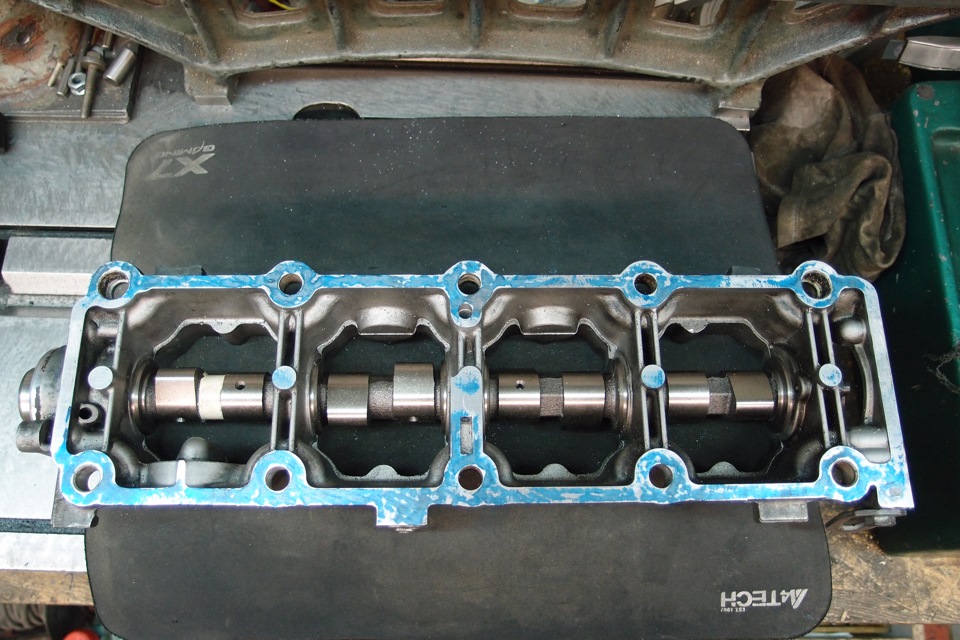 И снова одно и то же. Надо ещё поработать
И снова одно и то же. Надо ещё поработать  Вроде бы получилось. Непрокрашенные места по торцам это зазоры меньше 0,01 мм. Главное, что все 10 точек поверхности под болтами имеют равномерный контакт с ГБЦ
Вроде бы получилось. Непрокрашенные места по торцам это зазоры меньше 0,01 мм. Главное, что все 10 точек поверхности под болтами имеют равномерный контакт с ГБЦ
При толщине краски в пределах 0,01 мм и таком пятне контакта можно собирать постель на ГБЦ без герметика, уверен, что даже потеть не будет. Но у GM как раз есть для таких соединений специальный зелёный несохнущий герметик, для ультра тонких слоёв (GM 1503170). Он и будет использоваться при монтаже.
 Фото не моё, но мой герметик точно такой же. ))
Фото не моё, но мой герметик точно такой же. ))
Если представить, что можно заглянуть в будущее, то слой герметика на постель будет приблизительно таким:

И он практически весь будет выдавлен, равномерно с обеих сторон поверхности, приблизительно вот так:
Что такое постель в двигателе

Корзина
Корзина
Постель коленвала
Для нормальной работы двигателя автомобиля необходима идеальная работа всех механизмов.
Главенствующее, но так часто обделяемое вниманием – роль исправного двигателя в КШМ (вкладыши коленвала). От их эффективной работы, от износа зависит общая работа работоспособность мотора. Тонкие на первый взгляд пластинки являются необходимой и важной наружной обоймой подшипника, которая позволяет снижать трение, но и они в свою очередь быстро поддаются деформации. К сожалению, многие автомеханики и автолюбители всерьез полагают, что постель коленвала не может изнашиваться, и даже не проверяют в каком она нынешнем состоянии. При отсутствии правильного ремонта такое обстоятельство приводит к негативным результатам и еще более длительному ремонту.
При установке нового коленвала в старую постель высока вероятность, что повреждения будут внешне не видны, а постель будет зажимать, и только ухудшит диагностику неполадки. Например, при тугом движении или зажатии после заведения мотора происходит интенсивное трение и перегрев узла с последующим заклиниванием. Велика вероятность серьезного заклинивания в результате механических и термических нагрузок и, впоследствии, при запуске двигателя вкладыши могут серьезно деформироваться.
Возможные дефекты
Наиболее частая проблема искажения цилиндрических поверхностей – это искажение естественной формы от поперечного сечения кольца. Возникнуть оно может как в результате заклинивания, так и в момент стабильной работы. Длинная циклическая нагрузка может проявиться эллипсностью отверстий в опорах.

Если взглянуть на отверстия, а точнее на его диаметр то, нетрудно определить и заметить неестественное увеличение размеров по сравнению с предыдущим номинальным значением направления, которое совпадает с направлением движения поршня. Нужно ли говорить, что слабые части опоры, а также коренные крышки могут подвергнуться наиболее сильному искажению. Формированию эллипсности способствуют и другие причины, например, нарушение правильности нанесения смазки на коренные подшипники при малом пробеге
Причины поломки постели вала
Разладка происходит за счет интенсивного нагревания шейки подшипника. Отсутствие или малое количество смазки позволяет металлу сильно нагреваться, расплавлять защитный слой и выводить из строя мотор путем стирания опорной поверхности вкладыша.
На полукольцах, его наружных стенках предусмотрены специальные выступы, убирающиеся после сборки в переднюю часть бока. При возникновении крайне неблагоприятных условий, дефектов, эти усики не могут нормально удерживать вкладыш, и он приклеивается к шейке коленвала. В данном случае мотор в лучшем случае просто заклинивает, он глохнет и перестает работать.
Необходимо заметить, что проворачивание вкладыша может привести к быстрому износу уже опорных поверхностей, когда глубокая выработка поверхностей доходит до 0.4 мм и больше
Основные причины и возможные проблемы неисправностей:
— слишком густая смазка или ее полное отсутствие, соприкосновение абразивов с нижней частью двигателя;
— маловязкая смазка при интенсивной перегрузке;
— малое натяжение силы при установке крышки подшипника.
Необходимо сразу проверять на аномальное отклонение отверстий постельного вала, а то, что превышает величину 0,02 – сразу же исправлять.
Взяв в расчет длину и глубину повреждения и взвесив все, можно принимать решение о ремонте и восстановлении исходного состояния. Необходимо соблюдать нужные пропорции в соответствие с опорой, которая, в свою очередь, требует естественной производительности подшипника.
О восстановлении
Необходимо строго следить за изменением положения оси коленвала. Отклонение более, чем на 0.08 мм приводит к потере работы сальника, как переднего, так и заднего, а также нарушение герметичности.
При неправильной установке вероятная проблема со стыковкой двигателя с коробкой передач и агрессивное воздействие на трансмиссию. Для автоматической коробки передач смещение на 0,05 мм уже может привести к поломке, когда для механической результат допустим в 0,1 мм.
При изменении, смещении оси вала, меняется камера сгорания. Это, в свою очередь, влияет на степень сжатия и мощность двигателя, соответственно.
Наиболее остро изменения на себе ощущают дизельные двигатели, и незначительное уменьшение и увеличение подъема может столкнуть с ГБЦ и вызвать серьезную поломку.
После проверки всех опор вала, устранения всех неполадок можно применить метод занижения крышек.
Обработка отверстий происходит путем растачивания на основе оси отверстия, которые обработаны.
Необходимо правильно лишь подобрать правильный метод ремонта, вносящий минимальное изменение в двигатель и местонахождение оси. Часто бывает, что для исправления смещения требуются более качественные методы решения проблемы, вплоть до полного разбора двигателя и цена ремонта в каждом конкретном случае определяется индивидуально.