Вторая часть теста смазок для контактных соединений в автомобиле.

Немного повторюсь:
Для чего же вообще необходимо смазывать контактные соединения?
Ответ на этот вопрос на самом деле прост-чтобы пятно контакта не окислилось под действием окружающей среды и не увеличилось переходное сопротивление в этом соединении, что неминуемо приведет к его нагреву. И как бы это не банально не звучало, но это именно так! Да, все мы в восьмом классе еще не курили букварь и прекрасно знаем, что какой бы ровной поверхность не была она в любом случае она будет шероховатой. И каким бы качественным контакт не был, абсолютно всей площадью металлы соприкасаться друг с другом не будут. И в этом случае смазка заполняет как раз пустоты, чтобы убрать из пятна контакта воздух. Ну и конечно же, если смазка является токопроводящей, то переходное сопротивление в контактном соединение станет очень не большим.
/Попытался объяснить простыми словами, думаю получилось читаемо и гуманитариям./
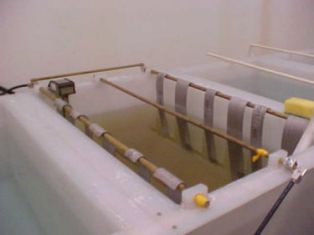
Намутил кучу смазок и решил устроить небольшой эксперимент. Будем смазывать контактные соединения и измерять при этом переходное сопротивление в нем (измерения сопротивлений постоянному току контактной системы). В качестве прибора для измерений выступает МИКО (микроомметр).
Опыт простой: берем две медные пластины (чистый электротех). Наносим смазку. Стягиваем их струбцинами с одинаковым усилием. Контролируем, чтобы пятно контактно в каждом опыте было одинаковым. Измеряем переходное сопротивление.
Значения получаем в микроомах. Для справки:
1 Ом = 1000000 мкОм
10 мкОм = 0,00001 Ом
Это, чтобы Вы понимали про какие цифры идет речь и не слушали тех техническинеграмотных людей, кто выполняем эти измерения обычным китайским мультиметром. К слову, значение силы тока при измерения составляет около 50 Ампер…
Результаты предыдущих измерений:
Без смазки. 13,1 мкОм (+/- 1,1 мкОм)
Алюминиевая смазка. Спрей. 17 мкОм (+/- 1,1 мкОм)
Циатим 221. 10,9 мкОм (+/- 1,1 мкОм)
Statoil UniWay Li62. 11,3 мкОм (+/- 1,1 мкОм)
Графитка. 19 мкОм (+/- 1,1 мкОм)
KLUBER ISOFLEX TOPAS NB 52. 9,4 мкОм (+/- 1,1 мкОм)
Смазка электропроводящая ЭСП-98. 54,3 мкОм (+/- 1,5 мкОм)
Предыдущая запись проявила к себе определенный интерес людей. Поэтому решил проводить измерения дальше с различными смазками. Итак, результаты измерений:
Без смазки. 13,1 мкОм (+/- 1,1 мкОм)
MOLYKOTE HSC Plus Paste. 9.4 мкОм (+/- 1,0 мкОм) При условии, что она наносится ОЧЕНЬ ЖИРНЫМ слоем.
MOLYKOTE HSC Plus Paste. 8,0 мкОм (+/- 1,0 мкОм) При условии, что она наносится ОЧЕНЬ ТОНКИМ слоем.
Niglube RM. 11,9 мкОм (+/- 1,1 мкОм)
TRW/Lucas PFG-110. 9,0 мкОм (+/- 1,0 мкОм)
LIQUI MOLY. Bremsen-Anti-Quietsch-Paste. 13,8 мкОм (+/- 1,1 мкОм)
LIQUI MOLY. Медный аэрозоль 8,4 мкОм (+/- 1,0 мкОм)
LIQUI MOLY. KERAMIK PASTE. 9,1 мкОм (+/- 1,0 мкОм)
Токопроводящая консервирующая смазка ТКПС-1. 4,9 мкОм (+/- 1,0 мкОм)
Литол-24 (люкс). 6,8 мкОм (+/- 1,0 мкОм)
Солидол. 8,6 мкОм (+/- 1,0 мкОм)
Смазка ШРУС TADEM. 12,1 мкОм (+/- 1,1 мкОм)
Специализированная смазка для контактных соединений красного цвета. 30,6 мкОм (+/- 1,3 мкОм) По определенным обстоятельствам имя ее не раскрывается. Обычному автомобилисту ее все равно не купить ни за какие деньги, да и не стоит, если посмотреть результаты измерений…
SHELL NERITA HV 12,5 мкОм (+/- 1,1 мкОм)
Ну что, сделаю небольшую подводку:
Многие смазки, которые используются в тормозной системе и не предназначены для смазки электрических контактных соединений показали очень хорошие результаты. Если честно, то такого результата, я лично, не ожидал. Но как они поведут себя с течением времени, я не знаю…
Очень приличный результат показал и обычный копеечный Литол-24.
Ну а лидером теста стала, знакомая только узкому кругу людей, токопроводящая консервирующая смазка ТКПС-1, показав результат в 4,9 мкОм.
Сегодня выяснил, что на результаты измерений влияет и то, каким слоем вы нанесли смазку, если она густая. Но, результаты при этом в пределах погрешности.
Если смазка пластичная, то каким бы вы ее слоем не наносили-лишнее выдавится. И на конечный результат этот факт не повлияет ни каким образом…
Ну дальше решение за вами-смазывать клеммы и контактные соединения, не смазывать… В общем-автомобиль-то Ваш…
Защитные покрытия и смазки для электрических контактов
Коррозия металлов в электрическом контакте представляет сложный процесс, в котором сочетаются чисто химические взаимодействия металлов с окружающей средой и с электрохимическими явлениями, возникающими в зоне соприкосновения между собой разнородных металлов. Для защиты от коррозии металлические детали электрических контактов изготавливают со специальными неметаллическими или с металлическими антикоррозийными защитными покрытиями.
Электрические контакты в закрытых электроустановках с нормальной окружающей средой обычно выполняют без специальных защитных покрытий.
Защитными покрытиями от коррозии в этих условиях являются пленки окислов, естественно образующиеся на поверхностях соединяемых проводников в результате .воздействия на них кислорода воздуха.
В закрытых электроустановках с агрессивной окружающей средой в зависимости от степени агрессивности и влажности, а также в наружных установках детали электрических контактов покрывают специальными неметаллическими или металлическими защитными пленками.
Неметаллические антикоррозийные покрытия
 К неметаллическим антикоррозийным защитным покрытиям относятся тонкие пленки окислов на поверхностях соединительных деталей, образуемые на них искусственно, путем химического воздействия на металлы различных химических реактивов. Создание таких пленок осуществляют способом пассивирования , оксидирования и воронения .
К неметаллическим антикоррозийным защитным покрытиям относятся тонкие пленки окислов на поверхностях соединительных деталей, образуемые на них искусственно, путем химического воздействия на металлы различных химических реактивов. Создание таких пленок осуществляют способом пассивирования , оксидирования и воронения .
Пассивирование и оксидирование стальных, медных и алюминиевых деталей контактов осуществляют обработкой их в водных растворах щелочей и солей или погружением деталей в концентрированные растворы кислот, например азотной или хромовой.
Растворы помещают в специальные стационарные стальные ванны, в которые загружают обрабатываемые детали, подвешивая их на штангах-держателях. Процесс обработки деталей происходит с подогревом растворов до температуры 50 — 150° С и продолжается 30 — 90 мин с выделением вредных испарений. Вследствие этого ванны оснащают подогревателями и вентиляционными устройствами.
Воронение применяют в основном для обработки стальных деталей контактов (болтов, гаек и шайб). Для этого детали нагревают в печах или горнах до синего каления и в нагретом состоянии погружают на 1 — 2 мин в ванну, наполненную олифой. Затем детали вынимают из ванны и выкладывают на решетку, давая стечь с них излишкам масла, а также для просушки и остывания.
Металлические антикоррозийные покрытия
К металлическим антикоррозийным защитным покрытиям относятся покрытия контактных поверхностей соединительных деталей тонким слоем другого металла, например кадмия, меди, никеля, олова, серебра, хрома, цинка и др. Нанесение металлических защитных покрытий осуществляют гальваническим, металлизационным или горячим способами.
Гальванический — это электролитический способ осаждения слоя другого металла на поверхности стальных и медных деталей электрических контактов. Его осуществляют в гальванических электролизных ваннах, наполненных электролитом, при прохождении через него постоянного тока, получаемого от выпрямителей при напряжениях 6, 9, 12 В.
Электролитом являются водные растворы или расплавленные соли металлов. В зависимости от состава электролита электролитическим способом осуществляют кадмирование, меднение, никелирование, оловянирование или лужение, серебрение, хромирование и цинкование деталей.
Процесс электролиза сопровождается выделением вредных газов и испарений, поэтому помещения с электролизными ваннами оборудуются приточно-вытяжной вентиляцией.
По окончании электролитического процесса детали переносят в промывочные ванны с горячей и холодной водой и после тщательной промывки высушивают сжатым воздухом.
Гальваническая электролизная ванна
Металлизация — способ нанесения на поверхности контактных детален тонкого слоя предварительно расплавленного другого металла путем распыления его струей сжатого воздуха.
Для металлизации применяют кадмий, медь, никель, олово и цинк. Предварительное расплавление металлов производят в тиглях или в пламени горючего газа или электрической дуги специальных аппаратов, а нанесение их на детали — распылением при помощи специальных пульверизаторов.
Нанесение покрытий горячим способом осуществляют погружением контактных деталей в ванну с расплавленным металлом, имеющим невысокую температуру плавления, например кадмием, оловом и его сплавами, свинцом, цинком и различными припоями. Предварительное расплавление металлов производят в электротиглях пли в пламени газовых аппаратов и паяльных ламп.
Особенно широко этот способ применяется в монтажных условиях для лужения медных и стальных контактных поверхностей и деталей различными припоями. Для этого обработанные контактные поверхности, предварительно смазанные раствором хлорного цинка (паяльной кислоты), погружают в ванну с расплавленным припоем, затем быстро вынимают из ванны, промывают в воде и протирают сухой тряпкой.
Лужение контактных поверхностей можно также выполнять путем нанесения на них расплавленного в пламени газовой горелки или паяльной лампы тонкого слоя припоя вручную с применением бескислотных флюсов. Качество нанесенных защитных покрытий зависит от предварительной и последующей обработок контактных деталей. Основным условием получения прочных и беспористых защитных покрытий является чистота поверхности покрываемого металла.
Способы очистки электрических контактов
Предварительную очистку контактных поверхностей и деталей осуществляют в зависимости от степени загрязнения и производственных возможностей способами механической, химической или электрохимической обработки.
Механический способ очистки электрических контактов заключается в обработке поверхностей на абразивных станках металлическими щетками, пескоструйной очисткой или ручной обработкой. Мелкие детали (шайбы и гайки) обычно обрабатывают во вращающихся галтовочных барабанах с применением абразивных и наждачных порошков.
После механической очистки контактные поверхности и детали подвергают обезжириванию, т. е. удаляют с них имеющиеся жировые и другие загрязнения.
Обезжиривание производят химическим путем, промывая детали бензином, керосином, бензолом и другими органическими растворителями или травлением их в растворах кислот, кислых солей и щелочей. Промывка и травление деталей выполняется в специальных ваннах и аппаратах.
Процесс химической очистки продолжается от 5 до 90 мин, при этом для травления применяются растворы, подогретые до 70 — 95° С. Травленые детали подвергают промывке от остатков растворов сначала в горячей, а затем в холодной соде и высушивают.
Тщательная и качественная предварительная очистка и обезжиривание контактных деталей при последующем нанесении на них антикоррозийных защитных покрытий обеспечивают плотное сцепление пленок с основным металлом и исключают образование на них дефектных отслоений.
Металлические защитные покрытия контактных поверхностей наносят также способом плакирования, путем горячего проката пакета, представляющего плиту основного металла, например алюминия, с наложенными на нее с одной или двух сторон тонкими листами другого металла, например меди.
На медные разъемные соединительные детали рекомендуется наносить кадмиевые или оловянисто-цинковые защитные покрытия, стальные детали цинковать, кадмировать, меднить, лудить или воронить, а алюминиевые контактные поверхности плакировать или армировать медью.
Подавляющее большинство принятых способов нанесения на металлы защитных покрытий, особенно металлических, требуют для осуществления их специального и сложного стационарного технологического оборудования.

В разъемных соединениях алюминиевых проводников с алюминиевыми, медными и стальными выводами электрооборудования контактные алюминиевые поверхности вследствие активного окисления их подвергаются дополнительной подготовке непосредственно перед присоединением.
Эта подготовка заключается в механической обработке и зачистке контактной алюминиевой поверхности от окисной пленки. Зачистку поверхности при этом производят под слоем технического вазелина с последующим нанесением на обработанную поверхность защитной смазки или пасты, препятствующих окислению металла .
Смазки и пасты должны иметь высокую липкость (адгезию) и наноситься на поверхность тонким слоем, обладать эластичностью и не растрескиваться от колебания температуры в пределах от —60 до +150° С. Они должны иметь высокую температуру каплепадения в пределах 120 — 150° С, быть химически стабильными, исключающими перерождение смазки или пасты, влагонепроницаемыми и стойкими к воздействиям кислот и щелочей. Нарушение покрытия хотя бы в одном месте приводит к образованию коррозии металла, которая имеет тенденцию к вгрызанию в металл.
Кроме того, в месте контакта смазки и пасты должны обеспечивать разрушение химическим путем оксидной пленки и в течение длительного времени не допускать возникновения ее вновь.
Вазелин технический — углеводородная низкоплавкая смазка в виде однородной мази, без комков, светло или темно-коричневого цвета. Температура каплепадения не ниже 54 о С.
Технический вазелин применяется для защиты металлических деталей от коррозии. При повышении температуры свыше +45° С не обеспечивает удержания достаточного количества смазки в контакте соединения. Обладает повышенной нейтральностью к образовавшейся оксидной пленке. В электромонтажном производстве технический вазелин широко применяется в качестве защитной смазки от коррозии во всех случаях, где это необходимо.
 Смазка ЦИАТИМ — универсальная, тугоплавкая, влагостойкая, морозоустойчивая, активизированная, без механических примесей, однородная мазь светло или темно-желтого цвета. Температура каплепадения не ниже 170° С.
Смазка ЦИАТИМ — универсальная, тугоплавкая, влагостойкая, морозоустойчивая, активизированная, без механических примесей, однородная мазь светло или темно-желтого цвета. Температура каплепадения не ниже 170° С.
ЦИАТИМ применяется для смазки и защиты от вредных влияний атмосферы при повышенных и низких температурах. При значительном механическом воздействии на смазку уменьшается ее динамическая вязкость, а также предел прочности и смазка приобретает повышенную текучесть. Смазка ЦИАТИМ обладает повышенной химической стабильностью и по своим свойствам более других смазок подходит дли применения в контактных соединениях.
Защитные цинко-вазелиновая и кварце-вазелиновая пасты представляют собой смесь технического вазелина (50%) с порошком цинка или кварцевого песка (50%). Пасты обладают способностью разрушать оксидную пленку при сборке контактов при помощи введенных в технический вазелин тонко раздробленных твердых наполнителей (порошок цинка или песка).
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Очистители и смазки контактов автомобиля: какие лучше

06.03.2020
Содержание электропроводки в исправном состоянии — это такая же важная часть в обслуживании авто, как, например, контроль уровня масла в ДВС или состояния тормозных колодок. Окислившийся контакт или короткое замыкание рассохшейся проводки может привести к отказу электрооборудования авто и даже пожару. Разберемся, какой очиститель контактов лучше и какой смазкой смазать контакты в автомобиле.
Содержание:
Особенности ухода за автомобильной проводкой
Автомобильная проводка требует обслуживания. И чем больше в автомобиле электронных устройств, тем внимательнее нужно относиться к этому пункту.
Условно техническое обслуживание проводки сводится к нескольким процедурам.
- Осмотр изоляции проводов, контактных разъемов и колодочных соединений на наличие видимых повреждений.
- Очистка контактов со следами окислов.
- Смазка контактов.

Поврежденное клеммное или колодочное соединение, как и проводку с нарушенной изоляцией, стоит заменить сразу. Такой участок цепи нередко выходит из строя непредсказуемо и в самый неподходящий момент.
Чистить контакты есть смысл в случае видимых следов коррозии, грязи или окислов. Чистые, блестящие контакты очищать не нужно.
Смазывать основные и нагруженные контактные соединения рекомендуется два раза в год, весной и осенью, вне зависимости от их состояния. Это касается клемм АКБ, «массовых» проводов, проводки стартера и генератора, а также колодок и клеммных разъемов датчиков.
Какой очиститель контактов для автомобиля лучше
Рассмотрим несколько наиболее узнаваемых очистителей для контактов авто в РФ.
-
. Очиститель электрических контактов. Выпускается в аэрозольных баллонах объемом 163 и 283 мл. Хорошо справляется не только с окислами, но и с грязевыми, жировыми и маслянистыми загрязнениями. Безопасен для пластмасс. . Недорогой очиститель контактов с хорошей эффективностью. Удаляет загрязнения и влагу с контактов. Нейтрален по отношению к резине, пластмассам и окрашенным поверхностям. Продается в аэрозольных баллонах. . Относительно дорогое, но эффективное средство. Выпускается в аэрозольных баллонах с удобным распылителем. Помимо очистки, формирует на поверхности контактов тонкую защитную пленку. Пленка на некоторое время предохранит обработанные поверхности от образования коррозии и улучшит качество соединения. . Качественный и дорогой очиститель контактов от именитого немецкого производителя. Выделяется хорошей очищающей способностью, легко и быстро смывает даже сложнорастворимые загрязнения. Однако на обработанной поверхности практически не остается защитного слоя. Поэтому после использования этого средства рекомендуется дополнительно смазать контакты.

Очистители контактов подходят для обработки электрических соединений не только авто, но и практически любой техники.
Какой смазкой смазать контакты
Рынок сегодня предлагает большое количество смазок для электрических контактов автомобиля. Рассмотрим только два варианта: один — устаревший, простой и универсальный, второй — один из популярных смазывающих составов, олицетворяющий большинство современных специализированных смазок для электрических контактов.
-
. Использовалась еще в первой половине XX века как простое и дешевое средство для защиты контактов от коррозии. Хорошо противостоит влаге и прочим химическим агрессорам. Обладает электропроводностью благодаря графиту. Однако хорошая электропроводность смазки позволяет ее использовать только в одиночных контактах. В противном случае смазка может вызвать токи утечки и даже привести к пробою и короткому замыканию в высоковольтных цепях. . Современная смазка для контактов в виде спрея. Выпускается в аэрозольных баллонах объемом 200 мл. Помимо защиты от механических микроповреждений металла контактов, увеличивает электропроводность соединения. Одновременно с этим электропроводность смазывающего состава недостаточно высокая, чтобы привести к короткому замыканию и токам утечки. Поэтому этим спреем можно смазывать колодки с близко посаженными контактами.
Важно понимать разницу между очищающими и защитными составами. Очистители лишь снимают окислы и загрязнения с контактов, но не формируют на их поверхности защитную пленку. А если и формируют, то не такую долговечную, как смазки. И коррозия может появиться снова через непродолжительное время. Поэтому правильным решением при желании максимально надолго защитить контакт будет его обработка именно смазкой.