Уточняем момент затяжки болтов ГБЦ в процессе установки

Обслуживание гидроблока цилиндров своими руками.
ГБЦ (голова блока цилиндров) — является важнейшей составляющей в системе двигателя автомобиля. Процесс затяжки болтов ГБЦ, будет по силам автолюбителю, обладающему определенными умениями. Для работы, нам потребуется специальный инструмент и уверенность в себе. Предоставленная инструкция, поможет справиться с задачей и избежать типичных ошибок.
Для начала определим, в каких случаях необходимо произвести затяжку болтов.
Большинство современных автомобилей, не требуют затяжки болтов ГБЦ. На более ранних моделях автомобиля (например ВАЗ 2109), требуется своевременно произвести затяжку болтов, для успешного прохождения технического осмотра.
Как правило, скопление влаги в местах соприкосновения блока с цилиндрами, свидетельствует о необходимости затяжки болтов. Причиной появления влаги в указанных местах, может является утечка смазывающей жидкости. Существует несколько, наиболее популярных причин протяжки болтов, среди которых:
Нарушение структуры головы блоков. К таким последствиям, чаще всего, приводит перегрев двигателя.
Нарушение герметичности прокладки ГБЦ. Данный факт, так же, говорит о необходимости затяжки болтов. Момент затяжки, рекомендуется регулировать после прохождения определенного километража и в обязательном порядке, после ремонта головы цилиндров.
Как регулируется момент затяжки болтов ВАЗ 2109.
Перед началом работ, необходимо подробно ознакомиться с оригинальной инструкцией автомобиля (ВАЗ 2109). Комплектующее руководство, расскажет о подробностях затяжки болтов, согласно требованиям изготовителя. В зависимости от конкретной марки автомобиля, проведение работ может включать в себя важные детали. Необходимо отдать должное советам производителя и учитывать их в ходе работы.
Для того, чтобы правильно произвести затяжку, необходимо обзавестись определенным набором знаний. Успешно произвести затяжку болтов, можно учитывая:
Порядок затяжки болтов ГБЦ, согласно схеме изготовителя ВАЗ 2109.
Момент силы затяжения.
Знание болтов, подлежащих регулировке.
Поскольку большинство современных автомобилей, не предусматривают дополнительную затяжку, болты имеет определенные характеристики. В таком случае, производитель подразумевает исключительно заводскую регулировку болтов. Поэтому, после повторного воздействия, структура болтов нарушается. При постороннем вмешательстве, болты быстро приходят в непригодность. В последствии, они могут разорваться.
Для того, чтобы избежать регулировки болтов, на более ранних моделях авто (ВАЗ 2109 или аналогичные модели) — необходимо правильно производить ремонт ГБЦ. Работы по ГБЦ, подразумевают обязательную замену прокладки ГБЦ. В данном случае, необходимо использовать прокладки — предотвращающие усадку. Таким образом, можно избавиться от необходимости перетягивать болты.
Если затяжка болтов, все же потребовалась — необходимо строго соблюдать советы производителя. При проведении работ, необходимо не допускать отклонения от оригинальной инструкции. Для правильной регулировки, необходимо строго и уверенно соблюдать последовательность.
Соблюдение момента затяжки болтов ГБЦ.
Для контроля за процессом, необходимо следовать определенной технике. Таким образом, можно управлять процессом, предотвращая ошибки. Для этого, необходимо использовать специальный ключ. Динамометрический ключ, позволит контролировать момент затяжки.
Первым делом, с помощью динамометрического ключа, устанавливаем держатель в нулевой положение. Это значит показания прибора, равны моменту начальной позиции держателя. Теперь, необходимо обратить внимание на показатель устройства в момент старта крепежа. Начинаем крутить держатель и смотрим на показатели. Если момент остался неизменным, значит крепеж поддается растяжению. Это, является нормой. В случае, если момент резко увеличился, необходимо добиться движения болта. Данный факт указывает на недостаточном растяжении держателя. В такой ситуации, регулировка совершается, после стабилизации.
Для контроля за процессом, необходимо понимать следующее:
Если при затяжке болтов, момент увеличивается — держатель является прочным и есть необходимость, в его замене.
Если, происходит уменьшение в момент затяжки — крепеж разрушен и его, так же, необходимо заменить.
В процессе эксплуатации автомобиля ВАЗ 2109, болты ГБЦ постоянно подвергаются разрушающим воздействие. При работе, держатели постоянно нагреваются и остывают. Такое термическое влияние, постепенно разрушает структуру крепежей. Понимая сложные условия функционирования болтов, следует серьезно отнестись к рекомендациям по их замене.
Основные правила регулировки держателей ГБЦ.
Вне зависимости от особенностей двигателя конкретного авто, существует общий ряд правил, которые нужно соблюдать в ходе работы. Необходимо строго следовать параметрам, указанным в инструкции производителя. Работу стоит проводить, используя динамометрический ключ. Использование аналога, может привести к нежелательным результатам. Затягивать можно, только полностью исправные болты. Перед началом работ, внимательно проверьте состояние держателей. Показатели момента затяжки, нужно учитывать строго и не откланяться от указанных производителем. При ремонте ГБЦ ВАЗ 2109, стоит соблюдать указание по затяжке, указанные в комплектующей инструкции.
Большинство особо важных особенностей регулировки болтов, указывается в инструкции к определенному автомобилю. Поэтому, необходимо тщательно изучить руководство по эксплуатации и обслуживанию машины. При эксплуатации автомобиля, соблюдать требования изготовителя и регулярно обслуживать автомобиль. Корректная работа двигателя, предотвращает необходимости регулировки держателей ГБЦ.
Поскольку, ГБЦ имеет сложное устройство, необходимо производить ремонт только при полной уверенности в своих знаниях. При возникновении неполадок в работе двигателя автомобиля, необходимо оперативно произвести профессиональную диагностику. Там самым, вы предотвратите масштабный ремонт авто и больших затрат.
Короткое видео, о том, как не надо ремонтировать ГБЦ:
Ремонт головы блока цилиндров, является сложной процедурой, требующая достаточного количество знания и определенного опыта. Для проведения ремонта, используется специальное оборудования, имеющееся, как правило, только в специализированных центрах обслуживания. Ремонт головы блока, подразумевает смену прокладки ГБЦ и регулировку момента болтов. Для правильной регулировки, необходимо строго следовать требования указанным в рассмотренной инструкции. Следуйте показателям изготовителя и используйте качественные инструменты. При внимательно подходе, можно успешно произвести регулировку, получив необходимый результат. Удачного ремонта!
16. Порядок затяжки болтов (гаек) крепления головки блоков цилиндров
Крепление головки блоков цилиндров, картеров и крышек распределительных шестерен, многоболтовых фланцев производят в определенной последовательности — от середины к краям и крест-на-крест, с многократным постепенным затягиванием крепежных деталей ( фиг. Такой способ крепления обеспечивает равномерное прилегание деталей друг к другу без перекосов и местных перенапряжений и обеспечивает равномерное и надежное уплотнение прокладок.
Болты и гайки крепления головки блока цилиндров затягивают динамометрическим ключом
17. Технология то и тр кривошипно-шатунного механизма
Детали кривошипно-шатунного механизма во время работы сильно нагреваются и воспринимают переменные нагрузки большой величины, поэтому для обеспечения длительной работы двигателя в исправном состоянии необходимо выполнять следующие рекомендации:
применять моторные масла только рекомендованные в соответствии с климатическими и температурными условиями;
новый или отремонтированный двигатель необходимо подвергать обкатке;
пуск двигателя при температуре окружающей среды ниже -5°С следует производить при помощи предпускового подогревателя или только после предварительного прогрева водой;
не давать двигателю полной нагрузки, пока он не прогреется;
не перегружать двигатель длительное время и не допускать во время работы ненормальных стуков и дымления;
поддерживать температуру охлаждающей жидкости в пределах 82 — 85°С;
не допускать длительной работы на холостом ходу.
Основными внешними признаками неисправности кривошипно-шатунного механизма являются: повышенный расход масла, дымный выхлоп отработавших газов и ненормальные стуки. Все это происходит в результате износа деталей и увеличения зазоров в сопряжениях, что вызывает падение давления масла в магистрали. Прежде чем проверять зазор в подшипниках, следует убедиться в правильности показаний манометра, проверить загрязненность фильтров и состояние других элементов системы смазки. Предварительная оценка состояния подшипников коленчатого вала по давлению масла в масляной магистрали производится приспособлением КИ-4940: номинальное давление прогретого двигателя до нормального теплового состояния при номинальной частоте вращения должно быть 250 — 350 кПа (2,5 — 3,5 кгс/см2), а предельно допустимое 100 кПа (1,0 кгс/см2). Падение давления масла в магистрали ниже предельно допустимого является одной из причин износа шеек коленчатого вала и подшипников. Допустимый зазор в шатунных и коренных подшипниках коленчатого вала должен быть 0,3 мм.
Зазоры в подшипниках можно проверить следующим способом. После слива масла и снятия поддона необходимо ослабить гайки крепления крышек коренных и шатунных подшипников, и снять крышку проверяемого подшипника вместе с нижним вкладышем. Затем положить на него вдоль оси коленчатого вала прокладку из латуни размером 25x13x0,3 мм, т.е. толщиной, равной максимально допустимому зазору, поставить крышку на место и затянуть гайки. Затяжку производят при помощи динамометрического ключа. Гайки шатунных болтов следует стопорить новыми шплинтами. Момент затяжки гаек коренных подшипников составляет 200 — 220 Н м (20 — 22 кгс-м), а шатунных 150 — 180 Н м (15 — 18 кгс-м).
Затем проверяют возможность вращения коленчатого вала, предварительно включив декомпрессионный механизм. Если вал будет вращаться свободно, то зазор в подшипнике превышает допустимое значение.
Увеличение зазора между деталями цилиндро-поршневой группы приводит к падению мощности двигателя, повышенному угару масла и выделению газов из сапуна. Чтобы оценить состояние цилиндропоршневой группы, можно воспользоваться различными способами, но наиболее простыми являются такие, которые позволяют определить техническое состояние деталей без разборки двигателя. К этим способам относятся: определение компрессии в цилиндрах двигателя при помощи компрессиметра КИ-861 или технического состояния цилиндропоршневой группы по утечке газов в картер двигателя при помощи индикатора расхода газов КИ-4887-1.
Окончательное решение о техническом состоянии цилиндропоршневой группы можно принять только после частичной разборки двигателя с замером зазоров между отдельными сопряженными деталями. Например, предельные зазоры между основными деталями цилиндропоршневой группы, по которым оценивают техническое состояние двигателя А-ОЗМЛ, равны:
зазор между юбкой поршня и гильзой цилиндра в верхнем рабочем пояске — 0,60 мм;
зазор между канавкой поршня и верхним компрессионным кольцом — 0,50 мм;
зазор между остальными кольцами — 0,40 мм; зазор в стыке компрессионного кольца — 6,00 мм; зазор в стыке маслосъемного кольца — 3,00 мм; зазор между бобышками поршня и пальцем — 0,10 мм; зазор между верхней головкой шатуна и пальцем — 0,30 мм; выступание гильзы цилиндра относительно плоскости блока — 0,165 мм.
Для установки поршневых пальцев поршни перед сборкой нагревают в масле до температуры 80 — 100°С. Поршневые кольца подбирают по гильзе, а затем по канавкам в поршне. Для проверки зазора в замке кольца его устанавливают в гильзу при помощи Поршня на глубину 25 мм от верхнего торца. Подгонка зазора в замке осуществляется при помощи личного напильника, а под гонка кольца по канавкам в поршне по высоте осуществляется притиркой на чугунной плите.
Гильзы цилиндров меняют на новые, если их износ в верхней зоне первого компрессионного кольца превышает 0,60 мм. Поршни заменяют, если зазор между канавкой и новым компрессионным кольцом по высоте превышает 0,50 мм. Затяжку гаек на шпильках при креплении головки цилиндров двигателя производят в определенной последовательности, момент составляет 200 — 220 Н м (20 — 22 кгс-м)
Как правильно затянуть резьбовые крепления головки блока цилиндров
Головка блока цилиндров (ГБЦ) в двигателе играет чрезвычайно важную роль. В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
Важность правильной затяжки болтов или гаек ГБЦ
Головка блока цилиндров (ГБЦ) — один из важнейших узлов автомобиля. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Головка блока постоянно должна испытывать силу сжатия, которая задаётся определённым моментом затяжки резьбового крепления. Для того чтобы сила сжатия была равномерно распределена по поверхностям стыка головки с блоком цилиндров предусмотрено большое количество стяжных болтов или шпилек с гайками. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.

Последствия от перетяжки болтов крепления ГБЦ
Если затяжка резьбовых соединений головки блока ведётся с превышением усилия от номинального, то сила растяжения, которая воздействует на болт или шпильку, начнёт разрушать резьбу в блоке или вытягивать тело крепёжного элемента. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Если же резьба в отверстиях блока будет сильно повреждена, то она уже не сможет обеспечить необходимое прижатие головки при правильном моменте затяжки. Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.

Что будет, если недостаточно затягивать болты крепления ГБЦ
Если крепление головки выполняется с минимальным усилием, то это приведёт к слабому прижатию её к поверхности блока цилиндров. Между прокладкой и прилегающими к ней плоскостями блока и головки образуются микроскопические зазоры, которые обязательно приведут к прогоранию уплотняющего материала.
Недостаточная затяжка болтов крепления не обеспечивает нормального прилегания головки, что может вызвать коробление её стыковой поверхности.
Виды ключей для правильной затяжки резьбовых соединений
Затяжка резьбового соединения должна делаться с таким усилием, чтобы исключить:
- неплотное прилегание сопрягаемых поверхностей скрепляющихся деталей;
- срыв ниток резьбы;
- механическое разрушение тела болта;
- проворачивание граней у гайки или головки болта;
- разрушение гравёрных шайб.
Любой материал, из которого сделан блок (головка цилиндров, крепёжные болты), имеет свой предел прочности. Именно наименьший предел прочности самого слабого звена в узле крепления определяет наибольшее усилие затяжки. Самое слабое звено в креплении головки блока цилиндров — болты (шпильки) и резьба в отверстиях блока. Их слабость определяется не столько прочностью материала их изготовления, сколько несопоставимыми размерами (диаметром) с габаритами, массой блока и головки цилиндров. Понятно, что для разрушения солидного чугунного блока или массивной дюралевой головки нужно приложить гораздо больше усилий, чем для разрыва тонкого болта, сделанного из высокопрочной легированной стали.
Какое усилие нужно прикладывать
Пороговое или предельное значение прочности ответственных деталей обычно даётся в паспортных данных двигателя. Там же приводятся значения максимальных усилий затяжки болтов крепления ГБЦ. Для выполнения затяжки с требуемым усилием служат специальные динамометрические ключи.
По способу регулирования и индикации динамометрические ключи делятся на следующие категории:
- Нерегулируемые с постоянным моментом затяжки. Они применяются для затяжки ГБЦ на конвейерах при сборке двигателей. Их достоинства — высокая надёжность.
- Регулируемые на предельный момент затяжки. Это так называемые трещотки с возможностью установки определённого момента затяжки. При достижении этого усилия трещотка срабатывает, и дальнейшее закручивание становится невозможным. Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
- Со шкалой и стрелкой. Таким ключом можно вести затяжку резьбовых соединений с разными усилиями. Главные условия: нужно много свободного места и возможность удобного наблюдения за шкалой. Входит в набор инструментов слесарей-мотористов.
- Цифровая индикация в компактном приборе, измеряющем приложенное усилие. Очень точный, надёжный, удобный в работе инструмент. С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
- Комбинация выставляемого усилия затяжки с контролем по цифровой или стрелочной индикации. Такие ключи защищают резьбу от прикладывания чрезмерного усилия затяжки, одновременно позволяя контролировать величину момента с помощью прибора индикации.
Фотогалерея: виды динамометрических ключей
 Нерегулируемые динамометрические ключи используются на производстве
Нерегулируемые динамометрические ключи используются на производстве  Регулируемые трещоточные динамометрические ключи часто входят в состав профессиональных наборов для затяжки ГБЦ
Регулируемые трещоточные динамометрические ключи часто входят в состав профессиональных наборов для затяжки ГБЦ  Стрелочные динамометрические ключи имеют шкалу и стрелку
Стрелочные динамометрические ключи имеют шкалу и стрелку  Циферблатные динамометрические ключи надёжны и удобны в работе
Циферблатные динамометрические ключи надёжны и удобны в работе  Комбинированные динамометрические ключи позволяют контролировать усилие затяжки и не превышать его
Комбинированные динамометрические ключи позволяют контролировать усилие затяжки и не превышать его
Общие правила затяжки креплений головки блока
У головок разных моделей двигателей параметры порядка и момента затяжки ГБЦ сильно отличаются друг от друга. Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
- Затяжка головки блока ведётся согласно схеме, разработанной производителем двигателя.
- Момент затяжки болтов крепления или гаек также определён производителем и отражён в инструкции по эксплуатации этого легкового автомобиля.
- Затяжка ведётся исправным и калиброванным динамометрическим ключом.
- Болты крепления или шпильки с гайками используются в идеальном состоянии без повреждения резьбы и тела болта или шпильки. Резьба должна быть чистой, без зазубрин и заусенцев.
- Свою специфику имеют болты для затяжки головки блока типа TTY. У них указывается не момент силы, а установочный градус. Нужные сведения содержатся в инструкции по эксплуатации силового агрегата.
- В глухих отверстиях в блоке под болты ничего не должно находиться. Маслом следует поливать резьбу болта, а заливать смазку в «слепое» гнездо не рекомендуется.
- Перед использованием болтов следует произвести контрольную проверку их состояния. Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять.
- Прокладку головки блока для замены нужно покупать только оригинальную, потому что она не даёт усадки.
Как сделать динамометрический ключ своими руками
Чтобы самостоятельно смастерить необходимый всем механикам инструмент, нужно знать его устройство. В принципе, конструкция динамометрического ключа проста. Это накидной ключ или четырёхгранник под головку с воротком, в который встроен динамометр.

Для работы вам понадобятся:
- вороток;
- ручной динамометр с пределом взвешивания 35–40 кг;
- удлинитель;
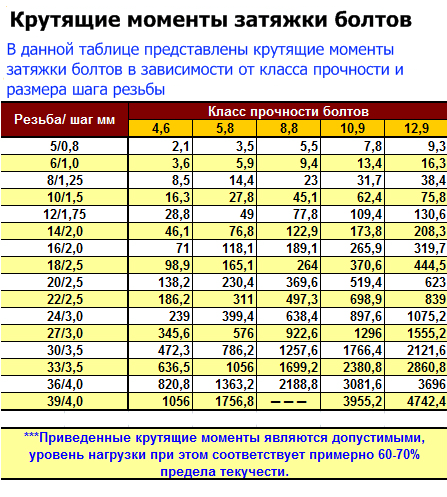
- таблица предельных усилий для затяжки крепления ГБЦ.
Усилие затяжки в таблице приводится в Нм (Ньютон-метрах), а динамометр измеряет вес в кг. Поэтому сначала нужно разобраться с числами.
Длина воротка постоянна. Её легко измерить. Если в таблице предельное усилие равно 30 Нм, а длина воротка равна 0,3 м, то усилие, показываемое динамометром, должно равняться 30 : 0,3 = 100 Н.
Один кг равняется 10 ньютон. Следовательно, прибор должен фиксировать усилие, равное 10 кг.
Чтобы сделать усилие меньше, нужно длину воротка увеличить. Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
Момент затяжки и порядок затяжки болтов ГБЦ
Разным моделям двигателей требуются различные усилия для затяжки головки блока. Имеются различия и в порядке затягивания болтов крепления. Все эти сведения указаны в паспорте двигателя. Ещё раз подчеркнём важность правильного выполнения затяжки и соблюдения величины её момента.
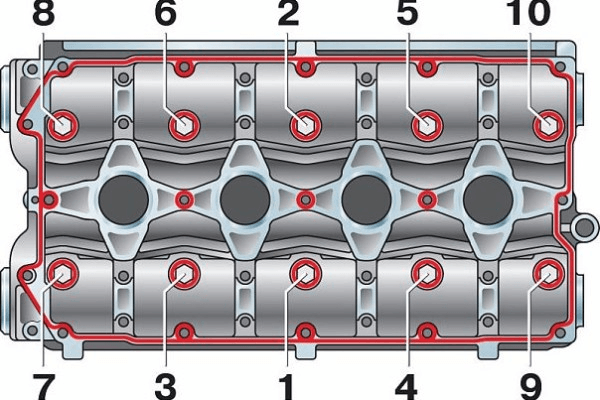
Начинается затяжка крепления ГБЦ всегда со средних болтов. Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Затягивать резьбовые соединения при отсутствии соответствующего оборудования категорически не стоит автолюбителям, которые решили самостоятельно поменять прокладку головки блока или притереть клапаны.
Динамометрическим ключом не всегда пользуются при затяжке опытные слесаря-ремонтники, которые способны почувствовать на практике предел прочности любого болта. Но такая способность приходит не сразу. Для этого нужно поработать динамометрическими ключами несколько лет.
Но даже специалисты с большим стажем болты крепления головки блока цилиндров на дорогих марках легковых автомобилей затягивают динамометрическим ключом, потому что эта операция напрямую влияет на долговечность работы силового агрегата. В экстренной ситуации, когда нет возможности воспользоваться динамометрическим ключом, можно применить вариант с механическим или электронным кантором. В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
Видео: как проверить затяжку головки блока цилиндров
Затяжка болтов крепления ГБЦ на автомобилях с пробегом — дело ответственное, трудное, специфическое. Ответственное, потому что от правильной затяжки зависит нормальная и долговечная работа двигателя. Трудное, поскольку эту работу выполнять не совсем удобно из-за тесноты и недостаточной обзорности. Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.
Момент затяжки болтов ГБЦ и порядок проведения работ

Двигатели
Разъем головки блока цилиндров (ГБЦ) и блока пересекает камеры сгорания и полости, в которых циркулируют масло и охлаждающая жидкость (ОЖ). Важность правильной затяжки крепежей ГБЦ объясняется необходимостью разделения этих рабочих сред. Момент затяжки болтов ГБЦ удерживает головку, на которую действует давление газов и тепловая нагрузка. Сложная деталь испытывает и сложные деформации, что вынуждает производителя тщательно разрабатывать технические условия затяжки ГБЦ, основными из которых являются момент и порядок затяжки.
Чем опасен неправильный момент затяжки
Невыполнение ТУ может вывести из строя ДВС в результате вытекания и смешения рабочих жидкостей. К этому приводит нарушение герметичности прокладки либо самой головки блока.
Если момент затяжки ГБЦ неправилен, прокладка головки блока будет обжата неравномерно: недогруженный болт не прижмет ее с должной силой, а перетянутый — удлинится и ослабит хватку. Головка будет деформироваться, выгибаться и в результате прокладка даст течь.
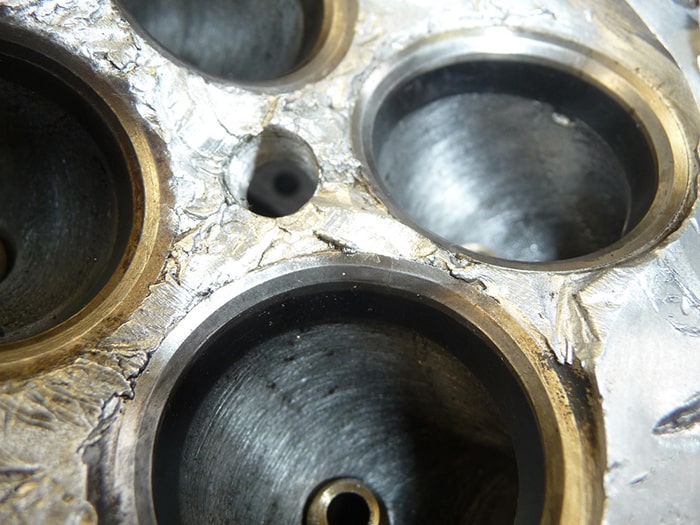
Деформация головки блока цилиндров.
Чаще всего охлаждающая жидкость идет в масло. Нарушение условий смазки приводит к выходу из строя вкладышей и шеек коленчатого вала, а недостаток ОЖ — к перегреву и дальнейшей деформации ГБЦ. Реже в воду прорываются выхлопные газы и масло, но последствия тоже плачевны.
Перетяжка болтов в сочетании с сильным перегревом могут привести к трещине в ГБЦ.
Как контролировать момент затяжки
С каким усилием затягивать головку блока цилиндров прописано в документации по ремонту. Там же обязательно присутствует схема затяжки болтов ГБЦ и описание технологического процесса. Для затяжки используют динамометрический и угловой ключи.
Виды ключей для правильной затяжки резьбовых соединений
Динамометрические ключи бывают:
- стрелочные;
- со щелчком;
- комбинированные;
- электронные.
Динамометрические ключи различаются размерами и диапазонами:
- Стрелочный, или шкальный представляет собой квадрат под головку, с гибким упругим рычагом — это чувствительный элемент ключа. На нем закреплена шкала, к которой от квадрата параллельно рычагу подведена неподвижная стрелка. При затяжке рычаг изгибается, и шкала вместе с ним поворачивается относительно стрелки. При определенном моменте затяжки болтов ГБЦ затяжку прекращают. Шкала такого прибора может быть вынесена на циферблат
- Ключ со щелчком чаще всего применяется для затяжки ГБЦ . Инструмент считается профессиональным и более точным, чем шкальный. К тому же он компактнее, и позволяет работать в труднодоступных местах, не всматриваясь в шкалу. Необходимый момент затяжки точно настраивается предварительно. При его достижении ключ щелкнет — значит работу нужно остановить.
- Комбинированный ключ — очень редкий. Дополнительно к шкале он имеет специальный зуб, который при достижении установленного момента срывается с упора и щелкает. Инструмент позволяет точно выдерживать параметр затяжки, а также наблюдать за динамикой изменения момента затяжки.
- Электронные динамометры при этих работах применяются редко, хотя и обладают высокой точностью.
Момент затяжки болтов головки блока пропорционален углу поворота в идеальных условиях. Однако сопротивление болта не постоянно: шероховатость резьбы, температура, смазка, попадание случайной взвеси — все влияет на показания. Наша задача — сообщить болту необходимый натяг, чуть растянуть его в диапазоне упругой деформации.

Угловой ключ нечувствителен к сопротивлению, а потому более точен. Им чаще производится затяжка головки блока цилиндров на окончательных этапах. В отсутствии углового ключа крепеж вращают, применяя засечки маркером или мелом, и считают количество граней. Этот метод примитивен, но обеспечивает необходимую точность и им пользуются профессионалы.
Динамометрические ключи являются не слесарным, а измерительным инструментом. Они не предназначены для постоянной работы в качестве трещотки, а тем более для срыва гаек.
Стандартные моменты затяжки болтов головки блока цилиндров
Если открыть руководство по ремонту двигателя, там будут указаны стандартные моменты затяжки различных соединений, но не столь ответственных. Для таких операций, как затяжка болтов головки блока цилиндров, или шатунных болтов производитель отдельно указывает момент затяжки.
Размеры крепежа могут сильно отличаться от табличных данных на крепеж общего применения.
Если вам удастся вычислить правильный конечный момент затяжки, то где взять данные по промежуточным этапам, рекомендациям о прогреве, выдержке, смазке? С применением угловой затяжки этот вопрос вовсе теряет актуальность.
Когда необходимо производить затяжку ГБЦ
Затяжка болтов ГБЦ проводится при всех работах, связанных с установкой этой детали. Чаще всего встречается замена прокладки под головку. Ремонт самой головки, замена поршневых колец и многое другое также вызывает необходимость монтажа/демонтажа головки.
Замену лопнувшего болта ГБЦ можно произвести не снимая головки.

Регламентом технического обслуживания может быть предусмотрена протяжка болтов ГБЦ. Эта процедура относится больше к старым технологиям, но применяется и поныне в случае растяжения болтов, усадки прокладки или деформации самой головки.
Если вдруг незначительно потекла прокладка, можно попробовать произвести подтяжку, но, к сожалению, в большинстве случаев это не помогает.
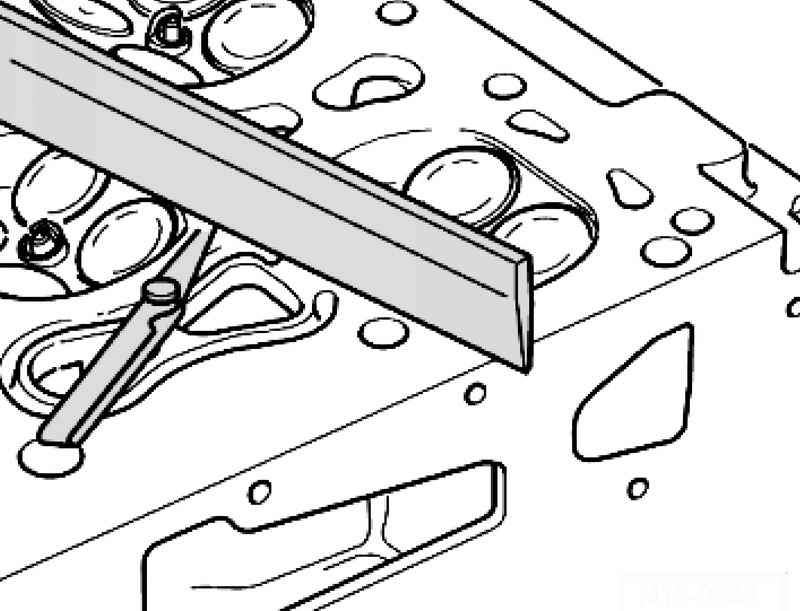
Затяжка болтов ГБЦ: момент и порядок затяжки, способы и особенности работ
Очень часто при ремонте или замене головок не обращают внимание на состояние их посадочной поверхности. Может раковины и увидят, но тому, что головка выгнулась и стоит на блоке «домиком» значения не придадут, а это влияет на качество затяжки болтов ГБЦ. Головка блока в этом случае стоит на краях и приподнята посередине. Сила обжатия центральных болтов уходит на разгибание детали причем почти впустую.
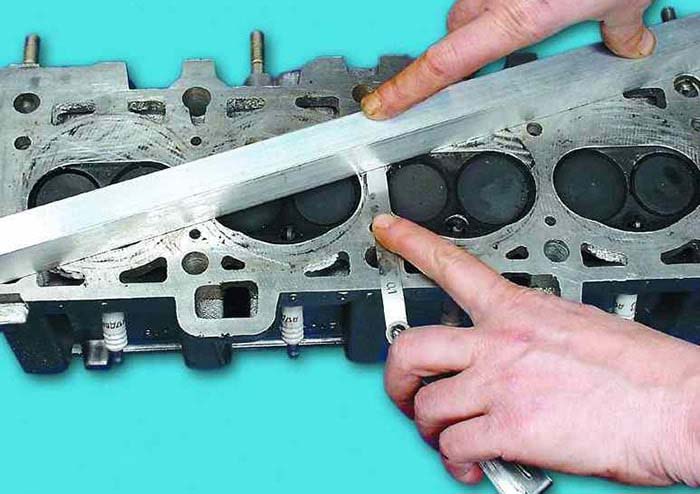
Динамометрический ключ фиксирует необходимый момент, но усилия не хватает, чтобы прижать прокладку должным образом. Посередине она уплотняется меньше и срок ее службы сократится, хотя и не катастрофически.
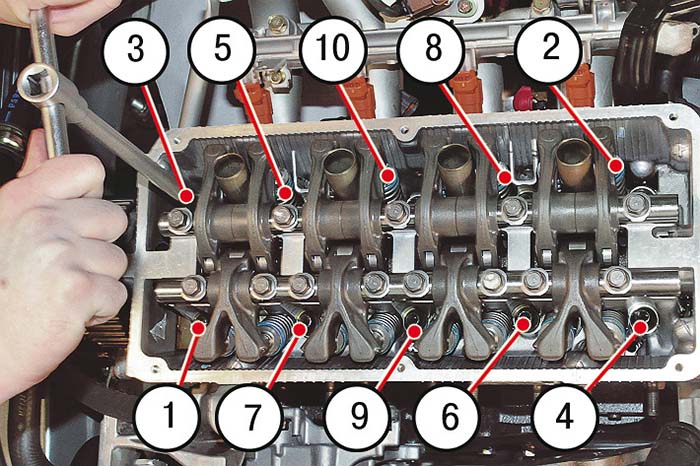
Схема и порядок затяжки головки блока цилиндров
В инструкции по ремонту всегда представлена схема затяжки болтов ГБЦ. Болты головки надо прижимать от центра к периферии. Это улучшает прилегание и сокращает начальные напряжения. Правило незыблемое, но конкретные схемы разные. Продвижение от центра может идти крест-накрест по диагонали, или попарно (то слева, то справа). Бывает, что путь через все болты на схеме являет собой спираль.
Важно не запутаться, когда в некоторых случаях крепеж имеет разные размеры и, соответственно, разные моменты затяжки:
- На нулевом этапе внимательно прочитайте руководство и выполните все технические условия. ТУ могут обязывать заменять болты при каждой установке, измерять их длину и сравнивать с предельно допустимой. Некоторые болты разрешено использовать определенное количество раз. При этом каждый раз нужно оставлять на головке кернение. Как правило, резьбы болтов и торцы шайб смазываются моторным маслом, но встречается и сухая установка.
- Очень важно, и об этом в инструкциях пишут редко, удалить из отверстий под болты в блоке всякую влагу. Если этого не сделать, при затяжке болтов ГБЦ, они упрутся в масло, не смогут его сразу выдавить. Динамометрический ключ при этом покажет грамотную затяжку. Позже, жидкость все же выйдет наружу, и болт ослабнет окончательно.
- Смазанные тонким слоем моторного масла болты вставляйте в отверстия и наживляют от руки. Закручивать лучше ручным инструментом (например, коловоротом) чтобы вовремя почувствовать, если в резьбе что-то не так. Прихватываем головку до фиксации.
- Настраивайте динамометрический ключ и производите затяжку головки блока цилиндров по первому этапу. Работая правой рукой, придерживайте инструмент левой по оси вращения, чтобы избежать перекосов, снижающих точность затяжки. Только кручение. Движение инструмента должно быть равномерным, без рывков. Затем переходим к следующим этапам.
Порядок протяжки головки блока цилиндров тот же, что и при ее установке.
Порядок раскручивания крепежа обратен обтяжке. Не разбирайте узел как попало, расслабляйте конструкцию постепенно, от периферии к центру.
Регулировка момента затяжки болтов ГБЦ
Многие автолюбители сомневаются в грамотной затяжке головки блока цилиндров. Мол: «ремонтировались в поле, какие там динамометры». Можно подкорректировать: термины регулировка, настройка не очень подходят. Затяжку не регулируют, а стяжной крепеж не крутят в разные стороны, как гитарный колок, их правильно затягивают. Изменение момента идет только в сторону увеличения.
Если головку демонтировать не хочется, а проверить затяжку прикипело, желательно ослабить болты ГБЦ и затянуть далее согласно инструкции.
Например, последовательность затяжки следующая:
- Обжатие моментом 8 кгс·м.
- Доворот угловым ключом на 90°.
- Доворот угловым ключом на 90°.
Должно быть так, а как затянуто — никто не знает. Постепенно раскручиваем болты до момента менее 8 кгс·м. Выравниваем затяжку до 8. Обжимаем на 90° все болты. И еще одна протяжка ГБЦ на 90°. Крепеж старый и какой-нибудь болт может лопнуть, или грани сорвет. Будем выкручивать чуть позже.
Затяжка болтов ГБЦ на дизеле и бензиновом моторе
Затяжка ГБЦ на дизеле проводится так же, как и на моторе с принудительным зажиганием. На дизелях чаще можно встретить чугунную головку, которую иногда, в соответствии с инструкцией обжимают на горячую. Но это не должно волновать: просто открывайте руководство, и выполняйте пункт за пунктом.
Дизельный мотор очень напряженный, поэтому все технические требования, такие как порядок затяжки болтов ГБЦ, момент затяжки нужно соблюдать особо педантично.
Может ли человек чувствовать момент затяжки.
С опытом безусловно приходит способность чувствовать стяжное усилие. Небольшие моменты можно научиться определять почти безошибочно, но с возрастанием нагрузки делать это все труднее.

Протяжка ГБЦ ЯМЗ 236.
Навык очень полезен. Динамометрический ключ — это техническое устройство, которое может выйти из строя. Мышечная память поможет нам держать инструмент под контролем и избежать поломки крепежа.
Как выкрутить болт ГБЦ с сорванными гранями из блока цилиндров
Сначала нужно попробовать выкрутить болт, не применяя режущего инструмента. Стружка и металлическая пыль, не говоря уже об абразиве, попадая в двигатель, не сулят ничего хорошего:
- Головку болта необходимо обстучать в осевом направлении через латунную проставку. Это значительно ослабит прочность соединения.
- Постарайтесь забить внутрь или снаружи головки болта подходящий инструмент. Дюймовый, метрический — уже все равно. Лишь бы держался. Откручивайте.
- Есть такой инструмент — гайкорез. Кольцо, внутрь которого выдвигается режущий зуб. Если позволяют габариты накиньте его на головку болта, вдавите зуб и пробуйте отвинчивать.
- Можно приварить новую гайку.
- Если есть сноровка, воспользуйтесь зубилом. Сначала зубилом, что поострей, внедритесь в головку крепежа. Теперь на этот уступ установите тупой инструмент и резко бейте на откручивание. Метод требует навыка, но он очень эффективен.

Если предыдущие варианты не дали результата, ручной пилой или болгаркой нарежьте шлиц и срежьте головку (сумейте не повредить посадочную поверхность). Распустите остальные болты и снимите головку блока. Обломок торчит высоко — все в ваших руках. Шпильковерт, шведки, крокодилы — вполне подойдут.
Если пришлось высверливать, то после прохождения отверстия сверлом воспользуйтесь экструдером — это конический инструмент с левой резьбой и крутым подъемом витков, который напоминает буравчик. Внедренный в сверление он жестко цепляется за стенки рабочими кромками. Вращайте его против часовой стрелке вместе с застрявшим метизом. Экструдер гораздо эффективнее вбитого внутрь трехгранного напильника.
Перед сверлением обезопасьте двигатель от попадания стружки.
Порядок затяжки болтов головки блока цилиндров в зависимости от модели авто
Таблица порядка и моментов затяжек болтов ГБЦ на автомобилях разных марок. Из примеров видно, что угловая затяжка находит широкое применение.
*Сведения, приведенные в таблице, не являются руководящим документом и приведены с ознакомительной целью.
На заметку. Процедура затяжки ГБЦ на ГАЗ-53 понятна, но выделяется из общего ряда. Современные производители стараются по возможности конкретизировать этапы работ.