Замена направляющих клапанов

После сборки блока пришло время ремонта гбц для начало это будут направляющие клапанов .Если увеличенные зазоры между направляющими втулками и стержнями клапанов не удается устранить заменой клапанов, придется заменять направляющие втулки клапанов.
, для этого понадобится (молоток, оправка для вы прессовки направляющих втулок (стержень надлежащего диаметра).
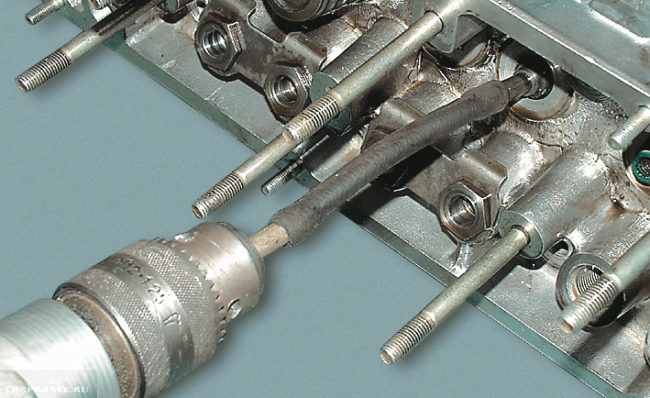
для начала разбираем гбц то бишь клапана после снятия клапанов Переворачиваем головку блока цилиндров и легкими ударами молотка через оправку выпрессовываем направляющую втулку в сторону привода клапанов. см на фото ниже .
После этой операции можно приступать к запрессовки новых направляющих .для лучьшего эфекта нужно нагреть гбц и зарание положить напровляшки в морозилку, есть много разных способов нагреть гбц например нагреть в духовой печи на плитке, на газу и т.д я грел гбц в воде налил в ведро горячую воду и начал греть лампой потом опустил гбц в воду на митут 5 в это время достал направляющие из холодильника прежде чем запрессововать помазал напровляшку маслом, потом достаем гбц из воды и
устанавливаем новую направляющую втулку в отверстие под неё и легкими ударами молотка через оправку запрессовываем втулку до упора стопорного кольца в плоскость головки блока цилиндров.
ПРИМЕЧАНИЕ
Направляющие втулки клапанов нужно запрессововать с надетыми стопорными кольцами. Направляющие втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у направляющих втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
После запрессовки разверните отверстия в направляющих втулках:
— впускных клапанов — до диаметра 8,022-8,040 мм;
— выпускных клапанов — до диаметра 8,029-8,047 мм.
Замена направляющих втулок клапанов

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
 Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Как заменить направляющие втулки клапанов
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.

Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Симптомы износа
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
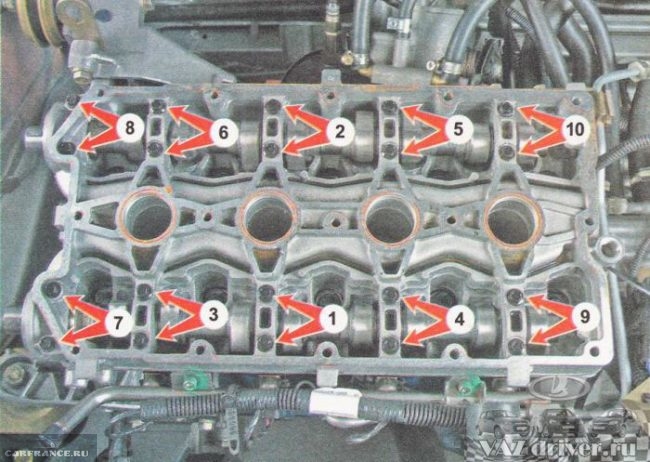
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.


В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.

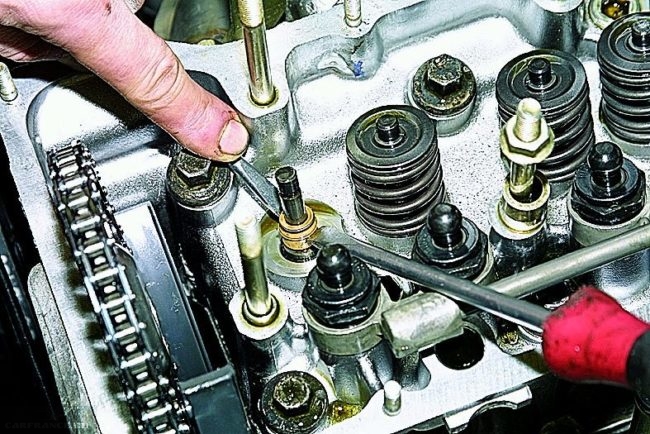
Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
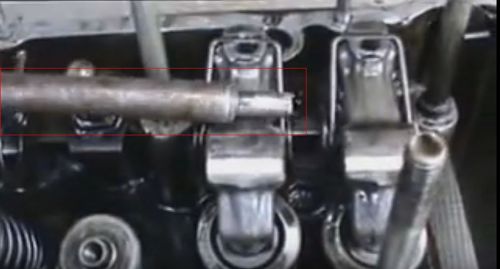
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).

Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 своими руками

Направляющая втулка служит определенным каналом для хода клапана. Ее замена в гаражных условия практически не возможна, поскольку требуются специальные знания, навыки и инструмент, но все-же автомобилисты умудряются это делать. Конечно, рекомендуется проводить замену направляющих втулок ВАЗ-2112 с 16-клапанным двигателем на специализированных автосервисах. Этот процесс довольно сложный и займет день, а то и два.
Видео о замене направляющих втулок и о том, как распознать поддельную запчасть:
Видео материал расскажет, как провести замену направляющих втулок, приведены рекомендации и советы.
Процесс замены направляющих втулок клапанов

Направляющие втулки сделанные с металла и бронзы
Прежде, чем приступить к замене направляющих втулок, стоит понимать, что существует несколько изделий для 16-клапанного двигателя ВАЗ-2112. Можно заменить полностью ремонтную втулку в сборе, или установить бронзовую гильзу. Оба варианта идеально подходят для этого автомобиля. Рассмотрим оба процесса по отдельности. Обычно, направляющие втулки меняются с клапанами в сборе, но как показывает практика, меняются выпускные, которые прогорают, а впускные шлифуются и ставятся на место.
Демонтаж ГБЦ
Прежде, чем приступить к замене направляющих втулок, необходимо демонтировать головку блока цилиндров. Этот процесс не такой уж и сложный, как кажется на самом деле. Для начала стоит собрать необходимый инструментарий. Что же понадобится:
- Набор ключей.
- Динамометрический ключ.
- Тара для охлаждающей жидкости.
- Ветошь.
- Непосредственно сама новая прокладка.
-
Демонтируем «клемму-минус» с АКБ.

Демонтаж клеммы АКБ для ремонта

Через специальный клапан сбрасываем давление в топливной системе
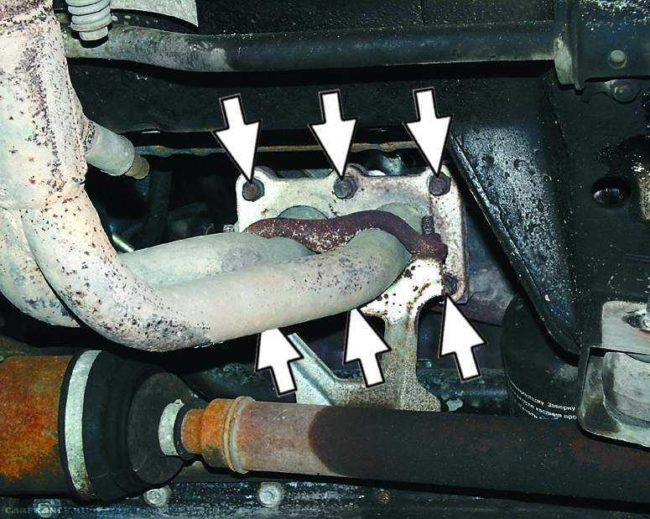
Выкрутив болты крепления отсоединяем выпускной коллектор и приемную трубу
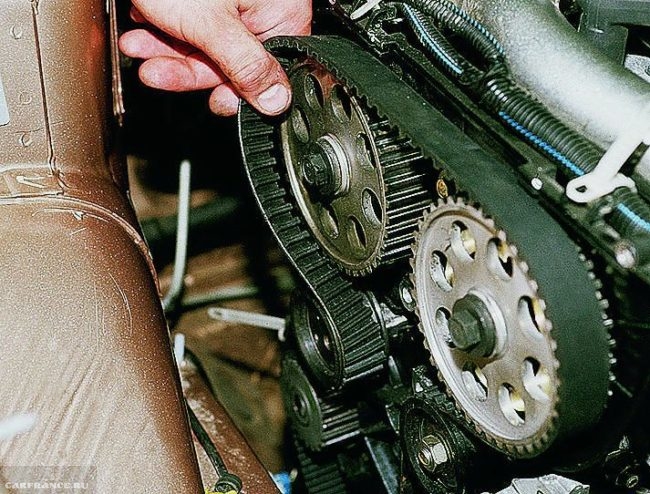
Снимаем ремень ГРМ

Фиксируем распределительные валы и демонтируем шкивы
Демонтируем датчик охлаждения
Выкрутив болты снимаем клапанную крышку
Когда все отсоединили проводим демонтаж ГБЦ
Демонтаж направляющих втулок
Теперь, когда головка блока цилиндров снятая, ее необходимо помыть. Для этого используется специальная ванна с горячим керосином, но как показывает практика, все заканчивается мойкой керосином под давлением. Когда ГБЦ – чистая, ее необходимо разобрать. Рассмотрим, последовательный процесс:
-
Демонтируем распределительные валы.
Снимаем распределительные валы с головка

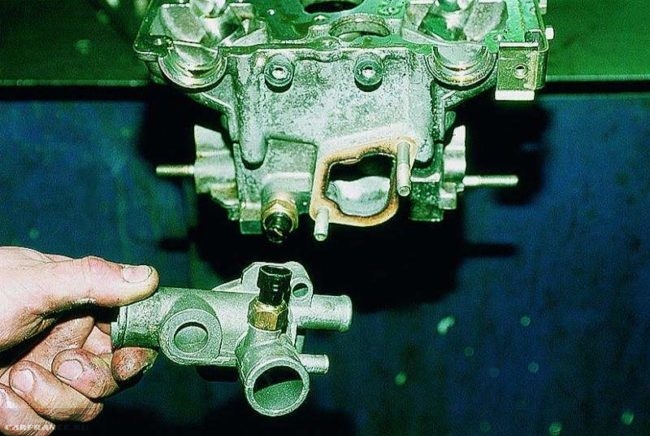
Открутив хомут снимаем отводящий патрубок

Рассухариваем клапанов головки блока
Проводим демонтаж маслосъемных колпачков при помощи отвертки или специнструменты

Выбиваем втулку клапана молотком
Этот способ подходит только тогда, когда будут устанавливаться вместо старых втулок металлические или латунные.
Установка металлических втулок клапана
Прежде, чем приступить к установке новых направляющих втулок, необходимо их подогнать по размеру. Обычно, для установки используют ремонтные изделия с зазором +0,22+0,25 мм. Но, существуют втулки с размерностью +0,5 мм, которые при новых технологиях уже не в ходу, но в продаже их можно найти.
Теперь, втулки необходимо подогнать под клапан и посадочное место. Конечно, для этого понадобится токарный станок. Прежде, чем провести расточку изделий, клапана шлифуются и промеряются, а посадочные места диагностируются на наличие эллипсов и царапин. После проведенных замеров на токарном станке втулки протачиваются, как внутренняя поверхность под клапан, так и наружная – под посадочное место.
Установка втулок проводится методом запрессовки. Она надевается на специальный инструмент и по немного забивается в посадочное место. Конечно, некоторые автомобилисты их устанавливают при помощи молотка и набойник круглой формы с наковальней поверхностью. Когда направляющая втулка села на посадочное место проводится монтаж стопорного кольца и сборка головки.
Когда все собрано, можно установить на место ГБЦ и подключить ее к всей системе.
Установка бронзовых направляющих втулок
Установка направляющих бронзовых втулок отличается от стандартной процедуры. Здесь, не требуется демонтаж направляющих втулок. Итак, рассмотрим, пошаговый процесс установки бронзовых деталей на стандартные изделия:
-
При помощи ручной шарошки, направляющие втулки рассверливаются. Как правило, убирается -0,15-0,2 мм с внутренней поверхности.
Притирка клапана головки блока цилиндров при помощи дрели со специальной насадкой

Специальный инструмент для установки бронзовых гильз K-line в направляющее втулки
Конечно, не всегда имеется возможность установить бронзовые втулки. Невозможно совершить данный процесс, когда выработка по внутреннему диаметру превысила показатель -0,25 мм. Но, с другой стороны, ресурс этих изделий будет выше.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности . В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана . Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.
Выбор направляющих втулок
Существует несколько производителей, кроме АвтоВАЗ, которые производят направляющие втулки на ВАЗ-2112. Обычно в комплекте идут отдельно изделия для впускных и выпускных клапанов, но их классифицируют комплектами. Итак, рассмотрим, какие направляющие втулки можно приобрести на автомобильном рынке запасных частей:
-
2108-1007032/33 – это стандартный набор металлических направляющих втулок производства АвтоВАЗ. Стоимость комплекта составляет 1300 рублей.

Направляющее втулки производства АвтоВАЗ

Бронзовые направляющие втулки производства ДМЗ
Видео о замене и снятии прокладки ГБЦ
Видео по снятию головки блока цилиндров, в котором пишется о процессе, нюансах и рекомендациях.
Выводы
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 дело довольно тяжелое и непростое, поэтому рекомендуется для проведения этой операции обратиться в автосервис. Конечно, особое внимание следует обратить на качество изделий. Как показывает практика, попадаются втулки с деформациями и заводскими браками.
Попалась втулка с деформацией, не знал, как быть, если бы не запасная. Обратился в сервис, так как направляющая отслужила уже порядка 230000 км, что для неё много. Никому не советую задерживать с этим, чтоб не встать посреди дороги
Хрень какая-то! Статья — о ЗАМЕНЕ втулок. При чем здесь рассказ о разборке? А о замене -3 строчки! Молотком выбивать втулки? Да они посажены на заводе с натягом до 0,12 мм (12 соток!). Тупо выколачивать, даже без нагрева — повредить посадочное место однозначно! Лучше для начала рассверлить направляющую изнутри, а уж затем выколачивать… Дальше написано: «Обычно, для установки используют ремонтные изделия с зазором +0,22+0,25 мм.» Каким ЗАЗОРОМ. Вообще-то втулки монтируются с НАТЯГОМ! Но, конечно, не 0,22+0.25. Получается в итоге — 0,47 мм.? Какая глупость! Надо указывать так: +0,22…+0,25. Я хотел бы увидеть, как автор забивает эти втулки с таким натягом без нагрева ГБЦ и охлаждения втулок! Похоже, он понятия не имеет о натяге и зазоре… Автор, вы хоть сами читали своё «произведение»? Но что сами меняли направляющие — сильно сомневаюсь!!