Полукольца коленчатого вала. Замена.

Где и зачем?
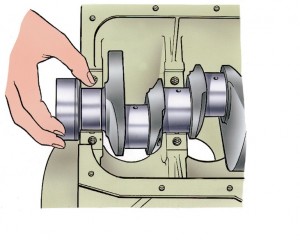
Упорные полукольца находятся по бокам крышки опоры третьего коренного подшипника, т.е. проще говоря, полукольца установлены между опорой блока и щеками коленвала.Полукольца удерживают коленвал от осевого перемещения, люфта.
 Полукольца при снятом коленвале
Полукольца при снятом коленвале
Почему их нужно менять?
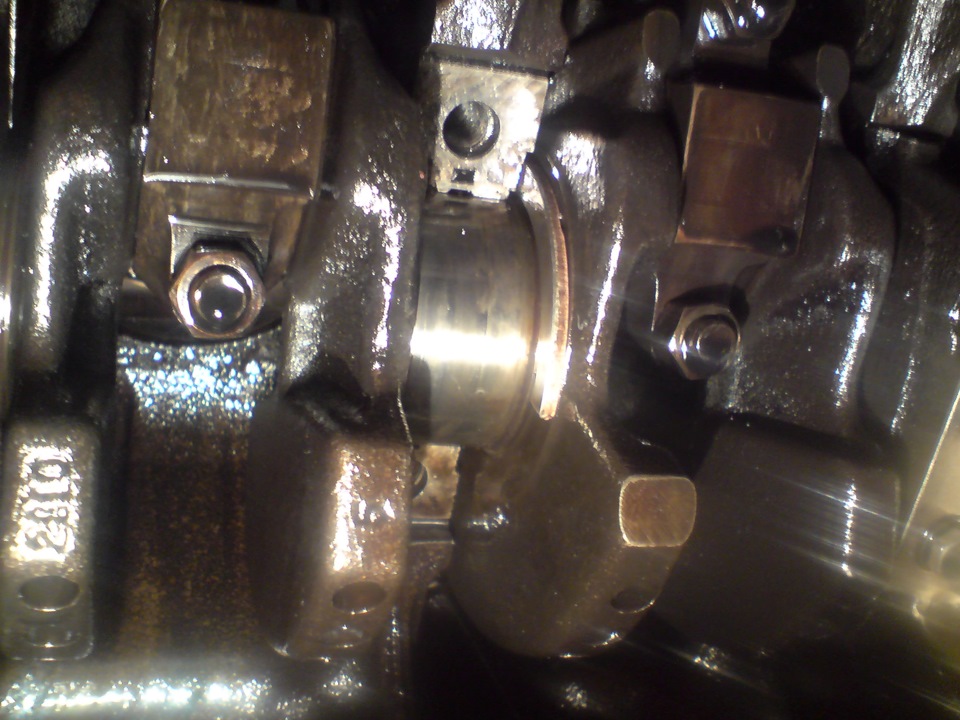
Со временем полукольца, истончаюся и люфт увеличивается, но это не самое опасное, со временем кольца могут стереться до такой степени, что перестанут держаться и одно или оба выпадут в поддон картера… Что происходит в этом случае? Когда между коленвалом и крышкой блока ничего не оказывается, коленвал начинает шлифовать крышку опоры.
 стертая крышка средней опоры
стертая крышка средней опоры 
Вся неприятность возникшей ситуации заключается в том, что крышка опоры подшипника блока для повышения точности отливается вместе с блоком. Проще говоря, если вовремя не заметить люфт коленвала можно опасть на замену блока и самого коленвала… Кроме того, увеличенный люфт коленвала приводит к постоянному выдавливанию заднего сальника коленвала и течи масла, задний сальник находится за маховиком, и чтобы его заменить придется выполнить огромный объем работы.
Как определить?
Да очень просто. Берем в руки монтажку, уираемся ей с одной стороны в кузов, а другой надавливаем на шкив генератора на коленвале, осевой зазор коленчатого вала не должен превышать максимально допустимый — 0,35 мм. Также попросите кого-нибудь выжать сцепление, а сами понаблюдайте за коленвалом. Если вы заметили сильный люфт, необходимо срочно заменить полукольца, поскольку, если полукольцо выпало, коленвал сточит канавку на крышке подшибника и новое полукольцо просто не будет держаться. Проверять люфт рекомедую после 120000 пробега
Как заменить?
Довольно просто. Для начала нужно купить: сами полукольца, прокладку маслянного поддона, герметик. Поскольку необходимо будет слить масло с двигателя, работу по замене полуколец можно объединить с заменой масла, также можно почистить поддон и маслоприемник. В продаже полукольца бывают трех размеров: стандартный 2,31; первый ремонтный 2,437; второй ремонтный 2,56, производства ЗМЗ. Примечтельно что на заводе полукольца устанавливают разные — с передней стороны подшипника(Со стороны привода ГРМ) устанавливается стале-алюминиевое полукольцо, а с задней стороны — металло-керамическое (желтого цвета).

В продаже полукольца одинаковые, оба металокерамические, с одной стороны стальные, с другой с анфрикционным слоем. Встречаются также неоригинальные, с обеих сторон металлокерамические.
 Стандартные стертые полукольца и новые полукольца разных размеров
Стандартные стертые полукольца и новые полукольца разных размеров 

Замена производится в такой последовательности:
1. Снимаем защиту двигателя
2. Сливаем полностью моторное масло
3. Откручиваем все 16 болтов крепления поддона картера и снимаем поддон
4. Откручиваем два болта крепления средней крышки коренного подшипника и снимаем ее
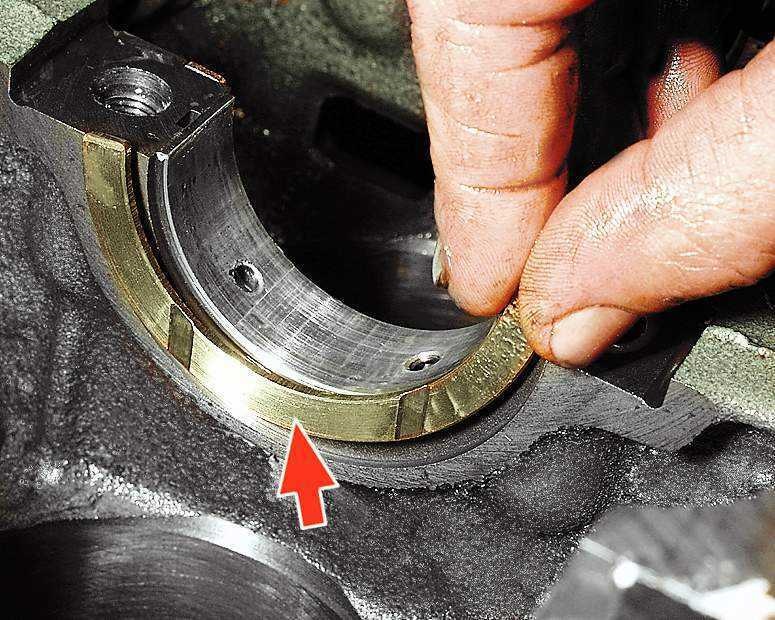
5. Устанавливаем новые полукольца канавками в сторону упорных поверхностей коленчатого вала (со стороны канавок на поверхность полукольца нанесён антифрикационный слой). Перемещая вал вправо-влево например отвёртками оцениваем осевое перемещение. Оно должно быть в пределах 0.06-0.26мм.
На фото видно как установить полукольца.
 Новым полукольцом выталкиваем старое, новое полукольцо должно заходить свободно.
Новым полукольцом выталкиваем старое, новое полукольцо должно заходить свободно.  Полукольцо на месте!
Полукольцо на месте!
Разборка и ремонт (переборка) двигателя
Снимаем маховик и крышку картера сцепления (см. тут).
Головкой «на 17» отворачиваем три болта крепления к блоку цилиндров кронштейна генератора.
Отвернув гайку крепления кронштейна трубки к выпускному коллектору (см. тут).
Головкой «на 13» отворачиваем три болта крепления насоса охлаждающей жидкости к блоку цилиндров.
На впрысковом двигателе демонтируем головку блока цилиндров в сборе с ресивером, впускной трубой и выпускным коллектором (см. тут).
На карбюраторном двигателе головку блока цилиндров снимаем в сборе с карбюратором, впускной трубой и выпускным коллектором (см. тут).
Снимаем маслоотделитель системы вентиляции картера, поддон картера и масляный насос (см. соответствующие разделы).
. и снимаем держатель в сборе с сальником.
Снимаем крышку привода распределительного вала, демонтируем цепь, звездочку коленчатого вала, валик привода масляного насоса, башмак натяжителя цепи (см. соответствующие разделы).
Накидным ключом «на 10» отворачиваем болт крепления кронштейна сливной трубки маслоотделителя системы вентиляции картера двигателя.
Вынимаем верхний вкладыш подшипника из головки шатуна.
Аналогичным образом извлекаем поршни с шатунами из других цилиндров.
Зажимаем шатун в тиски с накладками губок из мягкого металла.
Таким же образом снимаем.
Для снятия поршня с шатуна.
Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр.
Таким же образом снимаем еще четыре крышки коренных подшипников.
После разборки двигателя тщательно промываем бензином и очищаем от нагара детали для проверки их технического состояния.
Для определения износа цилиндров.

Схема измерения цилиндров: А и В — направления измерений; 1,2, 3 и 4 — номера поясов

Основные размеры блока цилиндров
Для определения износа юбки поршня.
Микрометром измеряем диаметры.

Допустимые биения основных поверхностей коленчатого вала
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
(читайте также статью «Коленвал — шлифовка или ремонт»)
После шлифования шеек коленчатого вала.
. тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).
В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками.
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Поршни к цилиндрам подбираются по классам.

Маркировка размерного класса цилиндров на блоке
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.
Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Смазываем моторным маслом канавки на поршнях.
Устанавливаем на поршни кольца.
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх.
Кольца должны проворачиваться в канавках свободно без заеданий.
Располагаем кольца следующим образом:
замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.
Полукольца осевого смещения 21213: настройка и замена
21213 полукольца осевого смещения – это детали, которые выполняют очень важную функцию в автомобиле ВАЗ 21213, их также можно найти в других моделях Лада Нива. Они предназначены для установки на задний мост автомобиля и служат для увеличения клиренса, особенно при пересечении бездорожья.
Зачем нужны полукольца осевого смещения?
Осевое смещение – это расстояние между плоскостью центральной оси колеса и плоскостью оси подвески автомобиля. Во время установки 21213 полуколец осевого смещения, их геометрия повышает этот показатель, в результате чего увеличивается клиренс между колесами и кузовом. Это особенно важно для автомобилей, которые периодически используются для кроссоверного бездорожья.
Благодаря увеличению клиренса, автомобиль обладает лучшей проходимостью на неровной поверхности, способен преодолевать ямы, бордюры и другие препятствия без риска повреждения подвески. Это также повышает безопасность движения и комфорт в пути.
Как ставятся полукольца нива 21213
На автомобили НИВА устанавливают двигатели 21213 — карбюраторный и его более современную модернизацию — 21214 — с электронной системой впрыска. Кроме того с 2009 года на 21214 начали устанавливать изменённые системы питания, выпуска и улавливания паров ОГ удовлетворяющие требованиям норм токсичности Евро-3.
Бензиновый, четырехтактный, четырехцилиндровый, восьмиклапанный, рядный, с верхним расположением распределительного вала. Система питания – карбюраторная. Порядок работы цилиндров: 1–3–4–2, отсчет – от шкива коленчатого вала.
Двигатель с коробкой передач и сцеплением образует силовой агрегат – единый блок, закрепленный в моторном отсеке на трех эластичных резинометаллических опорах.
Справа на двигателе (по ходу автомобиля) расположены: впускная труба и выпускной коллектор c системой рециркуляции отработавших газов, генератор, термостат, стартер (на картере сцепления), карбюратор и корпус воздушного фильтра. Слева расположены: датчик-распределитель зажигания (трамблер), свечи и провода высокого напряжения, указатель уровня масла, масляный фильтр, топливный насос, датчики температуры охлаждающей жидкости и давления масла. Спереди: привод насоса охлаждающей жидкости и генератора (клиновым ремнем), крыльчатка вентилятора.
Блок цилиндров отлит из специального низколегированного чугуна, цилиндры расточены непосредственно в блоке. Номинальный диаметр – 82 мм, при ремонте он может быть увеличен на 0,4 или 0,8 мм. Класс цилиндра маркируется латинскими буквами на нижней плоскости блока в соответствии с диаметром цилиндра в мм: А – 82,00–82,01, В – 82,01–82,02, С – 82,02–82,03, D – 82,03–82,04, Е – 82,04–82,05. Максимально допустимый износ цилиндра 0,15 мм на диаметр.
В нижней части блока цилиндров расположены 5 опор коренных подшипников со съемными крышками, которые крепятся к блоку специальными болтами. Отверстия в блоке цилиндров под подшипники обрабатываются при установленных крышках, поэтому крышки невзаимозаменяемы и для отличия маркированы рисками на наружной поверхности. В задней опоре имеются гнезда для упорных полуколец, препятствующих осевому перемещению коленчатого вала. Спереди устанавливается сталеалюминиевое полукольцо (белого цвета), а сзади – металлокерамическое (желтое). При этом канавки на них должны быть обращены к коленчатому валу. Полукольца поставляются номинального и увеличенного на 0,127 мм размеров. Если осевой зазор (люфт) коленчатого вала выходит за пределы 0,06–0,26 мм, то замените одно или оба полукольца (максимально допустимый зазор в эксплуатации – 0,35 мм).
Вкладыши коренных и шатунных подшипников – тонкостенные сталеалюминиевые. Верхние вкладыши коренных подшипников (устанавливаемые в блоке цилиндров) 1, 2, 4 и 5 опор – с канавкой на внутренней поверхности. Нижние вкладыши коренных подшипников и верхний вкладыш третьей опоры – без канавки, так же как и вкладыши шатунных подшипников. Ремонтные вкладыши выпускаются под шейки коленчатого вала, уменьшенные на 0,25, 0,5, 0,75 и 1,00 мм. Номинальный расчетный диаметральный зазор между шейками коленчатого вала и вкладышами подшипников должен составлять для коренных подшипников – 0,026–0,073 мм, для шатунных – 0,02–0,07 мм, максимально допустимый зазор между шейками и вкладышами – 0,15 мм и 0,1 мм соответственно.
Коленчатый вал – из высокопрочного чугуна, имеет 5 коренных шеек и 4 шатунных. Вал снабжен восемью противовесами, отлитыми заодно с валом (полнопротивовесный). Для подачи масла от коренных шеек к шатунным в нем просверлены каналы, закрытые запрессованными и зачеканенными заглушками. Эти каналы служат также для очистки масла: под действием центробежной силы твердые частицы и смолы, прошедшие через фильтр, отбрасываются к заглушкам. Поэтому при ремонте вала и при балансировке обязательно очищайте каналы от скопившихся отложений. Заглушки повторно использовать нельзя – их заменяют новыми.
На переднем конце (носке) коленчатого вала на сегментной шпонке установлены звездочка привода газораспределительного механизма и шкив привода генератора и насоса охлаждающей жидкости. Шкив зажат между гайкой на переднем конце вала и звездочкой. По его поверхности работает передний сальник коленчатого вала, установленный в крышке привода распределительного вала, отлитой из алюминиевого сплава. Задний сальник запрессован в держатель, также отлитый из алюминиевого сплава, который крепится к заднему торцу блока цилиндров. Сальник работает по поверхности фланца коленчатого вала. В задний торец коленчатого вала запрессован передний подшипник первичного вала коробки передач.
К фланцу коленчатого вала шестью самоконтрящимися болтами через общую шайбу крепится маховик. Он отлит из чугуна и имеет напрессованный стальной зубчатый венец для пуска двигателя стартером. Маховик устанавливают так, чтобы конусообразная лунка около его венца находилась напротив шатунной шейки 4-го цилиндра – это необходимо для определения ВМТ после сборки двигателя.
Шатуны – стальные, двутаврового сечения, обрабатываются вместе с крышками. Чтобы при сборке не перепутать крышки, на них, как и на шатунах клеймится номер цилиндра (он должен находиться по одну сторону шатуна и крышки). В отверстия нижней головки шатуна запрессованы специальные болты; при разборке их нельзя выбивать из головки. В верхнюю головку шатуна запрессована сталебронзовая втулка. По ее диаметру шатуны подразделяются на три класса с шагом 0,004 мм. Номер класса клеймится на крышке шатуна. Также шатуны подразделяются на классы по массе, которая маркируется краской или буквой на крышке шатуна. Все шатуны двигателя должны быть одного класса по массе.
Поршневой палец – стальной, трубчатого сечения, плавающего типа (свободно вращается в бобышках поршня и в головке шатуна), от выпадения зафиксирован двумя стопорными пружинными кольцами, расположенными в проточках бобышек поршня. По наружному диаметру различают три класса пальцев (через 0,004 мм), которые маркируются краской: 1 – синий (самый тонкий), 2 – зеленый, 3 – красный.
Поршень – из алюминиевого сплава. Юбка поршня имеет сложную форму: в продольном сечении она коническая, а в поперечном – овальная. В верхней части поршня проточены три канавки под поршневые кольца. Канавка маслосъемного кольца имеет сверления для подвода масла, собранного кольцом со стенок цилиндра, к поршневому пальцу. Отверстие под поршневой палец смещено на 1,2 мм от диаметральной плоскости поршня, поэтому при установке поршня необходимо ориентироваться по выбитой стрелке на его днище: она должна быть направлена в сторону шкива коленчатого вала.
По диаметру отверстия (в мм) под поршневой палец поршни подразделяются на 3 класса: 1 – 21,978– 21,982, 2 – 21,982–21,986, 3 – 21,986– 21,990. Номер класса также выбивается на днище поршня. Новые палец, поршень и шатун должны быть одного класса. При замене подбирают детали: смазанный моторным маслом палец должен входить в отверстие в поршне и верхней головке шатуна от усилия руки и не выпадать из них под собственным весом.
Поршни двигателя 21213 выпускаются одного класса по массе, поэтому отдельно подбирать их не требуется.
Поршневые кольца расположены в канавках поршня. Верхние два кольца – компрессионные. Они препятствуют прорыву газов в картер двигателя и способствуют отводу тепла от поршня к цилиндру. Нижнее кольцо – маслосъемное. Масло, собираемое со стенок цилиндра, подводится к отверстиям в бобышках поршня и служит для смазки поршневого пальца.
Зазор по высоте между поршневыми кольцами и канавками на поршне измеряется набором щупов. Номинальный зазор: для верхнего компрессионного кольца – 0,04–0,07 мм, для нижнего – 0,03–0,06 мм, для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм. Зазор в замке колец измеряют, вставив кольца в специальный калибр или в цилиндр двигателя, и выровняв их днищем поршня. Зазор в замке для всех колец должен составлять 0,25–0,45 мм.
Головка блока цилиндров – из алюминиевого сплава, общая для всех четырех цилиндров. Она центрируется на блоке цилиндров двумя втулками и крепится 11 болтами. Если длина стержня болта превышает 120 мм, то его следует заменить новым. Между блоком и головкой устанавливается безусадочная металлоармированная прокладка. Повторное ее использование не допускается.
В верхней части головки цилиндров на девяти шпильках закреплен алюминиевый корпус подшипников распределительного вала. Он центрируется на двух втулках, надетых на крайние шпильки.
Распределительный вал – литой, чугунный, пятиопорный, с отбеленными кулачками; приводится во вращение двухрядной цепью от звездочки коленчатого вала. Осевое перемещение ограничено упорным фланцем, входящим в проточку передней опорной шейки вала. Для правильной установки распределительного вала относительно коленчатого, на звездочках имеются метки. Если метка на шкиве коленчатого вала совпадает с меткой на крышке привода распределительного вала, то метка на звездочке распределительного вала должна совпасть с выступом на корпусе подшипников. Звездочка распределительного вала устанавливается только в одном положении и затягивается болтом с опорной и фиксирующей шайбами. Усик последней входит в отверстие в звездочке, а боковая часть отгибается на грань гайки.
Седла и направляющие втулки клапанов – чугунные, запрессованы в головку цилиндров. В запасные части поставляются ремонтные втулки с увеличенным на 0,2 мм наружным диаметром. Отверстия во втулках окончательно обрабатываются разверткой после запрессовки. Диаметр отверстия втулок впускных клапанов – 8,022–8,040 мм, выпускных – 8,029–8,047 мм. На внутренней поверхности втулок нарезаны канавки для смазки: у втулок впускных клапанов – на всю длину, у выпускных – до половины длины отверстия. Сверху на втулки надеты маслоотражательные колпачки (сальники клапанов) из маслостойкой резины с браслетной стальной пружиной.
Нижними концами они опираются на опорные шайбы, а верхними – на тарелку, которая фиксируется двумя конусными сухарями, входящими в проточку на конце стержня клапана. Зазор в приводе клапана (0,15 мм — для впускного и 0,20 мм — для выпускного) регулируется вворачиванием или выворачиванием регулировочного болта, который после окончания регулировки стопорится контргайкой.
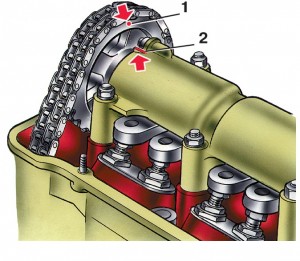
Для уменьшения колебаний цепи газораспределительного механизма на ее левой ветви между звездочкой валика привода масляного насоса и звездочкой распределительного вала на двух болтах установлен пластмассовый успокоитель. Для предотвращения спадания цепи в картер двигателя при снятии звездочки распределительного вала справа от звездочки коленчатого вала в блок цилиндров ввернут ограничительный палец. Правая ветвь цепи натягивается полуавтоматическим пружинным натяжителем, установленным на двух шпильках в головке блока цилиндров. Для натяжения цепи ослабляют колпачковую гайку натяжителя и проворачивают коленчатый вал двигателя. При этом плунжер натяжителя под действием пружины упирается в резинометаллический башмак, натягивая цепь. После регулировки гайку затягивают. Рывки и мелкие колебания цепи при работе демпфируются за счет плунжерного устройства натяжителя, обеспечивающего утапливание его хвостовика под нагрузкой на 0,2–0,5 мм. Башмак натяжителя поворачивается на оси, ввернутой в блок цилиндров.
От цепи газораспределительного механизма приводится и валик привода масляного и топливного насосов, а также датчик-распределитель зажигания. Крепление его звездочки аналогично креплению звездочки распределительного вала. Размеры звездочек также совпадают.
Валик вращается во втулках в блоке цилиндров, от осевых перемещений удерживается упорным фланцем, входящим в проточку на его передней шейке. Зубчатый венец валика входит в зацепление с шестерней привода масляного насоса и датчика-распределителя зажигания, установленной вертикально во втулке в проточке блока цилиндров. В шестерне выполнено продольное отверстие со шлицами, в которое снизу входит шлицевой конец валика масляного насоса, а сверху – шлицевой конец валика датчика-распределителя зажигания.
Масляный насос – шестеренчатый, одноступенчатый, с редукционным клапаном; смонтирован в корпусе, прикрепленном к нижней части блока цилиндров. Приемный патрубок отлит заодно с нижней частью корпуса и закрыт штампованной дырчатой сеткой для грубой очистки масла от механических примесей. Номинальные зазоры: между зубьями шестерен – 0,15 мм, между шестернями (по наружному диаметру) и стенками корпуса насоса – 0,11–0,18 мм, между торцами шестерен и плоскостью корпуса – 0,066–0,161 мм; предельные зазоры соответственно – 0,25 мм, 0,25 мм и 0,20 мм (измеряются набором щупов). Номинальные зазоры между ведомой шестерней и ее осью – 0,017–0,057 мм, между валом насоса и отверстием в корпусе – 0,016–0,055 мм; предельно допустимые зазоры – 0,10 мм (определяются промером деталей).
Система вентиляции картера – закрытая, принудительная, с отсосом газов через маслоотделитель.
Системы питания, охлаждения, выпуска отработавших газов и зажигания описаны в соответствующих разделах.
Где и зачем?
Упорные полукольца находятся по бокам крышки опоры третьего коренного подшипника, т.е. проще говоря, полукольца установлены между опорой блока и щеками коленвала.Полукольца удерживают коленвал от осевого перемещения, люфта.
Почему их нужно менять?
Со временем полукольца, истончаюся и люфт увеличивается, но это не самое опасное, со временем кольца могут стереться до такой степени, что перестанут держаться и одно или оба выпадут в поддон картера… Что происходит в этом случае? Когда между коленвалом и крышкой блока ничего не оказывается, коленвал начинает шлифовать крышку опоры.
Вся неприятность возникшей ситуации заключается в том, что крышка опоры подшипника блока для повышения точности отливается вместе с блоком. Проще говоря, если вовремя не заметить люфт коленвала можно опасть на замену блока и самого коленвала… Кроме того, увеличенный люфт коленвала приводит к постоянному выдавливанию заднего сальника коленвала и течи масла, задний сальник находится за маховиком, и чтобы его заменить придется выполнить огромный объем работы.
Как определить?
Да очень просто. Берем в руки монтажку, уираемся ей с одной стороны в кузов, а другой надавливаем на шкив генератора на коленвале, осевой зазор коленчатого вала не должен превышать максимально допустимый — 0,35 мм. Также попросите кого-нибудь выжать сцепление, а сами понаблюдайте за коленвалом. Если вы заметили сильный люфт, необходимо срочно заменить полукольца, поскольку, если полукольцо выпало, коленвал сточит канавку на крышке подшибника и новое полукольцо просто не будет держаться. Проверять люфт рекомедую после 120000 пробега
Как заменить?
Довольно просто. Для начала нужно купить: сами полукольца, прокладку маслянного поддона, герметик. Поскольку необходимо будет слить масло с двигателя, работу по замене полуколец можно объединить с заменой масла, также можно почистить поддон и маслоприемник. В продаже полукольца бывают трех размеров: стандартный 2,31; первый ремонтный 2,437; второй ремонтный 2,56, производства ЗМЗ. Примечтельно что на заводе полукольца устанавливают разные — с передней стороны подшипника(Со стороны привода ГРМ) устанавливается стале-алюминиевое полукольцо, а с задней стороны — металло-керамическое (желтого цвета).
В продаже полукольца одинаковые, оба металокерамические, с одной стороны стальные, с другой с анфрикционным слоем. Встречаются также неоригинальные, с обеих сторон металлокерамические.

Установка поршня с поршневыми кольцами
при помощи втулки для обжима колец и
центрирующие втулки головки цилиндров
(показаны стрелками)
Установка поршня с поршневыми кольцами
Установка поршня с поршневыми кольцами
при помощи втулки для обжима колец и
центрирующие втулки головки цилиндров
(показаны стрелками)
Проверка совпадения установочной метки на звездочке распределительного
вала с меткой на корпусе подшипников
1 – метка на звездочке;
2 – метка на корпусе подшипников
Установка масляного насоса

1 – масляный насос;
2 – фиксатор сливной трубки;
3 – сливная трубка маслоотделителя
Метки на крышках коренных подшипников

Cчет опор ведется от передней части
двигателя.
Порядок затягивания болтов головки цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Установите на стенд чистый блок и заверните в него отсутствующие шпильки.
2. Смажьте моторным маслом вкладыши подшипников и упорные полукольца
коленчатого вала, а также поршни и сальники. При сборке двигателя после ремонта
устанавливайте новые сальники коленчатого вала.
3. Уложите в гнездо среднего подшипника и в его крышку вкладыши без канавки на
внутренней поверхности. В остальные гнезда блока цилиндров уложите вкладыши с
канавкой, а в соответствующие крышки – вкладыши без канавки.
4. Уложите в коренные подшипники коленчатый
вал и вставьте в гнезда задней опоры два
упорных полукольца.
Предупреждение
Полукольца должны быть обращены канавками в сторону упорных поверхностей
коленчатого вала (со стороны канавок на поверхность полукольца нанесен
антифрикционный слой).
С передней стороны задней опоры ставьте сталеалюминиевое полукольцо, а с
задней стороны – металлокерамическое (желтого цвета).
5. Установите крышки коренных подшипников в соответствии с метками, которые
нанесены на их наружной поверхности (см. рис. Метки на крышках коренных
подшипников). Затяните болты крепления крышек.

6. Проверьте осевой свободный ход
коленчатого вала. Для этого установите
индикатор на магнитной подставке и вставьте
концы двух отверток, как показано на рисунке.
7. Перемещая вал отвертками замерьте индикатором осевой свободный ход вала. Он
должен быть в пределах 0,06–0,26 мм.
8. Если свободный ход больше, то приведите его в норму, заменив старые полукольца
новыми или установив полукольца увеличенной толщины.
9. Наденьте на фланец коленчатого вала
прокладку держателя заднего сальника, а в
гнезда держателя вложите болты крепления
передней крышки картера сцепления.
10. Наденьте держатель с сальником на оправку 41.7853.4011, и, передвинув его с
оправки на фланец коленчатого вала, прикрепите к блоку цилиндров.
Предупреждение
Отверстие для пальца на поршне смещено от оси на 1,2 мм, поэтому при установке
поршней в цилиндры стрелка на днище поршня должна быть обращена в сторону
привода распределительного вала.
15. Установите вкладыши в шатуны и крышки шатунов.
16. Установите шатуны и крышки на шейки коленчатого вала и затяните шатунные
болты. Крышки шатунов необходимо устанавливать так, чтобы номер цилиндра на
крышке находился против номера цилиндра на нижней головке шатуна.
17. Установите на коленчатый вал звездочку.
18. Установите валик привода масляного насоса и закрепите упорным фланцем.
19. Вставьте в блок цилиндров две центрирующие втулки и установите по ним прокладку головки цилиндров.
Предупреждение
При сборке двигателя необходимо всегда устанавливать новую прокладку под
головку цилиндров. Использование бывшей в употреблении прокладки не допускается.
Перед установкой прокладки необходимо удалить все масло с сопрягаемых
поверхностей блока и головки цилиндров. Прокладка должна быть чистой и сухой.
Попадание масла на поверхность прокладки не допускается. При попадании масла –
обезжирить прокладку.
20. Поверните коленчатый вал так, чтобы поршни находились в средней части
цилиндров.
21. Установите по двум центрирующим втулкам на блоке головку цилиндров в сборе с
клапанами, выпускным коллектором и впускной трубой.
22. Затяните болты крепления головки цилиндров в определенной последовательности
(см. рис. Порядок затягивания болтов головки цилиндров).
23. Чтобы обеспечить надежное уплотнение и исключить подтяжку болтов при
техническом обслуживании автомобиля, болты крепления головки цилиндров
затягивайте в четыре приема:
– 1-й прием – затяните болты 1–10 моментом 20 Н·м (2 кгс·м);
– 2-й прием – затяните болты 1–10 моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м), а болт 11 –
моментом 31,36–39,1 Н·м (3,2–3,99 кгс·м);
– 3-й прием – доверните болты 1–10 на 90°;
– 4-й прием – снова доверните болты 1–10 на 90°;
Предупреждение
Болты крепления головки цилиндров допускается повторно применять только в том
случае, если стержень болта вытянулся не более, чем до 120 мм. Если длина болта
больше, то замените его новым.
Перед сборкой двигателя заблаговременно смажьте резьбу и головки болтов,
окунув их в моторное масло. Затем дайте стечь излишкам масла, выдержав болты не
менее 30 мин. Удалите масло из отверстий под болты в блоке цилиндров.
24. Поверните маховик в такое положение, чтобы метка на звездочке коленчатого
вала совпала с меткой на блоке цилиндров.

25. Проверьте, на месте ли установочные
втулки корпуса подшипников
распределительного вала.
26. Установите звездочку на распределительный вал, собранный с корпусом
подшипников, и поверните вал так, чтобы метка на звездочке находилась против
метки на корпусе подшипников .
27. Снимите звездочку и, не изменяя положения вала, установите корпус подшипников
на головку цилиндров так, чтобы установочные втулки вошли в гнезда корпуса
подшипников.
28. Закрепите корпус подшипников, затягивая
гайки в последовательности, указанной на
рисунке.
29. Установите на головке цилиндров успокоитель цепи.
30. Наденьте цепь на звездочку распределительного вала и введите в полость
привода, устанавливая звездочку так, чтобы метка на ней совпала с меткой на
корпусе подшипников. Болт звездочки не
затягивайте до упора.
31. Установите звездочку на валик привода масляного насоса, также не затягивая
окончательно болт крепления.
32. Установите звездочку на валик привода масляного насоса, также не затягивая
окончательно болт крепления
33. Установите башмак натяжителя цепи и натяжитель, не затягивая колпачковую
гайку, чтобы пружина натяжителя могла прижать башмак; заверните в блок цилиндров
ограничительный палец цепи.
34. Поверните коленчатый вал на два оборота в направлении вращения, что обеспечит
нужное натяжение цепи; проверьте совпадение меток на звездочках с метками на
блоке цилиндров и на корпусе подшипников
35. Если метки совпадают, то заблокировав маховик фиксатором А.60330/R , окончательно затяните болты звездочек, колпачковую гайку
натяжителя цепи и отогните стопорные шайбы болтов звездочек; если метки не
совпадают, то повторите операцию по установке цепи.
36. Отрегулируйте зазор между кулачками распределительного вала и рычагами
привода клапанов.

37. Установите крышку привода
распределительного вала с прокладкой и
сальником на блоке цилиндров, не затягивая
окончательно болты и гайки крепления.
38. Оправкой 41.7853.4010 отцентрируйте положение крышки относительно конца
коленчатого вала и затяните окончательно гайки и болты ее крепления.
39. Установите шкив привода генератора и насоса и закрепите его гайкой.
40. Установите масляный фильтр с прокладкой, вручную привернув его к штуцеру на
блоке цилиндров.
41. Установите маслоотделитель вентиляции картера, крышку сапуна и закрепите
фиксатор сливной трубки маслоотделителя.
42. Установите масляный насос и масляный
картер с прокладкой.
43. Установите насос охлаждающей жидкости, кронштейн генератора и генератор.
44. Наденьте ремень на шкивы и отрегулируйте его натяжение.
45. Установите на головке цилиндров подводящую трубку радиатора отопителя и
выпускной патрубок охлаждающей рубашки.
46. Прикрепите к насосу охлаждающей жидкости и выпускному коллектору отводящую
трубку радиатора отопителя.
47. Установите датчики контрольных приборов.
48. Установите шестерню привода масляного насоса и датчика-распределителя
зажигания, а затем датчик-распределитель зажигания. Заверните свечи зажигания,
установите на них ключ 67.7812.9515 и затяните динамометрическим ключом.
49. Установите топливный насос в соответствии с указаниями подраздела 2.14.3.
50. Установите карбюратор и присоедините к нему шланги. Закройте карбюратор
сверху технологической заглушкой.
Предупреждение
Не допускается крепление (или подтягивание гаек) нагретого карбюратора.
51. Установите крышку головки цилиндров с прокладкой и кронштейном
топливопровода.
52. Установите воздушный фильтр, для чего закрепите на корпусе воздушного фильтра
шланги, установите на карбюратор корпус фильтра с прокладкой, затем установите
опорную пластину и закрепите корпус гайками.
53. Установите фильтрующий элемент и закрепите крышку фильтра.
54. Подключите провода высокого напряжения к датчику-распределителю зажигания и к
свечам зажигания.
55. Залейте моторное масло в двигатель через горловину на крышке головки
цилиндров.
Снимаем маховик и крышку картера сцепления (см. тут).
Отвернув гайку крепления кронштейна трубки к выпускному коллектору (см. тут).
На впрысковом двигателе демонтируем головку блока цилиндров в сборе с ресивером, впускной трубой и выпускным коллектором (см. тут).
На карбюраторном двигателе головку блока цилиндров снимаем в сборе с карбюратором, впускной трубой и выпускным коллектором (см. тут).
Снимаем маслоотделитель системы вентиляции картера, поддон картера и масляный насос (см. соответствующие разделы).
. и снимаем держатель в сборе с сальником.
Вынимаем верхний вкладыш подшипника из головки шатуна.
Аналогичным образом извлекаем поршни с шатунами из других цилиндров.
Зажимаем шатун в тиски с накладками губок из мягкого металла.
Таким же образом снимаем.
Для снятия поршня с шатуна.
Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр.
Таким же образом снимаем еще четыре крышки коренных подшипников.
После разборки двигателя тщательно промываем бензином и очищаем от нагара детали для проверки их технического состояния.
Для определения износа цилиндров.
Схема измерения цилиндров: А и В — направления измерений; 1,2, 3 и 4 — номера поясов
Основные размеры блока цилиндров
Для определения износа юбки поршня.
Микрометром измеряем диаметры.
Допустимые биения основных поверхностей коленчатого вала
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
(читайте также статью «Коленвал — шлифовка или ремонт»)
После шлифования шеек коленчатого вала.
. тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).
В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками.
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Поршни к цилиндрам подбираются по классам.
Маркировка размерного класса цилиндров на блоке
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.
Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Смазываем моторным маслом канавки на поршнях.
Устанавливаем на поршни кольца.
Располагаем кольца следующим образом:
замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.